

4. Крепление головок к шпинделю станка.
Универсальную восьмишпиндельную сверлильную голову колокольного типа устанавливают и закрепляют на фланце 1 хомута 2. Хомутом 2 сверлильную головку крепят на гильзе шпинделя станка.
На нижнем торце колокола 3 головки имеется два кольцевых паза 4, в которых установлены болты 5 для крепления кронштейнов 6, несущих рабочие шпиндели 7. Шпиндель станка вращает центральный валик 8 с ведущим зубчатым колесом 9. Ведущее колесо 9 через зубчатые колеса 10 и телескопические шарниры 11 передает вращение рабочим шпинделям 7. Шпиндели 7 устанавливают в требуемое положение путем перемещения кронштейнов 6, в которых закреплены шпиндели 7, как в радиальном направлении так и по окружности пазов 4 колокола 3. Это перемещение продолжается до момента ввода режущих инструментов, установленных в шпинделях 7, в кондукторные втулки. В требуемом положении шпиндели 7 кронштейнами 6 закрепляют в пазах 4 колокола 3 болтами 5. Обрабатываемые детали устанавливают в сменных кондукторах, закрепленных на столе вертикально-сверлильного станка.

5. Схемы отверстий, обрабатываемых универсальной головкой.

6.Разные головки.
Многошпиндельные головки позволяют производить одновременно
сверление одних отверстий и нарезание резьбы в других.
Автоматизированная наладка со специальной резьбонарезной головкой показана на рисунки 3. Многошпиндельная головка 4 неподвижно связана с рабочим приспособлением 1 и поэтому головка и шпиндель станка 5 вертикально не перемещаются. Со шпинделями головки телескопически связаны державки 10 для патронов 11 с инструментом 12. Державки 10 имеют наружную резьбу того же шага, что и резьба обрабатываемых отверстий. Такую же резьбу имеют неподвижные втулки 9, через которые пропущены державки 10. Поэтому при вращении последних метчики образуют в отверстиях детали нужную резьбу. На неподвижной плите 9 закреплены выключатели 3 и 7. Первый служит для изменения направления вращения шпинделя станка, второй - для остановки станка по возвращении инструмента в исходное положение. Для приведения в действие выключателей служат детали 6 и 2, связанные с державками 10. Достоинство этого метода заключается в возможности одновременной обработки резъб разных шагов.
Головка для последовательного сверления и нарезания резьбы
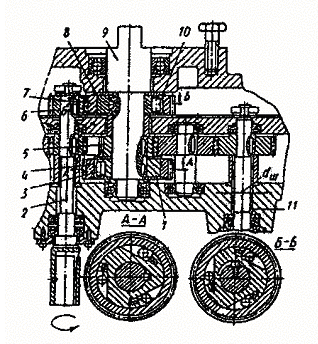
Рисунок 3
На рисунки 4, показана одна из головок, с помощью которой производится одновременное сверление одних отверстий и нарезание резьбы в других. Для осуществления указанной обработки необходимо по выполнении операции изменять направление вращения резьбонарезных шпинделей при сохранении направления вращения других.
Для этой цели на центральном валике 9 головки помещены две обгонные муфты 3 и 10. Зубчатое колесо 5 шпонкой связано с валиком 9 и служит дли передачи вращения резьбонарезному шпинделю 11. Зубчатые колеса 4 и 7 свободно надеты на кулачки 1 и 8 обгонных муфт. Зубчатое колесо 7 находиться в зацеплении с зубчатым колесом 6 сверлильного шпинделя 2. Зубчатое колесо 4 связано с тем же шпинделем через паразитное зубчатое колесо.
При вращения валика 9 по часовой стрелке рабочие шпиндели головки вращаются в ту же сторону, причем шпиндель 2 приводится от муфты 3 (муфта 10 не работает). При изменении направления вращения шпинделя станка изменяет направление вращения и резьбонарезной шпиндель. Сверлильный же шпиндель при помощи обгонной муфты 10 сохраняет прежнее направление вращения (муфта 3 не работает).
Многошпиндельная головка для автоматизированного нарезания резъбы

Рисунок 4