

ВВЕДЕНИЕ
МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ ГОЛОВКИ
Многошпиндельные сверлильные головки применяются при одновременной обработке (сверлении, зенкеровании, развертывании и нарезании резьбы) ряда отверстий в одной или нескольких деталях. В последнем случае детали базируются в специальных приспособлениях, установленных на круглом поворотном столе станка. Одна позиция этого стола является загрузочной, а все остальные - рабочими.
Многошпиндельные сверлильные головки разделяются на специальные и универсальные. Специальные головки применяют в крупносерийном и массовом производстве при обработке отверстий в деталях одного типоразмера, поэтому расстояние между осями шпинделей в таких головках постоянно. Универсальные головки применяют в серийном производстве при обработке отверстий в нескольких деталях различных по форме и размерам; расстояние между осями шпинделей в этих головках можно изменять в соответствии с расположением отверстий в обрабатываемых деталях. В зависимости от расстояний между осями отверстий в обрабатываемых деталях головки изготовляют с однорядным и двухрядным {по вертикали) расположением паразитных зубчатых колес. Эти колеса передают вращение с ведущего на ведомые зубчатые колеса, сидящие на рабочих шпинделях, и обеспечивают их вращение по часовой стрелке.
Количество шпинделей головки и их взаимное расположение зависят от количества и расположения отверстий в обрабатываемой детали, при позиционной обработке также от количества и расположения самих деталей на поворотном столе.
1.Специальные головки.
1.1Специальные головки с шестеренчатым приводом
Специальные головки имеют постоянное расстояние между шпинделями и по конструкции привода разделяются на .две группы:
1)головки с шестеренчатых приводом;
2)головки с шатунно-кривошнпным приводом (бесшестеренчатые многошпиндельные головки).
В пределах каждой группы головки различаются конструкцией узлов, числом шпинделей и т. д.
Специальные головки часто дополняются подвесными кондукторными плитами или направляющими колонками для точного ориентирования их относительно рабочего приспособления.
Высокую производительность можно получить при совместном использовании головок со скальчатыми кондукторами. Колонки головок в таких случаях направляются обычно втулками, запрессованными в отверстиях скалок кондукторов.
1.2.Четырех шпиндельная головка с одноярусным расположением колес
От ведущего валика 6 вращение передается двум паразитным зубчатым колесам 2, каждое из которых, в свою очередь, вращает два колеса 9 рабочих шпинделей 10. Паразитные колеса помещены на осях 1 с напряженной посадкой, рабочие колеса удерживаются на шпинделях при помощи сегментных шпонок, на ведущем валике зубчатое колесо фиксируется двумя такими же шпонками.
Оси паразитных колес, так же как шпинделей и центральный валик 6, смонтированы на шариковых подшипниках. На шпинделях для инструментов, кроме того, помещены упорные подшипники 11. В следствии того, что гнезда для подшипников паразитных колес трудно обработать вместе, если эти подшипники находятся в верхней 3 и в нижней 12 половинках корпуса, то в данной конструкции используется специальный промежуточный диск 8 ,отверстия в котором обрабатываются вместе с отверстиями в нижней половине корпуса головки. Этот диск центрируется в точно обработанной выточке корпуса.

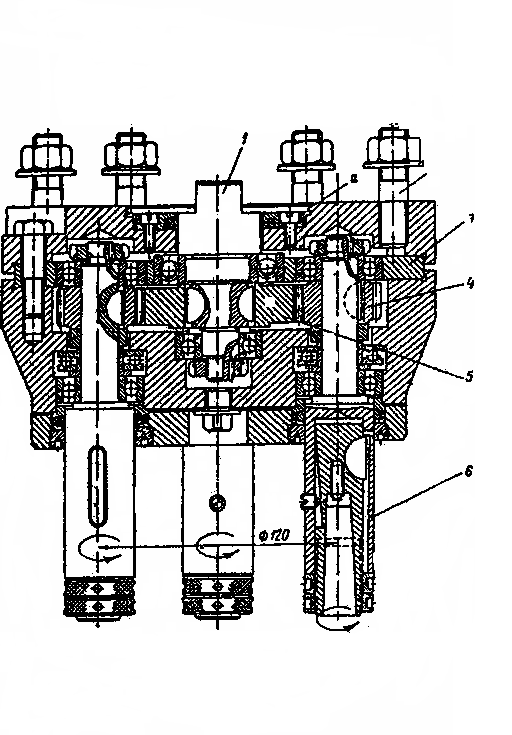
Рис. 1.3. Головка с одноярусным расположением зубчатых колес,
используемая с ручной подачей
В головке все зубчатые колеса смонтированы в один ярус и находятся между опорами рабочих шпинделей. Многошпиндельная головка центрируется на гильзе сверлильного станка при помощи цилиндрической выточки, а и крепиться гайками и шпильками 2 к фланцу гильзы шпинделя. Вращение от ведущего валика 1 и закрепленной на нем шестерни 5 через шестерни 4 передается одновременно четырем рабочим шпинделям 6. Зубчатые колеса как на ведущем валике 1, так и на рабочих шпинделях установлены с напряженной посадкой, а от поворота удерживаются сегментными шпонками; на ведущем валике предусмотрены две сегментные шпонки. Ведущий центральный валик и рабочие шпиндели смонтированы на шариковых подшипниках. Для восприятия осевых сил, возникающих при обработке отверстий, на каждом рабочем шпинделе предусмотрен упорный шарикоподшипник. Для удобства сборки головки использован промежуточный диск 3, в котором смонтированы верхние радиальные подшипники шпинделей. Этот же диск является центрирующим элементом в соединении нижней и верхней частей корпуса головки.
1.4Специальная сверлильная четырех шпиндельная головка
Головка крепится на фланце гильзы шпинделя станка. Шпиндель станка приводит во вращение ведущий валик 1 с зубчатым колесам 2, которое через зубчатые колеса 3 передает вращение четырем рабочим шпинделям 4.
Ведущий валик 1 и рабочие шпиндели установлены на шарикоподшипниковых опорах. Зубчатые колеса на ведущем валике 1 и на шпинделях 4 имеют посадку и удерживаются от провертывания шпонками.
В головке имеется промежуточный диск 5 , в отверстиях которого устанавливаются шарикоподшипниковые опоры шпинделей.
Диск 5 является центрирующей деталью при соединении нижней и верхней частей корпуса.
