

3. Получение нак методом окислительного аммонолиза пропилена
Одностадийный синтез нитрила акриловой кислоты окислительным аммонолизом пропилена в промышленном масштабе был впервые осуществлен в США в 1960 г. по методу фирмы Sohio . Исходное сырье – пропилен, аммиак и воздух – пропускают через подвижный или псевдоожиженный (кипящий) слой твердого висмут-фосфор-молибденового катализатора при 400-500ОС и давлении ниже 39.2 кПа. В качестве побочных продуктов синтеза получаются ацетонитрил и синильная кислота.
Синтез НАК методом окислительного аммонолиза пропилена проводится в присутствии различных катализаторов, в состав которых входят оксиды металлов переменной валентности: молибдена, кобальта, никеля, вольфрама, олова. Наибольшее распространение в промышленных условиях получили молибдаты висмута и висмутовая соль фосфоромолибденовой кислоты. Процесс можно осуществлять в стационарном (неподвижном) и подвижном (псевдоожиженном) слое катализатора.
Известно, что процесс окислительного аммонолиза пропилена можно осуществить и в стационарном, и в кипящем слое катализатора. Оба типа реакторов работают на промышленных установках (контактирование в кипящем слое применяется в процессе ООО «Саратоворгсинтез», «Sohio», а в стационарном – в процессах «DCL», «SNAM»).
Поскольку селективность реакции окислительного аммонолиза пропилена имеет заметно выраженный максимум при изменении температуры, наиболее целесообразно использовать реакторы, близкие к изотермическим. Поэтому контактирование со стационарным слоем катализатора осуществляют в реакторах трубчатого типа, в которых катализатор находится в трубках, а межтрубное пространство заполнено высокотемпературным носителем – нитрит-нитратной смесью.
При синтезе НАК выделяется большое количество тепла, поэтому, во избежание сильных перегревов, диаметр трубки реактора не должен превышать 32 мм, а, следовательно, не удается достигнуть большой единичной мощности аппарата.
Одна из наиболее серьезных трудностей, с которыми связано использование реакторов со стационарным слоем, – необходимость применения весьма термостойкого и прочного катализатора, способного работать несколько тысяч часов без пыления.
Несмотря на принципиальную простоту конструкции и легкость укрупнения реакторов трубчатого типа, применение их не дает возможности создать единичные агрегаты высокой мощности. Эта задача гораздо проще решается при использовании реакторов с псевдоожиженным слоем катализатора. Последние имеют значительные преимущества и в простоте отвода тепла реакции. Так, в реакторе с кипящим слоем катализатора тепло отводится непосредственным испарением воды в змеевиках, расположенных в слое катализатора, в то время как в реакторах со стационарным слоем создается контур циркуляции промежуточного теплоносителя между зоной контакта и парогенератором.
Возможность подачи в кипящий слой пропилена и аммиака отдельно от воздушного потока увеличивает безопасность процесса и позволяет увеличить мощность реактора за счет снижения разбавления шихты водяным паром.
Трудности, возникающие при использовании техники контактирования с псевдоожиженным катализатором, связаны, главным образом, с истираемостью катализатора, обусловленной постоянным трением частиц друг о друга, ударами о стенки и внутренние устройства реактора. Эта трудность успешно решается при использовании комплекса многоступенчатых циклонов, которые улавливают большую часть катализатора, уносимого реакционными газами, а также применением новейших катализаторов с величиной уноса активной фазы в количестве 0.3-0.5 кг/т НАК, что с учетом ее рекуперации является вполне приемлемым для промышленной реализации.
Пропилен для окислительного аммонолиза не должен содержать ацетиленовых углеводородов; количество олефинов, содержащих четыре и более атомов углерода, не должно превышать 0.1% (об.). Содержание парафиновых углеводородов не ограничивается, однако на практике используют фракцию, содержащую 90-92 % пропилена.
К аммиаку не предъявляется специфических требований.
Воздух, подаваемый в реактор, очищается от пыли и масла в специальных фильтрах. Если воздух содержит значительные количества сернистых соединений, их приходится удалять, так как сера может отравить катализатор.
При окислительном аммонолизе пропилена НАК образуется по реакции:
CH2=CH-CH3 + NH3 = 1,5 O2 → CH2=CH-CN +3H2O
Кроме основной реакции образования НАК на катализаторе протекает ряд побочных реакций:
Окисление пропилена до акролеина:
CH2=CH-CH3 + O2 → CH2=CH-CHO + H2O
Окисление пропилена до ацетальдегида и формальдегида:
CH2=CH-CH3 + O2 → CH3 – CHO + HCHO
Окисление пропилена до ацетона:
CH2=CH-CH3 + 0,5 O2 → CH3-CO-CH3
Окисление пропилена до оксида углерода и воды:
CH2=CH-CH3 +3O2 → 3CO + 3H2O
до диоксида углерода и воды:
CH2=CH-CH3 + 4,5 O2 → 3CO2 + 3H2O
Совместное окисление пропилена и аммиака с образованием синильной кислоты:
CH2=CH–CH3 + NH3 =2 O2 → HCN + CH4 + CO2 + 2H2O
Взаимодействие нитрила акриловой кислоты с аммиаком с образованием цианэтиламина
CH2=CH-CN + NH3 → H2N-CH2-CH2-CN
разлагающегося при высокой температуре по реакции:
H2N-CH2-CH2-CN → CH=NH + CH3-CN
Чтобы уменьшить образование таких побочных продуктов, как акролеин, ацетальдегид и ацетон, затрудняющих очистку акрилонитрила, аммиак обычно подают в небольшом избытке. При конверсии пропилена 80% оптимальное мольное отношение аммиака к пропилену лежит в пределах от 0.9:1 до 1.05:1.
Отношение кислорода (воздуха) и пропилена поддерживается таким образом, чтобы в газе после реактора оставалось некоторое количество кислорода, недостаток которого может вызвать восстановление катализатора и потерю его активности. Избыток кислорода может привести к потерям пропилена на образование оксида и диоксида углерода.
Взаимодействие аммиака с продуктами синтеза при понижении температуры приводит к образованию клейких смол, которые откладываются на стенках трубопроводов. Поэтому непрореагировавший аммиак извлекают из реакционных газов промывкой в скруббере подкисленным раствором сульфата аммония. В этом скруббере улавливается также катализаторная пыль, унесенная из реактора реакционными газами.
Для отделения продуктов реакции от абгазов, содержащих оксид углерода, диоксид углерода и небольшие количества непрореагировавшего пропилена, нейтрализованные реакционные газы охлаждаются и направляются на водную абсорбцию.
Абсорбент, содержащий до 2% (масс.) акрилонитрила, направляется на отпарку продуктов реакции. Полученный дистиллят содержит до 80% (масс.) акрилонитрила и водорастворимые примеси – синильную кислоту, акролеин, ацетальдегид, ацетон и ацетонитрил.
Вначале посредством ректификации отделяется синильная кислота, после чего смесь разделяется методом экстрактивной дистилляции. С дистиллятом отгоняется азеотропная смесь акрилонитрил–вода с примесями альдегидов и кетонов, в кубовой жидкости остается водный раствор ацетонитрила. Акрилонитрил из дистиллята и ацетонитрил из кубовой жидкости выделяются методами ректификации и азеотропной осушки.
Синтез включает следующие стадии процесса:
Синтез НАК.
Нейтрализация аммиака и выделение смеси продуктов реакции.
Выделение синильной кислоты и очистка НАК от примесей.
Выделение товарного НАК.
Выделение товарного ацетонитроила и первичная очистка сточных вод.
Совместное окисление пропилена и аммиака является одним из наиболее прогрессивных методов получения НАК. Сырьем производства НАК этим методом служат более дешевые и менее дефицитные продукты – пропилен и аммиак – легко транспортируемые и более безопасные в обслуживании по сравнению с ацетиленом и синильной кислотой. В продуктах реакции отсутствуют такие примеси, как дивинилацетилен, метилвинилкетон, поэтому товарный НАК получается более высокого качества; в результате использования сравнительно дешевого сырья для синтеза и одностадийности процесса, технико-экономические показатели этого метода значительно лучше по сравнению со всеми известными в настоящее время другими методами производства НАК.
Проанализировав вышеперечисленные методы получения нитрила акриловой кислоты мы пришли к выводу, что наиболее прогрессивным и экономически выгодным является метод окислительного аммонолиза пропилена и аммиака. На это указывают следующие факторы:
Пропилен и аммиак, являющиеся сырьем для выбранного метода, значительно дешевле и доступнее оксида этилена и ацетилена.
Катализатор, используемый в методе окислительного аммонолиза, сравнительно недорогой, легко регенерируется и получение его можно осуществить своими силами, что и реализовано на производстве СК и НАК ООО «Саратоворгсинтез».
Получаемый продукт содержит гораздо меньше побочных продуктов, затрудняющих в дальнейшем его полимеризацию.
Синтез НАК при окислительном аммонолизе – одностадийный, а очистка продукта от примесей достаточно проста.
Техноэкономические показатели производства НАК из пропилена гораздо выше, чем при использовании ацетилена.
Кинетические закономерности реакций окислительного аммонолиза пропилена. Образование НАК, ацетонитрила, синильной кислоты, двуокиси углерода происходит параллельно и независимо друг от друга. На основании полученных данных был предложен механизм данного процесса.

Механизм окислительного аммонолиза
Согласно этой схеме первичной стадией, ведущей к образованию предельных нитрилов, является окисление двойной связи молекулы пропилена с образованием гипотетического циклического оксида. Разлагаясь, она образует ацетальдегид и формальдегид; реакция с молекулой пропилена приводит к образованию пропионового альдегида, далее превращающегося в пропионитрил. Превращение ацетона в НCN и CH3CN связано с окислением до муравьиной и уксусной кислоты и их дальнейшим аммонолизом. Другая, ведущая к образованию акролеина, а затем и НАК, является окисление связи С-Н в метильной группе. Обработка экспериментальных данных показала, что брутто-реакция окислительного аммонолиза пропилена имеет нулевой порядок по аммиаку и кислороду и первый по пропилену:
![]()
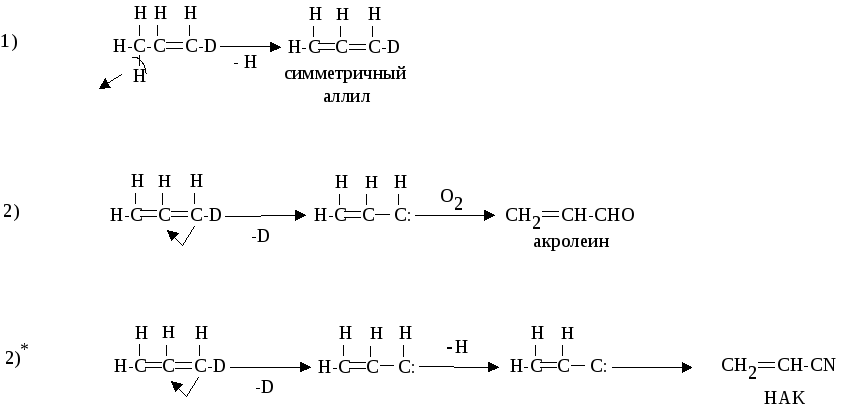
Результаты опытов по окислению дейтерированного пропилена свидетельствуют, что наиболее медленной стадией каталитического акта является первоначальный отрыв водорода от метильной группы пропилена с образованием аллила на поверхности катализатора, которая и лимитирует весь процесс, далее следует второй отрыв водорода от любого конца этого симметричного промежуточного вещества. В результате образуется радикал, который, приобретая кислород, дает акролеин. В присутствии аммиака продолжается атака на тот углеродный атом, который уже отделил 2 атома водорода. В результате, оставшийся водород теряется с образованием радикала, превращающегося в НАК.
Механизм реакции на поверхности катализатора
Процесс синтеза НАК является высокоэкзотермичным; тепловыделение с учетом тепла побочных реакций составляет около 16.7 кДж на 1 кг продуцируемого НАК.
Регламентом производства СК и НАК утверждается, что при использовании имеющегося катализатора С-41 конверсия пропилена в НАК составляет 70-72% моль. На степень конверсии пропилена в НАК оказывают влияние следующие параметры:
1. Температура.
Для проведения основной реакции необходима оптимальная температура, которая составляет 417-454 ОС для используемого катализатора С-41. При более высокой температуре увеличивается сублимация молибдена, снижается селективность катализатора и выход акрилонитрила, в результате чего повышается образование СО и СО2. Более низкая температура увеличивает срок службы катализатора, но приводит к снижению конверсии пропилена.
2. Давление.
Давление оказывает влияние на скорость прохождения реакционных газов через слой катализатора, составляющее 0.149-0.181 МПа. Селективность конверсии в НАК снижается с увеличением давления в реакторе.
3. Мольное соотношение аммиак/пропилен.
Если данное соотношение низкое, то будет недостаточно аммиака для реакции с кислородом и пропиленом, в результате чего снижается конверсия пропилена в НАК и увеличиваются побочные реакции образования акролеина, оксида и диоксида углерода и ацетальдегида.
Если соотношение аммиак/пропилен слишком высокое, то на конверсию пропилена в НАК это не влияет, но возрастает потребность в серной кислоте для нейтрализации непрореагировавшего аммиака.
Нормально это соотношение составляет (1.0-1.1)/1, при свежем или старом катализаторе – (1.05-1.2)/1.
4. Мольное соотношение воздух/пропилен.
Данное мольное соотношение влияет на активность катализатора. Нормально оно составляет (9.0-10.5)/1.
5. Время контакта.
Время контакта является одной из главных переменных, влияющих на конверсию пропилена в НАК. Оно зависит от линейной скорости реакционных газов и количества катализатора и составляет 3.8-7.0 с.
6. Линейная скорость газов.
Поддерживается в пределах 0.37-0.67 м/с для создания флюидизации катализатора в реакционной зоне. При малых скоростях наблюдается понижение выхода НАК. При высоких скоростях газов более 0.67 м/с наблюдаются высокие потери катализатора вследствие его уноса.
7. Объемная доля кислорода в реакционном газе должна поддерживаться (1.0-4.5)% (об.) для катализатора С-41. Недостаток кислорода в реакторе вызывает восстановление катализатора, в результате которого он дезактивируется. Избыток кислорода не влияет на конверсию пропилена, но его избыток приводит к воспламенению органических веществ.
8. Катализатор.
В данное время в процессе синтеза СК и НАК используется катализатор С-41, в состав которого входят: гептамолибдат аммония, нитраты кобальта, никеля, молибдена, железа, висмута и др.
Очень важно для установления хороших условий проведения реакции поддержание в реакторе постоянного количества катализатора определенного фракционного состава.
При наличии большого количества мелкой фракции (менее 44 микрон) наблюдаются большие потери катализатора.
Если катализатор содержит много крупных частиц, уменьшается выход НАК.
Оптимальный фракционный состав катализатора С-41 в реакторе:
менее 44 микрон (25-45)%;
более 88 микрон (5-30)%.
Активность и селективность катализатора снижается с увеличением времени пробега. При массовой доле превращения пропилена в НАК менее 65% с целью повышения активности и селективности катализатора производится активизация катализатора кислородом воздуха при температуре (460-480)ОС. Температура поддерживается периодической подачей аммиака.
Вес катализатора в реакторе составляет 145-180 тонн.
Таким образом, для поддержания оптимальной степени конверсии пропилена в нитрил акриловой кислоты на действующем производстве СК и НАК выдерживаются следующие технологические режимы:
температура в реакторе – 417-454 ОС;
давление в реакторе – 0.149-0.181 МПа;
расход аммиака – 11 т/ч;
расход пропилена – 5 т/ч;
расход воздуха – 75 т/ч;
линейная скорость – 0.37-0.67 м/с.
Выбор типа и устройства реактора, как основного аппарата полностью зависит от физико-химических параметров протекания реакции окислительного аммонолиза пропилена.

Рис. 8. Реактор окислительного аммонолиза пропилена в кипящем слое катализатора
1,2-ввод исходных компонентов; 3-распределительная решетка;4-селекционирующие решетки; 5-змеевики для теплосъема; 6-циклоны; 7-стояки циклонов; 8-выход газов; 9-загрузка катализатора;10-выгрузка катализатора.
Ввиду высокой экзотермичности процесса реактор должен быть оборудован системой отвода тепла, состоящей из двух контуров. В первом происходит испарение деминерализованной воды в насыщенный пар, а во втором – перегрев насыщенного пара. Необходимо обеспечить сохранность катализатора от уноса реакционными газами путем оборудования реактора системой многоступенчатых циклонов. Ввиду взрывоопасности процесса реактор необходимо снабдить системой аварийной блокировки и тушения реакции инертным газом, например, азотом.
Современные представления о кипящем слое базируются в основном на «двухфазной» модели, в соответствии с которой часть газа, подаваемого в слой сверх количества, необходимого для начала псевдоожижения, проходит через него в виде газовых пузырей, без достаточного контакта с твердыми частицами. Поэтому необходимо улучшить массообмен между фазами путем установки в реакторе ряда «секционирующих» решеток.
Еще один эффект контактирования в кипящем слое, возможно, влияет на результаты процесса. Речь идет об особенностях макрокинетики процесса, вызываемых беспорядочным изменением состава газовой смеси над частицей, блуждающей по реакционному объему. В данном случае это приводит к неопределенности фазового состава катализатора, который может меняться при переходе частицы из зоны, обогащенной кислородом (в основании слоя), в зону, где локальная концентрация кислорода низка. По-видимому, именно этот эффект внешне выражается в необъяснимом, на первый взгляд, снижении селективности процесса в кипящем слое по сравнению со стационарным при использовании одного и того же катализатора. Поэтому в процессе необходимо применять катализатор с повышенной стабильностью газового состава, которым и является катализатор С-41.
Технологической схемой должен быть обеспечен жесткий контроль за расходом воздуха, поступающего в реактор, температурой и расходом аммиака и пропилена. После реактора через холодильник реакционные газы обязательно должны пройти квенч-колонну, необходимую для захолаживания этих газов, улавливания увлеченного катализатора и нейтрализации аммиака азотной или серной кислотой.