

3.1 Определение исполнительных движений.
Формообразующие движения:
На рисунке 8 а, б представлена схема образования винтовой канавки и режущей поверхности.


A б
Рисунок 8 - Методы получения производящих линий
Так как метод копирования не требует формообразующего движения, то для образования обрабатываемой поверхности необходимо три формообразующих движения:
Фv (В1) – вращение фрезы, для получения направляющей на рисунке 8а.
Фs1 (П3) - поступательное движение шпиндельной бабки, для получения направляющей на рисунке 8б.
Фs2 (П5) - поступательное движение стола, для получения направляющей на рисунке 8б.
Установочные движения:
Уст(П3) – поступательное перемещение шпиндельной бабки
Вр(П5) – поперечное перемещение стола
Вспомогательные движения:
Всп(П2) – ускоренное выдвижение шпинделя (отвод/подвод инструмента);
Всп(П4) – ускоренное продольное перемещение стола (отвод/подвод инструмента);
3.2 Настройка параметров движений
Фv(В1) – движение простое, траектория замкнутая, следовательно, настраиваем N,V.
Фs(П3) – движение простое, траектория не замкнутая, следовательно, настраиваем N,V,L,K.
Фs(П5) – движение простое, траектория не замкнутая, следовательно, настраиваем N,V,L,K.
Уст(П3) – движение простое, траектория не замкнутая, осуществляется вручную. Настраиваем L,K.
Вр(П5) – движение простое, траектория не замкнутая, осуществляется вручную. Настраиваем L,K.
Всп(П2) – движение простое, траектория не замкнутая, осуществляется с помощью дополнительного двигателя. Настраиваем L,K,N, скорость равна скорости холостого хода, подлежит расчету.
Всп(П4) – движение простое, траектория не замкнутая, осуществляется с помощью дополнительного двигателя. Настраиваем L,K,N, скорость равна скорости холостого хода, подлежит расчету.
3.3 Структурная схема станка
Структурная схема станка при обработке кармана на станке 262Г, изображена на рисунке 8.
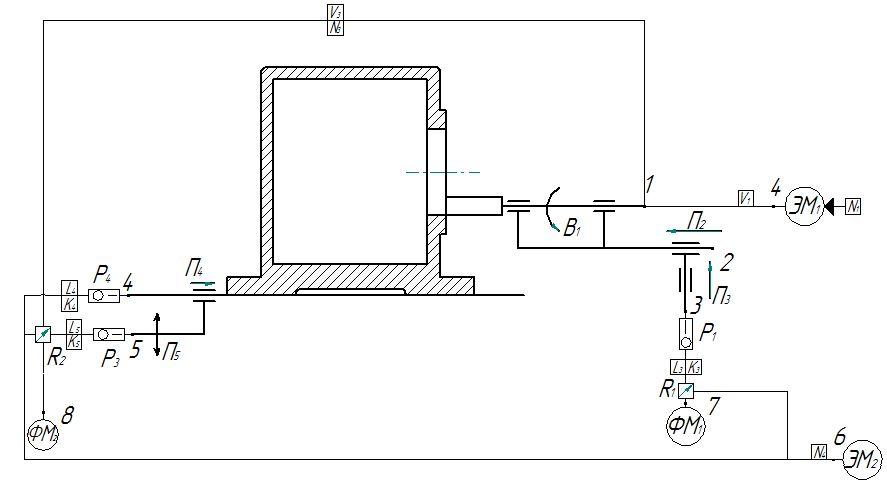
Рисунок 8 – структурная схема станка 262Г
3.4 Настройка параметров исполнительных движений
Формообразующие движение:
ФV(В1), V [м/мин]
Внутренняя связь: «Шпиндель - подшипники»
Внешняя связь: N1 - ЭМ1 – 4 – V1 – 1.
Число возможных способов передать вращение шпинделю от двигателя: Z= 2*1*3*2*2*1=24
V1
Уравнение баланса
nдв→nинст
P4
– 1 ∙iV1=
![]()
где nинст – частота вращения инструмента, P4 – 1 - постоянные передаточные отношения между точками 1 и 4, iV1 – передаточное отношение органа настройки скорости, V – скорость резания, dинст - диаметр режущей поверхности фрезы.
iV1 = iкс * nдв
где iкс - передаточное отношение коробки скоростей, nдв – частота вращения двигателя
∙![]()
0,333∙ iV1=796,18
iV1=2390,93
Принимаем:
iкс![]() nдв
nдв![]()
iV1
ф=
iкс∙
nдв
=![]()
iV1 ф – фактическое передаточное отношение органа настройки скорости.
Найдем погрешность настройки органа настройки скорости:
![]()
Погрешность для настройки скорости не превышает 10-15%, следовательно, настройки верны.
N11
Настройка направления осуществляется реверсом электродвигателя.
ФS(П5), S мм/об. заг
Внутренняя связь: «Ползун - направляющие»
Внешняя связь: 1- V3-N3-R2-L5-K5 –Р3 - 5
V3
- настроим скорость подачи.
![]()
![]()
Где P1-5 –постоянные передаточные отношения между точками 1 и 5, iv3 – передаточное отношение органа настройки скорости, состоящее из iкп – передаточного отношения коробки подач.
![]()
![]()
![]()
Примем:
![]()
Фактическое передаточное отношение органа настройки скорости:
![]()
Найдем погрешность настройки органа настройки скорости:
![]()
Погрешность для настройки скорости не превышает 10-15%, следовательно, настройки верны.
В результате фактическая подача:
![]()
L5
K5
К2 – начальная точка
Установим инструмент в точку А (центр кармана).
L2 – путь, который проходит инструмент, что отображено на рисунке 9.

Рисунок 9 – Определение пути формообразующего движения
L2 = 180 мм
Контроль будет производится по лимбу рукоятки Р5, которая видна на кинематической схеме станка (рисунок 5).
Найдем число оборотов лимба:
nЛ![]() 1
6=180
1
6=180
nЛ=30 об.
N3
Настройка направления осуществляется коническим трензелем
ФS(П3), S мм/об. заг
Внутренняя связь: «Ползун - направляющие»
Внешняя связь: 1- V3-N3-R2-R1-L3-K3 –Р1 - 3
V3
- настроим скорость подачи.
![]()
![]()
Где P1-3 –постоянные передаточные отношения между точками 1 и 3, iv3 – передаточное отношение органа настройки скорости, состоящее из iкп – передаточного отношения коробки подач.
![]()
![]()
![]()
Примем:
![]()
Фактическое передаточное отношение органа настройки скорости:
![]()
Найдем погрешность настройки органа настройки скорости:
![]()
Погрешность для настройки скорости не превышает 10-15%, следовательно, настройки верны.
В результате фактическая подача:
![]()
L3
K3
К3 – начальная точка
Установим инструмент в точку А (центр кармана).
L3 – путь, который проходит инструмент, что отображено на рисунке 10.

Рисунок 10 – Определение пути формообразующего движения
L3 = 80 мм
Контроль будет производится по лимбу рукоятки Р3, которая видна на кинематической схеме станка (рисунок 5).
Найдем число оборотов лимба:
nЛ![]() 28=80
28=80
,
где
![]() –
постоянное передаточное отношение
между лимбом и винтом-гайкой.
–
постоянное передаточное отношение
между лимбом и винтом-гайкой.
nЛ=13,3 об.
N3
Настройка направления осуществляется коническим трензелем
Настройка параметров установочных движений:
Уст (П3)
Внутренняя связь: «Ползун - направляющая»
Внешняя связь: ФМ1 – 7 – R1 – L3 – K3 – P1 – 3
L3
K3
Настроим путь и начальную точку движения П3.
Вращая рукоятку Р3, подводим предварительно закреплённый в патроне гладкий валик до касания с пластинкой концевой меры (рисунок 11) и ставим лимб на ноль.

Рисунок 11 - Определение начальной точки установочного движения
Путь будет контролироваться визуально по лимбу 1, который находится на ручке ФМ1, на структурной схеме станка. С лимба 1 вращение передается преобразователю движения – винту-гайке, и уравнение баланса будет иметь вид:
![]()
![]()
h=6 мм – пластинка концевой меры
![]()
![]()
![]()
nоб.л= 32.3 об.
Вращая рукоятку Р5, подводим предварительно закреплённый в патроне гладкий валик до касания с пластинкой концевой меры (рисунок 12) и ставим лимб на ноль.
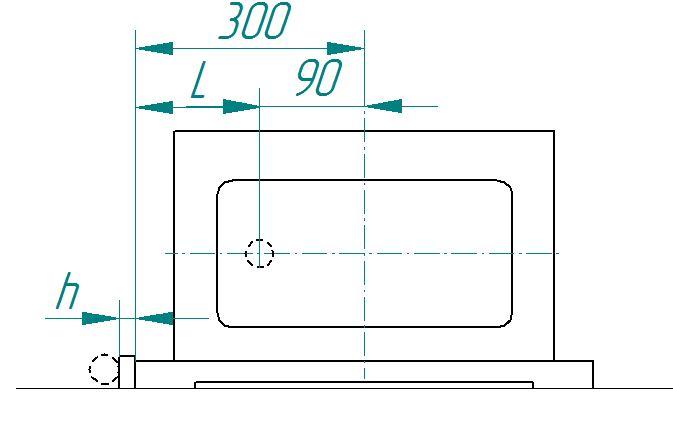
Рисунок 12 - Определение начальной точки установочного движения
Путь будет контролироваться визуально по лимбу 1, который находится на ручке ФМ1, на структурной схеме станка. С лимба 1 вращение передается преобразователю движения – винту-гайке, и уравнение баланса будет иметь вид:
![]()
![]()
h=6 мм – пластинка концевой меры
![]()
![]()
![]()
nоб.л= 36 об.
Вр(П5)
Внутренняя связь: «Ползун – направляющая»
Внешняя связь: ФМ2 – 8 – L5 – K5 – P3 – 5;
V3
- настроим скорость движения врезания
![]()
![]()
Где P1-5 –постоянные передаточные отношения между точками 1 и 5, iv3 – передаточное отношение органа настройки скорости, состоящее из iкп – передаточного отношения коробки подач.
![]()
![]()
![]()
Примем:
![]()
Фактическое передаточное отношение органа настройки скорости:
![]()
Найдем погрешность настройки органа настройки скорости:
![]()
Погрешность для настройки скорости не превышает 10-15%, следовательно, настройки верны.
В результате фактическая подача:
![]()
L6
K6
Начальной точкой движения врезания будет конечная точка установочного движения П3 (точка А на рисунке 13). Установим лимб на 0.

Рисунок 13 – Путь движения врезания
Путь будет контролироваться визуально по лимбу 2, который находится на ручке ФМ2, на структурной схеме станка. С лимба 2 вращение передается напрямую преобразователю движения – винту-гайке, и уравнение баланса будет иметь вид:
![]()
![]()
h=6 мм – пластинка концевой меры
![]()
![]()
![]()
nоб.л= 36 об.
Настройка вспомогательных движений:
Всп (П4)
Внутренняя связь: «П-Н»
Внешняя связь: ЭМ3 – 13 – N3 – R2 – L3 – K3– P2 – 3.
Рассчитаем скорость холостого хода VxxП6.
nдв2. →VxxП5
![]()
L3
K3