

METHOD / Прогаммирование ЧПУ / Программное управление станками
.pdfРис.7.5. Перемещение по дуге окружности
Современные токарные системы УЧПУ дают возможность программирования перемещения по дуге окружности указанием координаты конечной точки дуги и радиуса. Направление перемещения задается знаком величины радиуса дуги - плюс при движении по часовой стрелке и минус против часовой стрелки.
Рис.7.6а |
Рис.7.6б. |
Кадр УП программирующий в абсолютной системе движение по дуге радиуса R30 (рис.7.6а.) имеет вид :
N10 X12 Z40 R-30
Кадр УП программирующий в относительной системе движение по дуге радиуса R36 (рис.7.6б.) имеет вид :
N20 X-48 Z40 R30.
7.4 Повторение группы кадров УП - G25.
Применение функции G25 удобно в случаях , когда какой-то фрагмент УП необходимо выполнить несколько раз. Функция G25 определена форматом
G25 {n} {m} {q}
n- (трехзначное число ) номер кадра с которого начинается фрагмент УП m- (трехзначное число ) номер кадра по который повторяется фрагмент УП q- (двухзначное число) число повторений
- 51 -
Например
N50 ..........
N51 ..........
..................
N60 ..........
N61 ..........
..................
N90 ..........
N91 ..........
..................
N100 G25 060 090 10
Фрагмент УП с кадра N60 по кадр N90 будет повторен 10 раз .
Допускаются вложенные циклы повторений ,например
N50 ..........
N51 ..........
..................
N60 ..........
N61 ..........
..................
N80 G25 065 075 02
N81 ..........
..................
N90 ..........
N91 ..........
..................
N100 G25 060 090 05
Фрагмент УП с кадра N60 по кадр N90 будет повторен 5 раз , при этом фрагмент
УП с кадра N65 по кадр N75 повторяется (1+2)*5=15 раз . Не допускается
«пересечение» границ циклов повторения программы , например следующая УП
вызовет ошибку системы
N50 ..........
N51 ..........
..................
N60 ..........
N61 ..........
..................
N80 G25 050 075 02
N81 ..........
..................
N90 ..........
N91 ..........
..................
N100 G25 060 070 05
Функция G25 сокращает общий объем УП при наличии в ней нескольких
однотипных технологических процедур. Если фрагменты УП оформлены как
подпрограммы то данная функция дает возможность обращения к ним.
Например
N50 ..........
N51 ..........
N52 G25 100 120 01
- 52 -

N53 ..........
.................
N80 M02
N100 ..........
..................
N120 ..........
В кадре N52 Функция G25 вставляет в УП подпрограмму определенную
кадрами N100-120.
7.5 Функция выдержки времени G04
Функция G04 имеет формат: N020 G04 P {p}, где р - продолжительность паузы в 0.001сек. При резком изменении траектории (углы меньше 900), вследствии динамических характеристик привода, может возникнуть закругление.
Если это недопустимо то в УП, отдельным кадром, программируется пауза - G04.
8.Коррекция инструмента на длину и диаметр.
8.1Коррекция на длину инструмента Н.
Рис.8.1 Коррекция на длину инструмента.
При обработке деталей на станках сверлильно-фрезерно-расточной группы , применяются инструменты различной длины (вылета). Рассмотрим
технологическую наладку инструмента Т1 (фреза концевая) и Т2 (оправка расточная) (рис.8.1). Т1 фрезерует торец D2-D1 , Т2 растачивает отверстие D1 Рассмотрим фрагмент УП.
N01 G92 X0 Y0 Z-200
N02 G00 G90 Z-1 T1 H1
----------------------------------
N10 G00 X0 Y0 Z-200
N11 Z-1 T2 H2
- 53 -
Висходном положении , перед началом обработки по программе, оси шпинделя и отверстия D1 соосны, и базовая плоскость фланца шпинделя А удалена от торца детали D2-D1 на расстояние L=200 мм. В кадре N1 функция G92 определяет СКД , в которой программируются перемещения базовой точки шпинделя К.
При технологической наладке , необходимо определить вылеты инструментов L1,L2 и записать их в память УЧПУ, как векторные величины с учетом знака, под номерами корректоров Н1= -100, Н2= -150.
Вкадре N2 определен вектор перемещения Z= (- 1 - (-200)) =199, который алгебраически складываясь с вектором корректора Н1 дает вектор программного перемещения Zпр = Z +Н1 = 199+(- 100) =99 Таким образом суммарное перемещение инициализированное кадром равно 99мм .
Н1 будет действовать в УП до его отмены командой Н00 или назначения нового корректора.
Вкадре N10 программируется возврат в исходное положение.
Вкадре N11 определен вектор перемещения Z+199, с которым алгебраически складывается вектор корректора Н2-150 , следовательно суммарное перемещение Zпр = Z +Н1 = 199+(- 150) = 49.
Следует отметить, что в кадрах N2 и N11 заданы команды смены инструмента Т1,Т2 которые в системах ЧПУ всегда выполняются перед программными перемещениями.
С помощью корректоров можно уточнять получаемые размеры. Например по
чертежу размер М = 50±0,5 , а после обработки получен размер на верхнем пределе 50,5мм. Можно сместить исходное положение , плоскость А на 0,5мм в минус по Z, но в этом случае возникнет погрешность на других инструментах. Поэтому следует изменить величину корректора Н1 сделав его равным -99,5мм. Если размер М на нижнем пределе допуска 49,5мм, то величину корректора Н1 следует сделать -100,5мм. Корректор величина векторная и при определении его знака действует правило: если вылет инструмента в положительном направлении оси, то значение корректора - минус и наоборот. Возможны примеры технологии обработки, когда на один инструмент необходимо назначить несколько корректоров .
Корректор не может быть объявлен в кадре круговой интерполяции, а должен задаваться в кадре, определяющем линейное перемещение.
8.2 Коррекция на диаметр инструмента D.
Свойства коррекции на диаметр позволяет системам ЧПУ, формировать траекторию движения инструмента по эквидистанте относительно контура детали, определенного опорными точками УП.
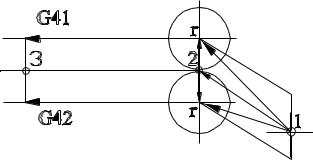
Различают коррекцию слева от контура детали (G41) и справа (G42), если смотреть в направлении перемещения (рис.8.2.). Отмена коррекции на диаметр - G40. При определении коррекции действует правило : обрабатываемый контур справа - коррекция слева (G41) и контур слева - коррекция справа (G42).
Технолог - программист не знает точного значения радиуса инструмента r (например, стандартная фреза может быть переточена), поэтому он указывает в УП , только номер корректора под адресом D.
- 54 -

Рис.8.2 Коррекция на диаметр слева G41 и справа G42.
Рассмотрим пример обработки контура детали (рис.8.3.)
Рис.8.3 Обработка контура детали с коррекцией на диаметр фрезы dф
N01 G92 X45 Y0 Z200 |
N05 G17 G02 X0 Y0 J20 |
N02 G90 G00 Z-10 H1 T1 F120 S630 |
N06 G01 Y45 |
N03 G42 X30 D1 |
N07 G00 G40 X45 Y0 |
N04 X20 |
|
При отработке УП, формируется эквидистантная траектория 0-1-2-3-4 относительно конечного контура детали, при этом численное значение
смещения центра фрезы dф, записывается в память УЧПУ при технологической наладке, как величина корректора D1.
- 55 -
Кадр N1 определяет исходное положение в СКД. В кадре N2 для инструмента Т1, объявляется корректор на длину Н1, назначаются режимы обработки: рабочая подача F=120 мм/мин и частота вращения шпинделя
S=360 об/мин. Кадр N3 определяет выход на эквидистантную траекторию, с корректором D1 справа - G42. В кадре N5, при формировании кругового перемещения, проекция радиуса вектора из начальной точки дуги к центру на ось X равна нулю, поэтому значение I в кадре не указано. В кадре N7 команда G40 и отменяет действие корректора D1.
Свойство коррекции на диаметр и повторения фрагмента УП (G25) можно использовать для черновой и чистовой обработки контура. Дополним УП кадрами:
N08 M01
N09 G01 G42 X30 D2 F50 S1100
N10 G25 004 007 01.
Например, диаметр dô=40мм, необходимо оставить припуск на чистовую обработку 0,5мм. В память ЧПУ записываем величину корректора
D1=(40+0.5*2)=41мм.
В кадре N9, устанавливаются режимы чистовой обработки и объявляется новый корректор D2, величина которого в памяти УЧПУ равна действительному
диаметру фрезы dф.
Кадр N7 повторяет фрагмент УП, обработки по конечному профилю. Для проведения контрольных измерений и при необходимости корректировки значения D2, в кадре N8 предусмотрена технологическая команда М01 - “останов с подтверждением”.
Корректор не может быть объявлен в кадре круговой интерполяции, а должен задаваться в кадре, определяющем линейное перемещение.
8.3 Алгоритмы построения траектории перемещения при заданной коррекции на диаметр.
В ПрО систем ЧПУ заложены алгоритмы построения траекторий перемещения инструмента (перемещения центра фрезы по эквидистанте) слева (G41) или справа от контура. Такое построение УЧПУ выполняет автоматически, однако в ряде случаев программисту необходимо знать алгоритм выхода на эквидистантную траекторию.
Опорные точки УП определяют траекторию движения центра фрезы, а система ЧПУ строит перемещение смещенное относительно указанного в УП влево или вправо, на величину радиуса фрезы.
Рис.8.4 Коррекция фрезы радиуса r.
- 56 -

Особенности построения «откорректированной» траектории указываются в инструкции по эксплуатации станка с ЧПУ. В кадре УП, определено программное перемещение 1-2 (рис.8.4) выхода на эквидистанту контура 2-3, и указан номер корректора на диаметр. Система ЧПУ, строит траекторию движения алгебраически складывая вектор программного перемещения 1-2 и вектор коррекции r влево (G41) или вправо (G42).
На рис.8.5 показаны варианты траекторий движения инструмента при
действии корректора на диаметр. Угол α - это угол между отрезками прямых определяющих два линейных участка контура, между отрезком прямой и касательной или между двумя касательными.
Рис. 8.5 Алгоритмы построения траектории с учетом коррекции на диаметр фрезы.
Не допускается программирование круговой интерполяции по G02 , G03 и ввода коррекции по G41, G42 в одном кадре УП. Корректор должен быть объявлен в кадре линейного перемещения с G00 или G01 .
Программирование G40 или D00 отменяет коррекцию , причем вывод центра фрезы на «не откорректированную» траекторию , происходит только при наличии в кадре запрограммированного линейного перемещения
8.4 Пример управляющей программы (УП)
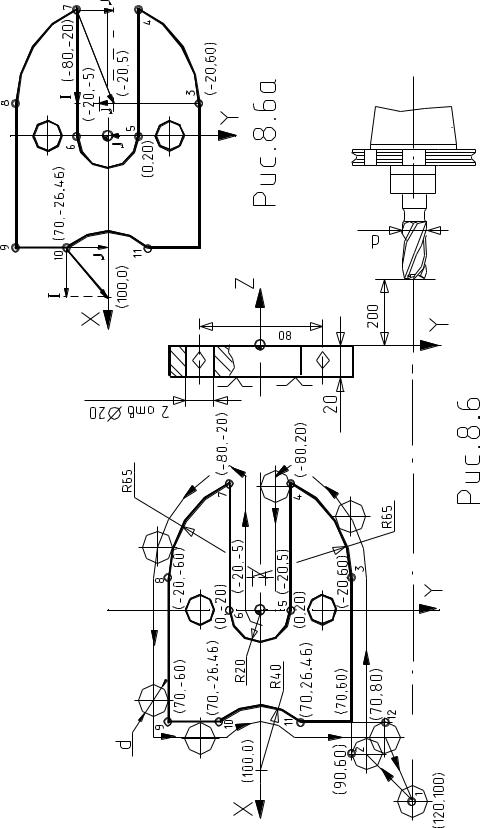
Обработать контур копира (рис.8.6) методом чернового фрезерования с припуском, затем фрезеровать окончательно, с получением конечного профиля детали. Материал заготовки - Ст.45
Деталь обрабатывается на многооперационном станке ГФ2171 (рис1.13), с вертикальным шпинделем, Базируется по двум отверстиям 20 на цилиндрических пальцах, один из которых срезанный. СКД связана с осями симметрии копира. Черновое и чистовое фрезерование, выполняем одним инструментом (фреза Р6М5 d=24мм), но с разными режимами резания и корректорами на диаметр. Припуск на чистовое фрезерование 1мм, следовательно при
- 57 -
технологической наладке, необходимо записать в память УЧПУ, значение корректора на диаметр D1=26мм, а D2 =24мм − номинальный диаметр фрезы. Рассчитываем опорные точки контура детали (рис.11). На рис.8.6а указаны проекции радиус-векторов дуг окружностей I и J, необходимые для программирования круговой интерполяции. Исходное положение перед началом обработки - точка (120,100,200)
УП в относительной и в абсолютной системах отсчета, имеет вид (для пояснения программы в [ ] указаны номера опорных точек контура детали):
Абсолютная система G91 |
|
Относительная |
|
|
система |
G90 |
|
|
|
N01 G92 X120 Y100 Z200 |
N01 G92 X120 Y100 Z200 |
[1] |
||
N02 G90 T1 M42 M3 S810 F70 |
N02 G91 T1 M42 M3 S810 F70 |
|
||
N03 G00 G42 X90 Y60 Z-25 D1H1 |
N03 G00 G42 X-30 Y-40 Z-225 D1H1 |
[2] |
||
N04 G01 X-20 |
N04 G01 X-110 |
[3] |
||
N05 G03 X-80 Y20 J-65 |
N05 G03 X-60 Y-40 J-65 |
[4] |
||
N06 G01 X0 |
N06 G01 X80 |
[5] |
||
N07 G02 Y-20 J-20 |
N07 G02 Y-40 J-20 |
[6] |
||
N08 G01 X-80 |
N08 G01 X-80 |
[7] |
||
N09 G03 X-20 Y-60 I60 J25 |
N09 G03 X60 Y-40 I60 J15 |
[8] |
||
N10 G01 X70 |
N10 G01 X90 |
[9] |
||
N11 |
Y-26.46 |
N11 |
Y33.54 |
[10] |
N12 G02 Y26.46 I30 J26.46 |
N12 G02 Y52.92 I30 J26.46 |
[11] |
||
N13 G01 Y80 |
N13 G01 Y53.54 |
[12] |
||
N14 G00 G40 X120 Y100 |
N14 G00 G40 X50 Y20 |
[1] |
||
N15 G01 G42 X90 Y60 S1300 F40 |
N15 G01 G42 X-30 Y-40 S1300 F40 D2 |
[2] |
||
D2 |
|
N16 M00 |
|
|
N16 M00 |
|
N17 G25 004 014 01 |
|
|
N17 G25 004 014 01 |
N18 G00 G40 Z225 |
|
||
N18 G00 G40 Z200 |
N19 M02 |
|
|
|
N19 M02 |
|
|
|
|
Следует обратить внимание, что в кадрах УП, можно не указывать координаты точек, значение которых не изменяется по сравнению с предыдущим кадром. Также можно не указывать проекции радиус-векторов, имеющих нулевое значение. Технологический останов М00 в кадре № 16, необходим для контрольных измерений детали и при необходимости корректировки D2.
- 58 -
- 59 -

9. Особенности размерной привязки инструментов.
Рассмотрим особенности размерной привязки различных инструментов, на примерах токарной обработки.
9.1. Резец проходной отогнутый.
Рекомендуется производить размерную привязку в следующей последовательности. Точить торец поперечной подачей (рис.9.1.) Формированием размера Z по продольной оси, осуществить привязку вершины резца α.
Рис. 9.1 |
Рис.9.2 |
Рис. 9.2а |
Точить цилиндр продольной подачей (рис.9.2). Формированием размера Х по диаметру, выполнить привязку вершины резца β. При составлении УП необходимо учитывать, что УЧПУ фактически перемещает по программной траектории, теоретическую вершину резца Р (рис.9.2а).
Как правило, на первом переходе программируется торцовка детали. В целях увеличения точности выполнения линейных размеров, рекомендуется после данного перехода остановить отработку УП по М01 и выполнить размерную привязку остальных инструментов по оси Z, уже по обработанному торцу.
9.2. Концевой инструмент .
Размерная привязка по оси X (например сверла), производится по предварительно проточенному конусу (рис9.3). Необходимо в СКС, записать координату Х0 при которой оси шпинделя и сверла совпадают.
В дальнейшем можно программировать выход на ось центров, без ввода коррекции, применением функции смещения координатной системы G92.
В ручном режиме (рис.9.4), с отсчетом координат в СКС, перемещаем вершину сверла, в исходное положение X0, Z0 (ИП) - начало работы по программе.
Например X0 =70.5, Z0 =50 N01 G92 X 70.5 Z50
N02 M41 M3 S400 F0.25 T1
N03 G00 X0 Z2
--------------------
- 60 -