

Моторный_инструмент_лесозаготов
.pdf21
Клапан своей конусной частью притерт к фаске, имеющейся на гильзе, и плотно прижат клапанной пружиной.
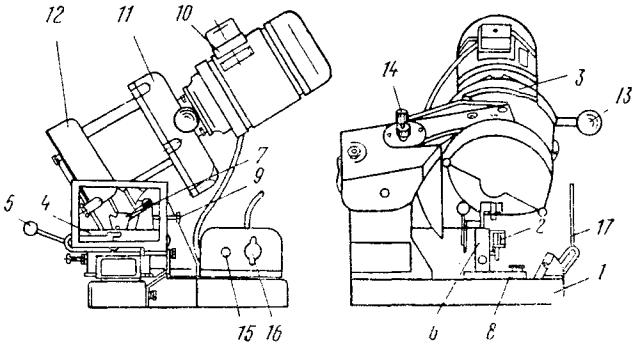
Рис. 8. ГидроклинКГМ-1А
Гидротормозная жидкость, находящаяся в бачке 7 насоса, заполняет кольцевую выточку гильзы и через отверстие поступает под торец плунжера. Плунжер, получая возвратно-поступательное движение от толкателя, сжимает пружину клапана, и жидкость по рукаву высокого давления нагнетается в рабочую полость цилиндра 8 клина. Поршень 9 со штоком и клином, преодолевая сопротивление возвратной пружины 10, начинает перемещаться в рабочем направлении. Возврат клина в исходное положение и перекачка гидрожидкости из рабочей полости цилиндра 8 в бачок 7 происходит под действием возвратной пружины10 при вертикальномположении флажка.
Для предотвращения давления в системе выше допустимого предусмотрен перепускной клапан, который регулируется на давление до 28-32 МПа.
22
Техническая характеристика
Общий вес в рабочем состоянии, кг............................................ |
3,5 не более |
Подъемное усилие, кН.................................................................. |
50 |
Высота подъема (геометрическая), мм....................................... |
40 |
Угол заострения клина ................................................................. |
19°±15' |
Диаметр цилиндра, мм.................................................................. |
40 |
Рабочее давление жидкости, Мпа ............................................... |
28 |
Длина рукава, м............................................................................. |
1,2 |
Время хода клина на полную длину без нагрузки, с: |
|
вперед.................................................................................................. |
25 |
назад........................................................................................................... |
30 |
Основные правила технической эксплуатации и техники безопасности при работе бензиномоторным инструментом
Подготовка ручного бензиномоторного инструмента к работе производитсявследующемпорядке:
1.Залить в бензобак рабочую смесь 20:1 по объему бензина А-72 или А-76 и масла АКп-10 илиАС-10, ав бачок для смазки – масло.
2.Заполнить карбюратор двигателя топливом и выдержать не менее 4 ч (для нового инструмента или после ремонта).
3.Смазать ведомую звездочку пильного аппарата погружением конца шины в подогретое масло на 10-15 мин.
4.Установить шину на место, надеть пильную цепь и натянуть ее так, чтобы цепь свободно, без провиса, перемещалась по шине от руки.
5.При первом запуске заполнить карбюратор топливом за счет нажатия на обогатительную кнопку до появления топлива снаружи при наклоне инструмента в сторону карбюратора.
6.После запуска двигателя взять инструмент за рукоятки и прогреть двигатель на малых оборотах около 2 мин. Отрегулировать устойчивые обороты холостогохода.
7.В период обкатки новой пилы в течение первых 25 ч двигатель должен работать на топливной смеси 15:1, и в это время нельзя допускать перегрузок и перегрева двигателя.
8.При пилении нужно вначале подвести упор к дереву, а затем равномерным нажимом надвигать пильную цепь, одновременно нажимая на рычаг газа,
23
увеличивая обороты двигателя.
9.Останавливается двигатель выключением зажигания путем нажатия кнопки замыкания катушки магнето на массу или закрытия воздушной заслонки карбюратора.
10.Ежедневно перед работой нужно проверять крепление всех узлов, затяжку гаек и болтовых соединений, а после работы бензиномоторный инструмент должен очищаться от опилок и грязи.
Не допускается и запрещается
1.Повышать обороты двигателя до максимальных на холостом ходу, без нагрузки.
2.Запускать двигатель при отсоединенном редукторе.
3.Остановка двигателя путем снятия контакта провода высокого напряжения сосвечи.
При работе бензиномоторными пилами, кроме общих правил техники безопасности, необходимо соблюдать следующие специальные правила:
1.При запуске двигателя пильная цепь не должна касаться каких-либо предметов.
2.При начале пиления первым должен коснуться дерева или сучка упор, а затем уже пильная цепь, иначе возможен отброспильного аппарата.
3.При переходах пильную цепь необходимо выключать, т.е. двигатель должен работать нахолостыхоборотах.
4.Как начало, так и конец пиления должны совершаться плавно, без рывков и ударов, во избежание сбега цепи сшины и обрыва ее.
5.Нельзя работать неисправным инструментом.
6.Запрещается производить ремонт и регулировку пильного аппарата при работающем двигателе.
7.Запрещается курить и пользоваться открытым огнем вблизи бачка с горючим иоколобензиномоторногоинструмента.
При работе с гидроклиньями на валке деревьев необходимо соблюдать следующие дополнительные правила техники безопасности:
1. Запрещается работать с гидроклином, имеющим неисправности (повреждение рукава, цилиндраи т. д.).
24
2.Не разрешается валка деревьев с большим обратным наклоном ствола (для деревьев диаметром более 50 см – наклон свыше 5°, деревьев диаметром более70 см– наклонсвыше3°).
3.При работе с гидроклиньями необходимо не допускать:
а) зажима пильной цепи в пропиле, т.к. при этом прекращается работа клина;
б) соприкосновения движущейся пильной цепи с клином и шлангом; в) забивания клина в пропил.
Лабораторная работа №2
Пильный аппарат цепных пил, пильные цепи и заточные станки
Содержание задания
1. Изучить конструкцию:
а) пильного аппарата цепных пил и пильные цепи ПЦП и ПЦУ; б) заточных станков ЛВ-116А (ЛВ-9) и УЗС-5 (УЗС-6).
2. Ознакомиться с правилами технической эксплуатации и техники безопасности при работе электромоторным инструментом и на заточных станках.
Пильный аппарат цепных пил и пильные цепи
Пильный аппарат ручных цепных пил (рис. 9) консольного типа состоит из пильной шины 1, ведущей 2 и ведомой 3 звёздочек, амортизатора 4, пильной цепи 5, натяжного приспособления 6 и поворотно-зажимного устройства 7.
Пильная шина 1 служит для направления движения пильной цепи и является несущим элементом, воспринимающим усилия, возникающие при пилении, поэтому конструкция шины должна обладать необходимой прочностью и жёсткостью. Пильная шина изготовляется из легированной высокопрочной стали. По наружным боковым образующим шина имеет пазы (канавки) для направления движения хвостовиков пильной цепи, а посередине вырезаны продольные окна для уменьшения веса. Толщина пильной шины на 2-4мм меньше ширины пропила, чтобы исключить возможность зажима её в пропиле. Пильная шина консольного типа позволяет спиливать деревья диаметром в два раза больше свободной длины шины. Обычно свободная длина консольной пильной шины составляет 0,380-0,450 мм. Шина имеет симметричную форму от-

25
носительно продольной оси, что позволяет повернуть шину другой стороной при износе направляющих пазов (канавок) нижней боковой поверхности. Ширина пильной шины определяется размером диаметра звёздочек пильной цепи, причём в середине шина имеет выпуклость для обеспечения более плотного прилегания пильной цепи внаправляющих пазах.
Рис. 9. Пильный аппарат цепных пил: а) общий вид ; б) пильная цепь ПЦП-15М; в) пильнаяцепьПЦУ
Ведущая звёздочка 2 обычно делается закрытого типа симметричной формы, имеет 6-8 зубцов и закрепляется на выходном валике редуктора при помощи шпонки и гайки. Симметричная форма позволяет при износе зубьев повернуть звёздочку и посадить её на валик другой стороной.
26
Ведомая, или холостая, звёздочка 3 располагается на консольном конце пильной шины. Холостая звёздочка вращается на бессепараторном роликовом подшипнике. Ролики расположены между двумя щеками в кольцевом пространстве между звёздочкой и её осью. Холостая звёздочка заключена в обойму 8 и хвостовиком обоймы через упорную планку опирается на амортизатор 4. Амортизатор состоит из нескольких спиральных пружин. Для предотвращения выпадания амортизатора и ведомой звёздочки из направляющих шины служат два штопорных штифта.
Натяжное приспособление 6 служит для регулировки натяжения пильной цепи путём изменения расстояния между осями звёздочек за счёт перемещения пильной шины в направлении её продольной оси. Натяжное приспособление – винтового типа и расположено у ведущей звёздочки. Поворотно-зажимное устройство 7 позволяет осуществлять поворот и складывание пильной шины, её съём и закрепление. Изменение натяжения пильной цепи достигается вращением натяжной гайки, при этом зажимная гайка с ручкой должна быть отвёрнута.
Режущим элементом цепной пилы является пильная цепь. Она состоит из отдельных звеньев, шарнирно соединённых между осями, концы которых расклепываются в раззенкованных наружных отверстиях. Центральные звенья имеют хвостовики для направления движения цепи попазу пильной шины.
Элементы цепи ручных моторных пил классифицируются по двум основнымпризнакам:
-по типу зубчатого венца: с зубьями открытого профиля-ПЦП, каждый из которых имеет свою геометрию и выполняет определённый вид резания при пилении; с зубьями Г-образной формы строгающего типаПЦУ, имеющими криволинейную режущую кромку, которая выполняет всю работу резания в пропиле;
-по величине шага цепи по осям заклёпок: мелкозвенные с шагом до 15 мм, крупнозвенные с шагом выше 15 мм.
Схемы пропилов пильных цепей ПЦП и ПЦУ показаны на рис. 9. Наша промышленность серийно выпускает пильные цепи для ручных моторных пил следующих типоразмеров: ПЦП-15М и ПЦУ-8,25, ПЦУ-9,3, ПЦУ-10, ПЦУ-20. Пильная цепь ПЦП-15М (рис. 9б) состоит из чередующихся правых и левых блоков. Каждый блок имеет следующий порядок расположения зубьев: режущий правый 1, подрезающий левый 2, режущий левый 3, подрезающий правый 4, режущий правый 1, скалывающий 5, и может выполнять весь цикл разреза- ния-перерезания волокон древесины, отделения стружки и выбрасывание опи-
27
лок из пропила. Шаг цепи по заклёпкам – 15 мм, а шаг блока – 6x15=90 мм. Режущие зубцы расположены в шахматном порядке и имеют развод; они
также имеют боковые режущие кромки и короткую переднюю режущую кромку. Боковые режущие кромки выполняют резание в торец, т.е. работают с большим сопротивлением резанию; короткая режущая – поперечное резание, т.е. работают при небольших сопротивлениях. Режущие зубья выполняют основную работу по пилению, формируя боковые стенки, подрезая волокна дна пропила.
Скалывающие зубья не разводятся и имеют прямую заточку передней грани; они выполняют двоякую роль: скалывают на дне пропила волокна древесины, подрезанные по бокам дна режущими зубьями, и транспортируют опилки из пропила.
Подрезающие зубья занимают промежуточное положение, разрезают несколотые волокна и тем самым обеспечивают дальнейшее внедрение режущих зубьев в древесину. Скалывающие и подрезающие зубцы имеют хвостовики для зацепления с ведущей звёздочкой и предотвращения боковых смещений пильной цепи при пилении, так как они входят в направляющий продольный паз пильной шины. Скалывающие и подрезающие зубья несколько снижены относительно режущих (0,5-0,8 мм и 0,3-0,6 мм соответственно). Зубцы цепи шарнирно соединяются между собой цевками (заклёпками). Для уменьшения удельного давления в шарнире цевка посередине делается несколькоутолщенной.
Универсальная пильная цепь ПЦУ-10 (ПЦУ-10,26) состоит из чередующихся правых 1 и левых 2 режущих звеньев с Г-образным, строгающим зубом. Эти режущие звенья расположены в шахматном порядке и шарнирно соединены со средними направляющими элементами 3 боковыми звеньями 4. Всю работу резания при пилении выполняет криволинейная режущая кромка, причём горизонтальный участок оформляет дно пропила, а вертикальный – одну из стенок пропила. Для ограничения толщины стружки, снимаемой зубом, и предотвращения зарезания на режущем зубце имеется ограничительный выступ 5. Высота этого выступа должна быть ниже горизонтальной режущей кромки на 0,6-0,8 мм для твёрдой и мёрзлой древесины и на 1,0-1,4 мм – для мягкой. Величина снижения выбирается с учётом полного использования мощности двигателя пилы. Эти же выступы участвуют в транспортировке опилокизпропила.
Универсальные пильные цепи с Г-образными зубьями (ПЦУ) по сравнению с пильными цепями открытого профиля (ШДП) имеют следующие преимущества: 1) возможность пиления древесины под любым углом к
28
направлению волокон (даже продольное) без значительного снижения производительности; 2) пиление происходит с меньшим усилием подачи, т.к. усилие отжима у этих цепей небольшое, наличие ограничителя подачи исключает перегрузку двигателя; 3) дают лучшее качество обрабатываемой поверхности; 4) трудоёмкость заточки и ухода за цепями уменьшается за счёт сокращений операций при заточке.
Подготовка пильных цепей к работе и уход за ними состоит в периодической заточке, фуговке, смазке и контроле их состояния. Все эти операции должны производиться вцентрализованном порядке вспециальной мастерской.
Краткая техническая характеристика пильных цепей
Наименование |
ППЦ- |
ПЦУ- |
ПЦУ-9,3 |
ПЦУ-10 |
ПЦУ-20 |
ПЦУ- |
показателей |
15М |
8,25 |
|
|
|
15М |
|
|
|
|
|
|
|
Шаг по заклепкам, мм |
15,0 |
8,25 |
9,3 |
10,26 |
20,0 |
15,0 |
|
|
|
|
|
|
|
Шаг режущих зубьев, мм |
60,0 |
33,0 |
37,2 |
41,04 |
80,0 |
60,0 |
|
|
|
|
|
|
|
Шаг по зацеплению, мм |
30,0 |
16,5 |
18,6 |
20,52 |
40,0 |
30,0 |
|
|
|
|
|
|
|
Шаг скалывающих |
|
|
|
|
|
|
зубьев, мм |
90,0 |
– |
– |
– |
– |
– |
|
|
|
|
|
|
|
Ширина пропила, мм |
8,4 |
7,4 |
8,0 |
8,8 |
13,5 |
8,1 |
|
|
|
|
|
|
|
Масса 1 пог. м цепи, кг |
0,41 |
0,25 |
0,40 |
0,41 |
0,80 |
0,46 |
|
|
|
|
|
|
|
Разрывное усилие, Н |
8800 |
7000 |
7500 |
8800 |
13000 |
8800 |
|
|
|
|
|
|
|
Заточные станки ЛВ-116А и УЗС-5
Рабочим органом моторных цепных пил является пильная цепь. Качество пильной цепи и ее состояние в основном определяют производительность процесса пиления. Подготовка пильных цепей к работе и уход за ними состоит в периодической заточке, фуговке, смазке и контроле. Все эти операции должны производиться в централизованном порядке в специальной мастерской. Заточка цепей производится один раз после четырех часов работы; проверка геометрических параметров и развода всех зубьев и их фуговка по высоте – после каждых семи-десяти заточек. Заточка и фуговка пильных цепей производятся на заточныхстанках ЛВ-9, ЛВ-116А, УЗС-5 и УЗС-6.
Заточный станок ЛВ-116А (рис. 10) предназначен для заточки пильных цепей типа ПЦУ и состоит из станины 1, на плите которой крепится суппорт 2 для установки и закрепления пильной цепи, а на стойке станины – шлифовальная головка3.
29
Рис. 10. Заточный станок ЛВ-116А
Суппорт состоит из шинки 4, механизма протаскивания и зажима цепочки с ручкой 5. Механизм протаскивания рычажного типа обеспечивает перемещение затачиваемой цепи на двойной шаг режущих зубьев. При обратном ходе рычага (в крайнем верхнем положении ручки 5) тяга воздействует на эксцентрик-кулачок торцевого типа, зажимая хвостовик цепи в пазу шинки 4. Шинка укреплена на поворотной стойке 6, на цилиндрическом основании которой нанесены деления (через 5°) угла поворота вертикальной оси суппорта. Угол поворота стойки 6, а следовательно, и шинки с цепью относительно станины фиксируется винтом 8. Здесь жеразмещается кулачок упора7 срегулировочнымвинтом9.
Шлифовальная головка состоит из электродвигателя 10, вентилятора 11 и абразивного круга, закрытого кожухом 12. Шлифовальная головка установлена на стойке станины на шарикоподшипниках, что дает возможность с помощью рукоятки 13 опускать всю головку, надвигая ее на пильную цепь.
Нижнее положение шлифовальной головки ограничивается специальным упором и регулировочным винтом 14, на лимбе которого нанесены деления через 0,1 мм. Возврат головки вверх осуществляется специальной пружиной, размещеннойназадней сторонестанка.
Для удобства работы предусматривается местное освещение шинки с цепью. Включение освещения производится тумблером 15, а пуск электродвигателя – ручкой 16 пакетного выключателя. Для удаления наждачной и
30
металлической пыли к выходному патрубку вентилятора должен присоединяться шланг, через который эта пыль удаляется из помещения. Защитный экран 17 со стеклом предохраняет глаза рабочего от абразивной пыли.
При заточке пильная цепь устанавливается на шинке 4 режущей кромкой влево, стойка 6 поворачивается также вправо (по часовой стрелке) для заточки правых зубьев или влево (против часовой стрелки) – для заточки левых зубьев, фиксируя выбранный угол скоса горизонтальной режущей кромки зуба (35°) винтом 8. С помощью ограничительного винта 14 регулируют величину хода наждачного круга вниз таким образом, чтобы круг входил в пазуху режущего зуба и только касался ее дна, после чего винт фиксируется с помощью расположенного рядом стопора.
Пильную цепь перемещают вправо до упора подпружиненного поворотного кулачка суппорта в тыльную сторону режущего зуба. Вращая регулировочный винт 9, упором перемещают пильную цепь по шинке до тех пор, пока при опускании абразивного круга последний не будет слегка касаться затачиваемой поверхности зуба, прижатого пыльной стороной к поворотному упору суппорта. После этого эксцентриком ручкой 5 зажимают пильную цепь в шинке, включают электродвигатель станка и, осторожно опуская вращающийся абразивный круг, с помощью регулировочного винта 9 окончательно устанавливают толщину снимаемого за один проход слоя металла (не более 0,1-0,15 мм), после чего положение винта стопорится контргайкой. Теперь при заточке зуба нажатием на рукоятку 13 шлифовальная головка с абразивным кругом только плавно опускается до отказа. После заточки первого зуба ослабляется эксцентрик ручкой 5, пильная цепь перемещается влево на 2 зуба, следующий зуб затачиваемой стороны упирают тыльной стороной в кулачок суппорта, цепь зажимают эксцентриком ручкой 5 и опять плавно опускают шлифовальную головку до упора, затачивая режущую кромку зуба, и т.д. После заточки всех зубьев одной стороны цепи ослабляется стопорный винт 8, стойку 6 поворачивают в противоположном направлении и, переводя через нулевое положение, устанавливают то же значение угла (35°), стойку 6 опять закрепляют стопорным винтом 8 и описанным выше способом затачивают все зубьядругойстороныцепи.
Если шинка 4 станка находится в горизонтальном положении, то за счет наклона абразивного круга автоматически формируется угол заточки горизонтальной режущей кромки около 50°, который пригоден для большинстваслучаев.
Для снижения ограничителей подачи на шпиндель заточного станка устанавливают специальный абразивный круг толщиной (высотой) 8 мм. Далее пиль-