

КОНСПЕКТ ЛЕКЦИЙ ПО ДИСЦИПЛИНЕ «СИСТЕМЫ УПРАВЛЕНИЯ ХИМИКО- ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ». ЧАСТЬ 1
.pdfМинистерство образования и науки Российской Федерации
Московский государственный университет тонких химических технологий им. М.В. Ломоносова
Кафедра «Системы управления и автоматизация химикотехнологических процессов»
М.С. Ленский
Учебно-методическое пособие
КОНСПЕКТ ЛЕКЦИЙ ПО ДИСЦИПЛИНЕ
«СИСТЕМЫ УПРАВЛЕНИЯ ХИМИКО-
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ».
ЧАСТЬ 1
Москва Издательство МИТХТ
2014 г.
УДК 66.012-52 ББК 6П7.1
Рецензент: д.т.н. Таран А.Л., проф. МИТХТ
Рекомендовано к изданию кафедрой систем управления и автоматизации химико-технологических процессов (протокол заседания кафедры № 3 от 28 ноября 2013 г.).
Автор: Ленский М.С.
Конспект лекций по дисциплине «Системы управления химико-технологическими процессами». Часть 1.
Учебно-методическое пособие 80 стр., рис. 30.
Учебно-методическое пособие содержит основные сведения о системах управления химико-технологическими процессами. Представлены схемы автоматизации типовых установок с использованием одноконтурных систем регулирования. Пособие является дополнением к курсу лекций, читаемых студентам 4 курса, обучающимся по направлениям подготовки 240100.62 «Химическая технология» и 240700.62 «Биотехнология». Оно также может быть использовано студентами 4 курса, обучающимися по направлению 150100.62 «Материаловедение и технология материалов».
©МИТХТ им. М.В Ломоносова
2
1.Химико-технологические процессы
исистемы автоматизации
1.1. Основные понятия и определения
Управление – целенаправленное воздействие на объект, которое обеспечивает его оптимальное функционирование и количественно оценивается величиной критерия (показателя) качества. Критерии могут иметь технологическую или экономическую природу: производительность технологической установки, себестоимость продукции и т.п.
Управление может быть ручным или автоматическим. Частным случаем управления является регулирование.
Автоматика – область знаний об устройствах и системах, действующих самостоятельно, без непосредственного участия человека, то есть автоматически. Например, холодильник, в котором автоматически поддерживается определенная температура.
Автоматизация – применение математических методов, технических средств и систем для обеспечения функций управления технологическими процессами.
Автоматизация – очень широкое понятие. Мы будем рассматривать автоматизацию химико-технологических процессов.
Объект автоматизации (или технологический объект управления – ТОУ) – технологическое оборудование с реализованным в нем химико-технологическим процессом, рассматриваемым с точки зрения задач управления.
Автоматизация производства имеет техникоэкономическое, экологическое и социальное значение.
Технико-экономическое значение:
1.Более точно выдерживается технологический регламент, что приводит к увеличению количества и повышению качества производимой продукции.
2.Снижаются сырьевые и энергетические затраты на единицу выпускаемой продукции.
3

3.Осуществляется интенсификация работы технологического оборудования.
4.Повышается производительность труда.
5.Снижается численность обслуживающего персонала.
6.Появляется возможность проведения процессов, которые не могут быть реализованы без автоматизации (например, аппараты типа экзотермических реакторов; реакторы синтеза аммиака в некоторых режимах).
Экологическое значение:
1.Более строго регламентируется сброс вредных веществ в окружающую среду.
2.Уменьшается вероятность непредвиденного сброса вредных веществ.
Социальное значение:
1.Облегчение условий труда обслуживающего персонала.
2.Ликвидация вредных условий труда, что особенно важно для химической промышленности.
Средний срок окупаемости систем автоматизации – не более трех лет.
Рассмотрим в общем виде химико-технологический процесс:
|
|
|
|
|
|
|
|
|
|
|
|
Сырье |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Вспомогательные |
|
Химико- |
||||||
|
материалы |
|
||||||
|
|
технологический |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
процесс |
||||
|
|
Энергия |
|
|
||||
|
|
|
|
|
|
|
|
(ТОУ) |
|
|
|
|
|
|
|
|
|
|
Управляющая |
|
|
|||||
|
|
|
||||||
|
информация |
|
|
|||||
|
|
|
|
|
|
|
|
|
Продукты
Отходы
Контрольная
информация
Энергия – это не только подвод тепловой или электрической энергии, но и механическая энергия за счет подачи продуктов (абсорбент, флегма и т.п.).
4
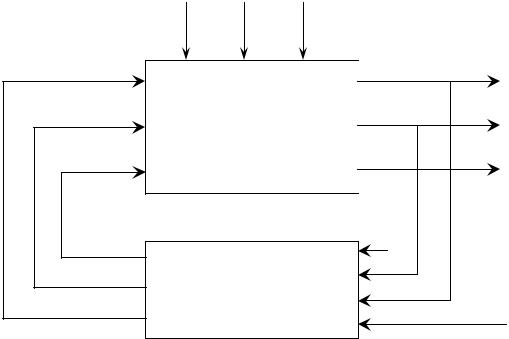
Контрольная информация необходима для того, чтобы знать, как протекает процесс. Управляющая информация позволяет влиять на протекание технологического процесса.
В данном курсе рассматриваются контрольная и управляющая информация. С точки зрения управления процесс выглядит так:
u1 |
u2 |
um |
z1 |
z2 |
zk |
|
|
|
|
|
|
|
|
|
|
|
|
|
Химико- |
|
|
|
х1 |
|||
|
|||||||
|
|
|
|
||||
|
|
|
х2 |
||||
технологический |
|
|
|
||||
|
|
|
|
||||
процесс (ТОУ) |
|
|
|
|
|||
|
|
|
хn |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Система |
|
управления |
хзд |
|
Здесь х – технологические параметры, характеризующие протекание процесса (расход, температура, уровень, состав продукта, давление и т.д.); хзд – заданные значения технологических параметров, которые являются фиксированными или изменяется по определенному алгоритму; u – управляющие воздействия, то есть изменение расходов вещества или энергии, подаваемых в объект управления.
Система управления вырабатывает управляющие воздействия (а в некоторых случаях изменяет и программу формирования хзд) и вводит их в ТОУ.
ТОУ не находится в равновесии из-за наличия возмущающих воздействий z (состав сырья, расход сырья, изменение гидродинамической обстановки в аппарате, изменение коэффициентов теплопередачи, изменение активности катализатора и т.д.).
5
Процесс управления включает следующие этапы:
1.Сбор текущей информации о протекании процесса.
2.Анализ протекания процесса (путем сравнения текущих значений технологических параметров с заданными).
3.Выработка управляющих воздействий.
4.Реализация, т.е. введение управляющих воздействий в технологический процесс.
1.2. Задачи управления
Из всего многообразия задач управления мы выделим две: регулирование и оптимизация.
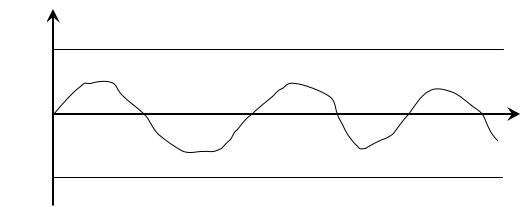
Регулирование – это стабилизация технологического параметра, то есть поддержание его около заданного значения хзд с определенной точностью.
x
εдоп
хзд
t
εдоп
Система регулирования обеспечивает заданное качество регулирования, если регулируемая величина x не выходит за допустимые отклонения:
|x – xзд| < εдоп .
Оптимизация – это более высокий уровень автоматизации, при котором выбирается технологический или химико-технологический параметр, который принудительно поддерживается на экстремальном (максимальном или минимальном) значении. Например, регулирование расхода воздуха с целью полного сгорания топлива; регулирование с целью минимизации затрат на единицу продукции.
6
1.3. Системы автоматизации
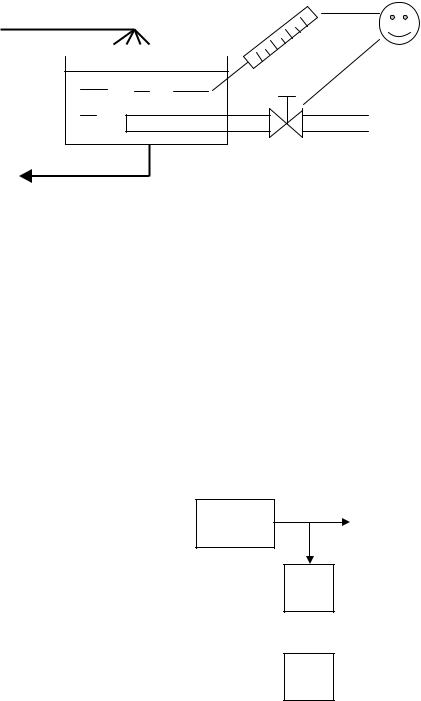
Местный контроль и ручное управление. В этом случае средства автоматизации не применяются. Например, необходимо нагреть жидкость в проточной емкости до определенной температуры. Оператор следит за показаниями термометра и изменяет подачу пара в емкость.
|
термометр |
жидкость |
оператор |
|
пар
Ручное управление может быть использовано на объектах, где нет жестких требований к точности регулируемых величин. Необходимо также учитывать, что человек способен одновременно регулировать не более 6-8 величин.
Системы дистанционного контроля. В этом случае показания приборов, фиксирующих технологические величины, передаются на расстояние и сводятся в одно помещение управления.
ТОУ
x
ИП
 y
y
ВП
7
Выходная величина объекта управления х воспринимается измерительным преобразователем ИП. Он преобразует измеряемую величину в другую, удобную для передачи на расстояние. Сформированный ИП сигнал y передается на вторичный прибор ВП, расположенный в помещении управления. Он выполняет операцию показания или регистрации измеряемой величины.
Локальные системы регулирования. Они предназначены для поддержания технологической величины на заданном значении с определенной точностью. В этом случае под объектом управления понимают аппарат или часть аппарата, которые имеют одну выходную величину. Будем называть его объектом регулирования ОР. Структурная схема локальной автоматической системы регулирования (локальной АСР) приведена на рис. 1.1.
|
|
|
|
|
|
z |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
v |
|
|
|
|
|
|
|
|
x |
|
||
|
|
|
|
ОР |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ИУ |
|
|
|
|
|
|
ИП |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
u |
|
|
|
|
y |
|
|||||||
|
|
|
||||||||||||
АР |
|
|
|
yзд |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.1. Структурная схема локальной автоматической системы регулирования.
Текущее значение регулируемой величины х воспринимается измерительным преобразователем ИП и преобразуется им в пропорциональный сигнал у, который подается на автоматический регулятор АР. Он сравнивает текущее значение регулируемой величины у с заданной узд и, в зависимости от величины и знака рассогласования
8

ε = у – узд, вырабатывает по заложенному в него алгоритму управляющее воздействие u. Последнее подается на исполнительное устройство ИУ, которое изменяет входную величину объекта v таким образом, чтобы привести величину x к заданному значению, то есть свести ε к нулю.
В качестве примера рассмотрим систему регулирования температуры жидкости в теплообменнике.
пар |
u |
|
у |
|
|
АР |
ИП |
||
|
|
|
||
v |
|
узд |
|
|
|
|
|
|
|
жидкость |
|
|
|
Т (х) |
|
конденсат |
|
|
|
Регулируемой величиной здесь является температура жидкости на выходе из теплообменника Т. Она измеряется ИП, например, термоэлектрическим преобразователем (или термопреобразователем сопротивления), сигнал с которого поступает на автоматический регулятор АР. Регулятор сравнивает текущее значение температуры с заданным, формирует управляющее воздействие (u) и подает его на исполнительное устройство – регулирующий клапан. Последний изменяет расход пара в теплообменник (v), что позволяет привести регулируемую величину к заданному значению.
Данная система регулирования является замкнутой. Ее также называют системой регулирования по отклонению. Задача таких систем – компенсация возмущающих воздействий z.
9
Возможен также переход на новое значение yзд. Это имеет место в том случае, когда, например, надо изменить значение технологического параметра процесса.
Локальные системы регулирования просты в реализации, надежны, не требуют высокой квалификации обслуживающего персонала.
Основной их недостаток заключается в том, что при большом количестве аппаратов возможно влияние выходных величин x и управляющих воздействий v одних аппаратов на другие. Это особенно заметно при сильных колебаниях состава перерабатываемого сырья.
Системы управления. Это системы, управляющие большим количеством аппаратов или всем технологическим процессом. Они имеют в своем составе управляющую вычислительную машину (компьютер) и позволяют компенсировать не только возмущающие воздействия, но и влияние управляющих воздействий (рис. 1.2).
Текущие значения регулируемых величин от измерительных преобразователей подаются не только в локальные системы автоматизации, но и через специальные преобразователи (устройства связи с объектом) в управляющую ЭВМ. Последняя анализирует протекание процесса в целом и в случае необходимости вносит коррективы в работу локальных АСР. Технолог-оператор следит за технологическим процессом и через устройства связи с оператором (монитор – клавиатура – мышь) имеет возможность внести изменения в процесс управления в случае возникновения ситуаций, не предусмотренных программным обеспечением системы.
10