

4.6 Сварка заготовок днищ
Заготовки днища сваривают автоматической дуговой сваркой под флюсом. Сварочные материалы те же, что и в предыдущем пункте, расчет аналогичен.
Для этого использовать сварочный трактор ТС-17 и источник питания IDEALARC DC-1000, техническая характеристика которых приведена в таблицах 16, 17. Схема сварки приведена на рисунке 26.
Сварка производится аналогично сварке продольного стыка обечаек.
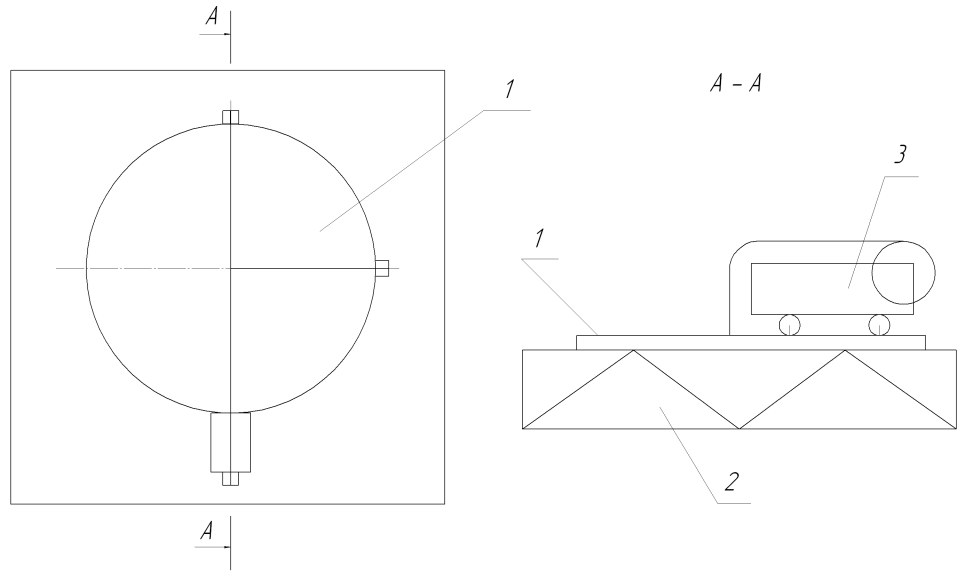
Рисунок 33 – Схема сварки заготовок днищ
1 – заготовки свариваемого днища; 2 – сварочный стол; 3 – сварочный трактор ТС-17
После наплавки последнего шва удаляется шлаковая корка и шов зачищается металлической щеткой.
4.7 Сварка кольцевых стыков корпуса
Автоматическую сварку кольцевых стыков корпуса аппарата производим на специальной установке, представленной на рисунке 27, техническая характеристика которой приведена в таблице 15 данной работы. Используем тот трактор ТС – 17 и источник питания IDEALARC DC-1000, характеристика которых приведена в таблицах 16, 17. Разделка кромок и режимы сварки те же что при сварке продольных стыков обечаек. После сварки удалим шлаковую корку, и зачистим шов металлической щеткой.
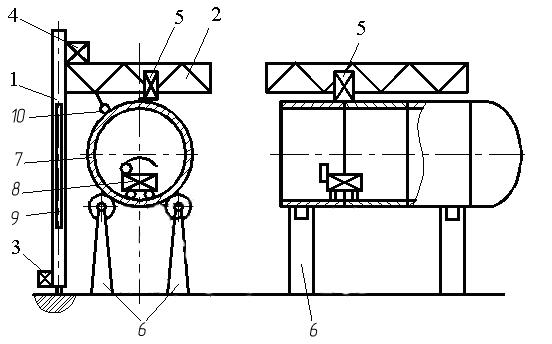
Рисунок 34 – Схема установки для сварки кольцевых стыков.
1 – велосипедная тележка перемещающаяся по рельсовому пути; 2 – велобалкон; 3 – привод велосипедной тележки; 4 – привод велобалкона; 5 – сварочная головка перемещающаяся вдоль велобалкона; 6 – роликовый стенд для вращения свариваемого корпуса; 7 – свариваемый корпус; 8 – сварочный трактор для сварки внутреннего шва; 9 – противовес велобалкона; 10 – концевой выключатель велобалкона
Для сварки кольцевых стыков цилиндрических и конических обечаек используем разделку кромок типа У6 по ГОСТ 11534-75.
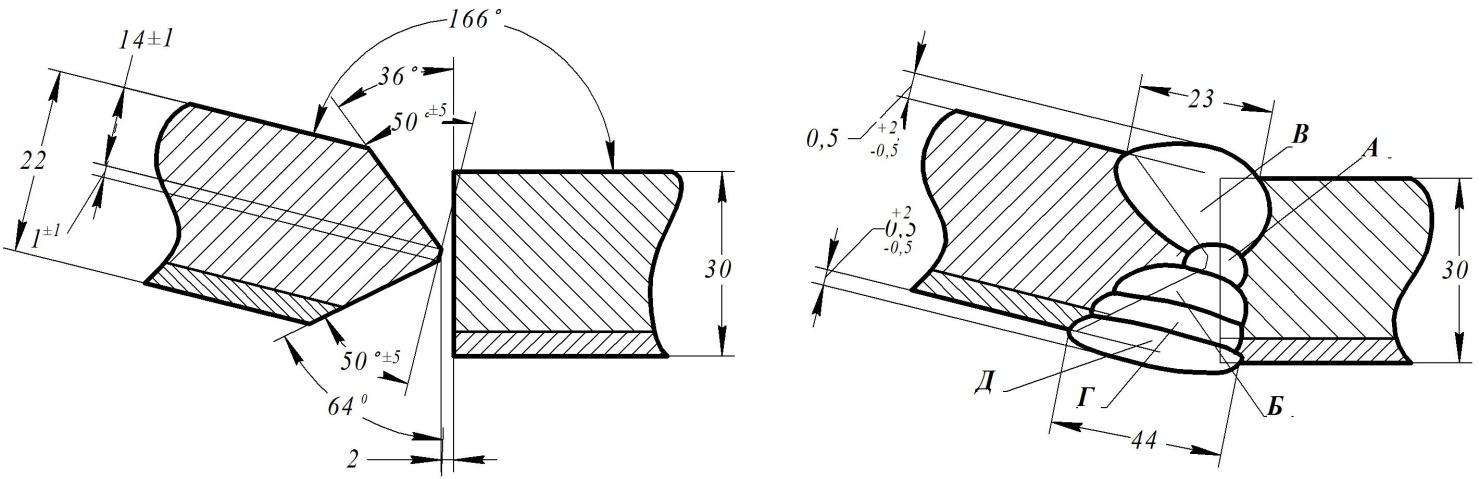
Рисунок 35 – Конструктивные элементы и форма сварного шва по ГОСТ 11534-75
Таблица 18 – Размеры конструктивных элементов, мм
|
Способ сварки |
S=S1 |
b |
β = 165 -169º |
g=g1 |
α1 |
α2 | |||||
|
АФ |
Номин. |
Пред. откл. |
е1 |
е |
Номин. |
Пред. откл. |
50+ (180º-β)=64ᵒ |
50- (180º-β)=36ᵒ | |||
|
14 - 30 |
2 |
±1 |
0,6s +5=23 |
1,2s +8=44 |
0,5 |
+2,0 -0,5 | |||||
Рассчитаем режимы автоматической сварки кольцевых стыков цилиндрической и конической обечайки.
Рассчитываем режимы сварки первым проходом А
1. Определяем требуемую глубину провара.
 2
мм,
2
мм,
2. Определяем величину сварочного тока, обеспечивающую заданную глубину провара.
 210А,
210А,
где H1 – глубина провара, мм
kh = 0,95 мм/100 А – коэффициент пропорциональности, величина которого зависит от условий проведения сварки.
3. Выбираем диаметр электродной проволоки
 1,72
мм=2 мм
1,72
мм=2 мм
где j = 90 А/мм2 – допустимая плотность тока.
4. Определяем напряжение на дуге
 28
В
28
В
5. Определяем скорость сварки
 47,6
м/ч = 1,32 см/с,
47,6
м/ч = 1,32 см/с,
где А = 10000 А*м/ч – коэффициент, зависящий от диаметра электрода.
При механизированной сварке без применения особых технологических приемов скорость сварки должна находиться в пределах 15 – 60 м/ч, а расчетные значения скорости сварки должны округляться до ближайших, которые можно установить на выбранном для сварки автомате.
6. Рассчитываем погонную энергию сварки
 962,2
Кал/см
962,2
Кал/см
где ηи = 0,9 – эффективный к.п.д. нагрева.
7. Определяем коэффициент формы провара
 3,95
3,95
где k’
выбираем в зависимости от рода и
полярности тока, при j
<120 A/мм2,

Для
механизированной сварки
 должен находиться в пределах 0.8 – 4. При
меньшем значении будут получаться швы,
склонные к образованию ГТ, при больших
– слишком широкие швы с малой глубиной
провара, что нерационально с точки
зрения использования теплоты дуги и
приводит к увеличенным деформациям.
должен находиться в пределах 0.8 – 4. При
меньшем значении будут получаться швы,
склонные к образованию ГТ, при больших
– слишком широкие швы с малой глубиной
провара, что нерационально с точки
зрения использования теплоты дуги и
приводит к увеличенным деформациям.
8. Определяем глубину провара
 0,24
см
0,24
см
9. Определяем ширину шва
 0,95см
0,95см
10. При сварке под флюсом вылет электрода выбирают в пределах 20 – 80, при этом меньшим диаметром электрода соответствуют меньшие значения вылета и наоборот. Устанавливаем вылет электрода, равный 30 мм.
11. Определяем коэффициент наплавки αн
При сварке под флюсом ввиду незначительных потерь электродного металла с достаточной для практических расчетов степенью точности можно принять, что коэффициент наплавки αн равен коэффициенту расплавления αр.
 ,
,
где,
 - составляющая коэффициента расплавления,
обусловленная тепловложением дуги, г/А
·ч;
- составляющая коэффициента расплавления,
обусловленная тепловложением дуги, г/А
·ч;
 -
составляющая коэффициента расплавления,
зависящая от тепловложения вследствие
предварительного нагрева вылета
электрода протекающим током, г/А ·ч.
-
составляющая коэффициента расплавления,
зависящая от тепловложения вследствие
предварительного нагрева вылета
электрода протекающим током, г/А ·ч.
При сварке постоянным током обратной полярности:
 =11,6;
=11,6;
 =
0,034,
=
0,034,
где l и dэ - вылет и диаметр электрода в мм.
αр = 11,6 + 0,034 = 11,634 г/А ·ч.
12. Определяем скорость подачи электродной проволоки