

6.3.Реверсивная головка для нарезания резьбы
Реверсивная головка предназначена для нарезания правой резьбы на сверлильных станках.
В корпусе 1 и крышке 2 смонтирован механизм. Ведущий валик 3 вращается во втулки 4 и шариковом подшипнике 5. От осевого ведущий валик удерживается буртиком, который с одной стороны опирается на торец втулки 4 , а с другой - через шайбу 6 на внутреннее кольцо шарикового подшипника 5. На нижнем конце ведущего валика 3 смонтирован верхний конус 7 фрикционной муфты. Крутящий момент от валика 3 передается конусу 7 через штифт 8. Зубчатым венцом конус 7 сцепляется с паразитной шестерней 9. Через эту передачу осуществляется левое вращение шпинделя головки.
В паразитную шестерню 9 запрессован шариковый подшипник 10, который внутренним кольцом надет на ось 11, закрепленную в отверстиях крышки 1 и корпуса 2. Паразитная шестерня одновременно сцепленная с шестерней 12, закрепленной на валике 13.Валик 13 вращается в двух шариковых подшипниках 14, запрессованных в корпус 1 и крышку 2. На валике 13 закреплена шестерня 15, сцепленная с зубчатым венцом нижнего конуса 16 фрикционной муфты. Конус 16 запрессован в шариковый подшипник 17.
Шпиндель 18 реверсивной головка вращается в двух втулках: верхний - во втулке 19, запрессованной в отверстие ведущего валика 3, а нижний - во втулке 20, запрессованной в корпусе 1. На шпинделе 18 закреплена средняя часть реверсивной фрикционной муфты, которая состоит из втулки 21, с напрессованным на нее конусным ободом 22 может поочередно сцепляться с верхним конусом 7 или нижним конусом 16.
На нижнем конце шпинделя 18 установлен патрон 23 для закрепления метчика. Реверсивная головка предохраняется от вращения поводком 24, закрепленным в корпусе 1. Поводок 24 во время работы опирается в стойку сверлильного станка.
Реверсивную головку устанавливай на сверлильный станок. Конусный конец ведущего валика 3 вставляют в отверстие шпинделя станка. В момент нарезания резьбы под действием осевого усилия подачи конусный обод 22 входит в конус 7 и шпиндель 18 вращается вправо. В конце нарезания резъбы шпиндель станка доходит до упора, осевое перемещения головки прекращается. Метчик, продолжая вращаться, ввинчивается далее в отверстие обрабатываемой детали, вызывая дальнейшее осевое перемещение шпинделя 18. При этом перемещении конусный обод 22 выйдет из конуса 7 и происходит выключение реверсивной муфты и метчик в конце нарезания резьбы прекращает вращаться. При перемещении головки вверх конусный обод войдет в конус 16 и включит муфту на левое вращение; метчик будет вывинчиваться из нарезанного отверстия.

7. Конструкции рабочих шпинделей.
На рисунке 5, а приведен нормализованный рабочий шпиндель, смонтированный на двух радиальных шарикоподшипниках и имеющий один упорный шарикоподшипник. Шпиндель снабжен съемной гильзой, которая удерживается от поворота шпонкой и после регулировки сверла по высоте закрепляется винтом. Регулировка съемной гильзы по высоте производится гайкой со стопорным винтом, входящим в пазы съемной гильзы.

Рисунок 5
Чаще всего делают четыре паза и, следовательно, регулировка получается прерывистая: на 1/4 шага резьбы съемной гильзы.
На рисунке 5, б показан нормализованный рабочий шпиндель с цанговым патроном, служащий для закрепления сверла с цилиндрическим хвостовиком. В таком патроне путем смены цанг можно закреплять сверла с хвостовиками диаметром до 7мм. Регулировка сверла по высоте производится перемещением инструмента в цанге. Для более точного центрирования сверла рекомендуется цангу выполнять четырехлепестковой.
В тех случаях, когда для регулировки сверла по высоте конструкция многошпиндельной головки позволяет вывести стержень сменной гильзы через рабочий шпиндель за пределы его корпуса, рекомендуется пользоваться конструкцией рабочего шпинделя, изображенного на рисунке 6, а. В этом случае значительно уменьшается вылет инструмента относительно опоры рабочего шпинделя.
Нижняя и верхняя гайки служат для осевого перемещение инструмента, вставленного в конус Морзе № I, а также для закрепления гильзы от продольного перемещения. От поворота гильза удерживается двумя штифтами, входящими в ее пазы не препятствующими продольному ее перемещению. Подобная конструкция рабочего шпинделя может быть выполнена также с цанговым патроном для крепления сверл с цилиндрическим хвостовиком. В этом случае предварительная регулировка инструмента по высоте производится перемещением его в цанге, а окончательная - перемещением всего цангового патрона.
Регулировка сверла по высоте в основном необходима при сверлении отверстий на определенную глубину. Для сверления сквозных отверстии и для уменьшения общей высоты головки, т.е для создания более компактной ее конструкции, применяют рабочие шпиндели без регулировки сверла по высоте.
Усиленный рабочий шпиндель для крепления режущего инструмента с конусом Морзе № 2 изображен на рисунке 7, б. Он установлен на двух игольчатых подшипниках и имеет для восприятия осевых усилий упорный шарикоподшипник. Сменная гильза допускает регулировку по высоте на 15мм. Такие рабочие шпиндели имеют незначительную длину и консоль, однако их нельзя применять при межцентровом расстояния менее 58мм. На рисунке 7, а изображен нормализованный рабочий шпиндель для закрепления инструмента с цилиндрическим хвостовиком диаметром до 6мм при наименьшем расстоянии между осями рабочих шпинделей 28мм, а на рисунке 7, б - шпиндель для закрепления инструмента с коническим хвостовиком (конус Морзе № 1}, при наименьшем расстоянии между осями рабочих шпинделей 23мм. Основным недостатком этой конструкции является большой вылет сменной гильзы, что увеличивает высоту головки и снижает жесткость.
Для многошпиндельной сверлильной головки без зубчатых колес, предназначенной для сверления отверстий диаметром 4,5мм, оси которых расположены на расстоянии 17мм одна от другой, разработан специальный рабочий шпиндель, представленный на рисунке 7, в. Следует отметить, что в этом случае поводок выполнен заодно со стержнем рабочего шпинделя, который смонтирован на специальных ролико- и шарикоподшипниках.

Рисунок 6
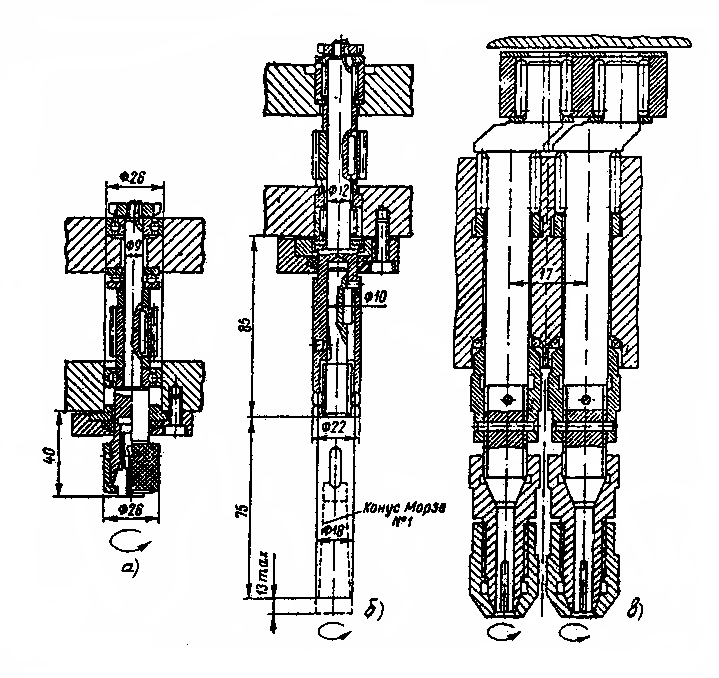
Рисунок 7