

METHOD / Прогаммирование ЧПУ / Программное управление станками
.pdfТаким образом глубина резания на проходах постоянно уменьшается, однако их число при этом может быть значительным.
Структура цикла: ускоренное перемещение с И.Т. на диаметр прохода D1, синхронизированное с “нуль-меткой шпинделя” движение на подаче равной шагу резьбы по оси Z, сбег резьбы С (при условии, что в памяти УЧПУ параметр определяющий его значение неравен нулю), быстрое движение на диаметр x1, возврат в И.Т. по оси Z, ускоренное перемещение на диаметр прохода D2, движение на подаче, сбег резьбы С, и т.д.
Пример: Необходимо нарезать резьбу с высотой профиля 1.75 и шагом 1.5 на конической поверхности 150 (рис.10.7).
Рассчитываем координаты точек начало “конуса” с учетом врезания
(105, 37.08) и перебега (62, 36,27).
Фрагмент УП, реализующий нарезания резьбы, с глубиной резания на проходах 0.3 и углом врезания равным нулю, имеет вид:
N10 G00 X62 Z105
N15 G66 X58.5 Z36.27 I14.46 R1.75 B0.3 F1.5 A0
Рис.10.7
11. Постоянные циклы обработки отверстий для станков сверлильно – фрезерно - расточной группы.
Такие циклы реализуются заданием подготовительных функций G81-G89. Каждая из них, согласно ГОСТ 20999-83 определяет конкретный цикл обработки отверстий в направлении оси Z.
11.1 Цикл сверления G81.
Инструмент находится в точке (X1, Y1, Z1). Необходимо просверлить отверстие в точке (X0,Y0) на глубину Z2 (рис.11.1), где n и m величины врезания и перебега соответственно.
- 71 -
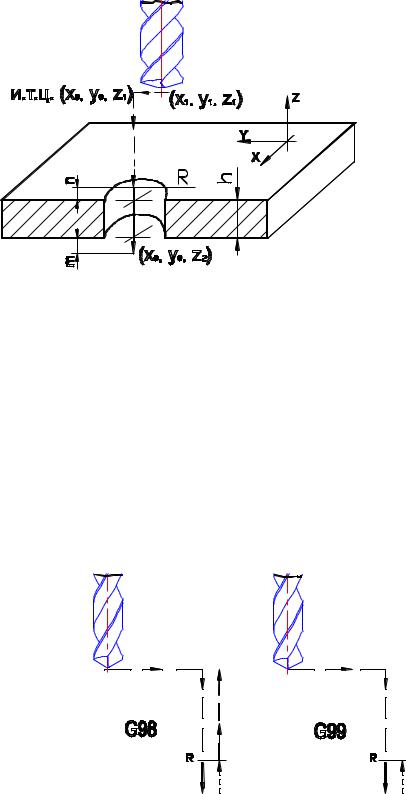
Рис. 11.1 Цикл сверления G81
G81 X{y0} Y{y0} R{( | z1 - z2 | - m - h - n)} Z{z2}
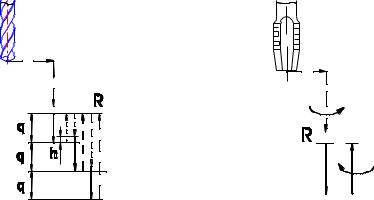
Функция G81 определяет следующие действия: быстрое перемещение из точки (X1Y1Z1) в исходную точку цикла – и. т. ц., (X0Y0Z1), быстрое перемещение на уровень врезания (“уровень R”) в точку (X0,Y0, (Z2 - m - h - n)), перемещение на рабочей подаче в точку (X0,Y0,Z2), вывод инструмента из отверстия на быстром ходу. Отвод может выполняться на уровень и.т.ц. (при задании G 98), или на уровень врезания “R” (при G99). Функции G99, G98 устанавливают уровень отвода инструмента в конце цикла, причем G99 устанавливается по умолчанию (рис. 11.2 ).
В УП можно программировать перемещение в цикле, в относительной системе отсчета.
G91 G81 X{(x0-x1} Y{y0-y1} R{( | z1 - z2 | - m - h - n)} Z{(z2 - z1)}
Рис.11.2 Отвод инструмента после выполнения цикла.
- 72 -
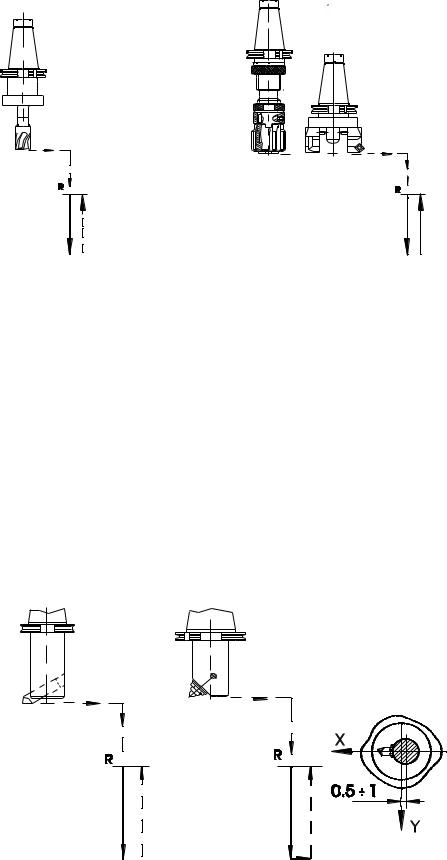
11.2 Цикл глубокого сверления G83
Рис.11.3 Цикл глубокого сверления G83 Рис.11.4 Цикл резьбонарезания G84
Если выполняется соотношение между глубиной сверления L и его диаметром d L>10d, то такие отверстия в технологии машиностроения называются глубокими и
в ЧПУ для их обработки применяют цикл глубокого сверления G83 (рис.11.3)
G83 X{x0} Y{y0} Q{q} R{r} Z{z2}
Цикл глубокого сверления, выполняет перемещение на уровень “R”, движение на рабочей подаче на глубину q, быстрый отвод (для охлаждения сверла и удаления стружки), быстрое перемещение в отверстие на величину
(q - h), движение на рабочей подаче на глубину 2·q, быстрый отвод, быстрое перемещение на глубину (2·q - h), движение на рабочей подаче на глубину
3·q и т. д. При быстром подводе, сверло не доходит до “дна” отверстия на величину h, значение которого определено параметром в памяти ЧУПУ.
Можно сказать, что отверстие обрабатывается с шагом q, в конце цикла обрабатывается остаток меньше q, до глубины Z2.
11.3 Цикл резьбонарезания G84
Применяется как цикл нарезания резьбы метчиком и определяет следующие действия (рис.11.4): быстрый подход на уровень R, движение на рабочей подаче на глубину Z2, реверсирование вращения, выход из отверстия инструмента (метчика) на рабочей подаче.
G84 X{x0} Y{y0} R{r} Z{z2} F{f}.
Программирование рабочей подачи в цикле G84, обязательно. Крепление инструмента осуществляется в специальном патроне, оснащенном муфтой предельных момента и осевого усилия.
- 73 -
11.4 Постоянный цикл G82.
Рис.11.5 Цикл зацентровки, |
Рис.11.6 Цикл зенкерования, |
развертывания, цекования G82 |
растачивания G85 |
Структура цикла аналогична циклу G81, (рис.11.5) но в конце рабочего хода происходит останов на время определенное параметром в памяти УЧПУ. Применяется для зацентровки отверстий, цекования.
11.5 Постоянный цикл G85.
Структура цикла аналогична циклу G81 (рис11.6), однако выход из обработанного отверстия выполняется на рабочей подаче F, или с подачей (2- 3)·F. Применяется для растачивания, с целью не допустить риски на обработанной поверхности, а также для зенкерования и развертывания.
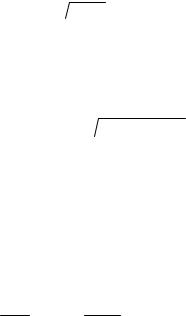
11.6 Цикл растачивания G86.
Структура и действия в цикле, аналогично циклу G81 (рис11.7).
Рис.11.7 Цикл растачивания G86 Рис.11.8 Цикл чистового растачивания G87
- 74 -
11.6 Цикл чистового растачивания G87.
Структура и аналогично циклу G81. Цикл определяет следующие действия (рис.11.8). Быстрый подвод на уровень R, рабочий ход, ориентированный вдоль координатной оси (например X), останов шпинделя, отход от обработанной поверхности расточного резца, в направлении оси ориентации, на величину определенную значением параметра в памяти УЧПУ (0.5 ÷ 1мм). Цикл применяется для окончательной расточки отверстий, при повышенных требованиях к параметрам шероховатости – не допускается царапина от резца получаемая при выходе инструмента из отверстия.
11.7 Пример УП обработки отверстий
Сверлить 22отв. 10.2 и нарезать резьбу М12 (рис. 12.9)
Обработку проводим на многооперационном станке с вертикальным шпинделем. УП имеет вид:
N001 G92 X-25 Y0 Z125
N002 G95 T1 M42 M3 S1750 F0.2 H1
N003 G91 G99 G81 X25 R98 Z-127
N004 G25 003 003 03
N005 G00 X-100 Y30
N006 G25 003 005 02
N007 G90 G00 X-75 Y20
N008 G92 X0 Y0 Z110
N009 G81 X25.98 Y15 R83 Z-2
N010 X0 Y30
N011 X-25.98 Y15
N012 Y-15
N013 X0 Y-30
N014 X25.98 Y-15
N015 G00 X0 Y0
- 75 -

Рис.12.9 N016 G92 X-75 Y20 Z100 N017 X-25 Y0
N018 T2 S80 H2
N019 G91 G84 X25 R98 Z-127 F1.25
N020 G25 004 008 01
N021 G84 X25.98 Y15 R83 Z-2 F1.25
N022 G25 010 017 01
N023 M02
В начале УП инструмент выводится в исходное положение (И.П.) относительно которого определяется СКД XYZ, в которой обрабатывается группа отверстий 4 × 3 с выходом сверла по Z, после обработки каждого, на уровень ИП (G99) . В кадре N007 определен выход в начало СКД X1Y1Z1, в которой обрабатываются 6 отверстий расположенных по R30.
12.Параметрическое программирование.
Современные УЧПУ имеют широкую номенклатуру универсальных постоянных циклов – подпрограмм, алгоритм работы которых жестко записан в
- 76 -
ПЗУ и недоступен изменению пользователем. Однако в универсальности постоянных циклов их недостаток.
Станки с ЧПУ работают в конкретном производстве, участке, цехе и часто обрабатывают однотипные детали или поверхности различных типоразмеров. Постоянные циклы существенно упрощают программирование, однако они предполагают численное задание входящих в них параметров.
Параметрическая подпрограмма обработки типовых поверхностей оперирует формальными параметрами, не численными величинами, а переменными, причем их значение может определять не только геометрию поверхностей, но и технологические функции.
УП с параметрическим программированием содержит вычислительные и технологические кадры. Кадры в которых производятся вычисления, рекомендуется записывать отдельно от кадров, непосредственно формирующих обработку поверхности детали.
Перед вызовом подпрограммы, необходимо присвоить фактические (численные) значения формальным параметрам. Достоинство параметров в УП, заключается в том, что над ними можно выполнять арифметические и логические действия, строить УП с переходами по условию. С помощью параметров в УП можно изменять параметры станка, например границы зоны программных ограничений, численные значения, определяющие размерную настройку инструмента, направление выхода на позицию функции G60 и пр.
Параметрам можно присваивать значение системных переменных определяющих технологические функции. Следует отметить, что все функции объявленные в основной программе (функции режимов резания, подготовительные G и вспомогательные М) действуют и в подпрограмме. Если эти функции изменить в подпрограмме, то их действие переходит и в основную программу.
Если необходимо избежать этой взаимосвязи, то перед входом в подпрограмму действующие значения функций запоминаются параметрами, отрабатывается подпрограмма, после чего восстанавливаются значение ранее определенных функций.
Для использования параметрической подпрограммы, необходимо знать точку исходного положения (точку входа в подпрограмму) и характеристику входящих в нее параметров. Параметрическое программирование позволяет пользователю, составить собственную библиотеку подпрограмм и формировать из них УП.
12.1 Представление данных в параметрическом программировании.
Данные представляются в десятичной системе счисления, целая и дробная часть числа разделяется десятичной точкой. Формальные параметры (переменные величины), определяются латинскими буквами или числом со значком # (диез). При этом для различных УЧПУ правила обозначения формальных параметров имеют свои особенности.
Внимание! При выполнении практических работ, а также в курсовом и дипломном проектировании, принимать обозначения формальных параметров следуя правилу:
1.Значок #
2.Заглавная латинская буква, характеризующая параметр
- 77 -
3.Номер параметра. Например:
#X1, #Y1, #Z1 - размерные перемещения
#I10 #J20 #K22 - орты при круговой интерполяции #R5 - радиус дуги
#R10 - величена перемещения на быстром ходу в цикле
#Р11 - счетчик
#A13 - угол
#F1, #S1 - режимы обработки.
#G20 - номер подготовительной функции #M15 - номер вспомогательной функции
Как уже отмечалось, с помощью формальных параметров, можно обращаться к параметрам УЧПУ – константам в оперативной памяти системы. Обозначение формальных параметров в этом случае, определяется целым числом со значком (диез) — #1…#99.
12.2 Оператор присваивания “=”.
#X1= #Y8 – означает: присвоить параметру #X1 значение параметра #Y8. #R0=10,2 – параметру #R0, присваивается значение 10,2.
#Р1= #Р1+1 – значение параметра #Р1 увеличивается на 1.
#Р2= #89 – параметру #Р2, присваивается значение системного параметра
#89.
12.3 Арифметические и тригонометрические операции над параметрами.
Над формальными параметрами можно проводить арифметические операции сложения “+”, вычитания “-”, умножения “*” и деления “/”.
#A2=(#X11*2 - #D12) / #Р2
Извлекать квадратный корень:
#Е20=14.87
SQRТ( #E20 ) соответствует 14.87
14.87
Возводить в квадрат:
#Е30=8.2
SQR (#E30) соответствует 8.22
Определение гипотенузы прямоугольного треугольника с целью упрощения можно выполнять макросом:
DSQ (#E20, #E30) соответствует 14.872 +8.22
14.872 +8.22
RSQ (#E20, #E30) соответствует 
При вычислении тригонометрических функций, аргумент задается в градусах.
SIN (30.5) соответствует синусу 30030/
COS (30.2) соответствует косинусу 30012/
ATN (40.1) соответствует арктангенсу ( arctg ) 4006/
Специальная функция DTN(E20, E30) соответствует arctg EE3020 = arctg 14.878.2
- 78 -

Функция ABS определяет модуль числа
#X30=-10.2 ABS(#X30) = 10.2
12.4 Функции сравнения.
Предусмотрено задание проверки условий:
= = равно |
< меньше |
<= меньше или равно |
/ = не равно |
> больше |
>= больше или равно |
12.5 Функции ветвления программы
Оператор передачи управления, является оператором который всегда в конце кадра УП. Передача управления программой передается кадру по номеру.
Переход к подпрограмме
Например L(200) - переход к подпрограмме которая начинается кадром N200
Безусловный оператор передачи управления.
Например: # (20) - передача управления кадру N20 #N10 = 32
# (#N10) - передача управления кадру N32
N010 #A2 = #B3 + SIN(#45) # (31) - в кадре N010 вычисляется, значение параметра #A2, затем передается управление кадру N31
Условный оператор передачи управления
Оператор передачи управления, является условным если он записан после функции сравнения. Если условие функции сравнения выполняется, то происходит передача управления указанному кадру, если нет то отрабатывается следующий кадр УП. Например:
N010 #X10 = = #X20 + 2 #(#P30)
N011
В кадре N010, проверяется равенство параметра #X10, параметру #X20 увеличенному на 2. Если это условие выполняется то, происходит передача управления кадру, номер которого содержит параметр #P30, если нет то управление передается следующему кадру N011.
12.6 Пример УП обработки группы отверстий.
Рис.12.1 Рис.12.2
Необходимо просверлить группу отверстий, расположенных по окружности R30 (рис.12.1). Фрагмент УП имеет вид:
- 79 -

N100 G90 G00 X0 Y0 Z100
N101 #A1=30 #A2=60 #R1=30 #P1=6 #P2=0 #G20=90
# R10=95 #Z1=105 L(200)
N102 - - - - - - - - - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - - - - - - - - - - - - -
N200 #X1= #R1*COS(#A1) #Y1= #R1* SIN(#A1)
N201 G#G20 G81 X #X1 Y #Y1 R#R10 Z#Z1
N201 #A1= #A1 + #A2 #P2= #P2 + 1 #P2< #P1 #(200)
N202 M17
В кадре N100 определена точка входа в подпрограмму (параметры отверстия его диаметр, глубина для данного примера значения не имеют, поэтому определены призвольно). В кадре N101 определяются численные значения формальных параметров, число #P1 - отверстий, #P2 - “счетчик”,после чего выполняется переход к подпрограмме по адресу N200.
В кадре N201 вычисляются координаты первого отверстия, а в кадр N202 инициализирует его обработку в абсолютной системе координат - параметр #G20 =90. В кадре N203 параметр #A1увеличивается на угловой шаг - 600, а счетчик #P2 на 1. Затем происходит сравнение счетчика #P2 с числом отверстий #P1. Если условие выполняется то далее следует переход на начало подпрограммы, кадр N200, если нет то управление передается кадру N202, где функция М17 обеспечивает возврат в основную программу, к кадру N102.
Следует отметить, что все технологические функции (подготовительные G, вспомогательные М, функции режимов резания F и S) заданные в подпрограмме, действуют и в основной программе.
Основное свойство параметрических программ - это их гибкость. Следующие примеры показывают, как изменением значений параметров в основной программе можно добиться другой формы расположения отверстий и их числа (измененное подчеркнуто).
Фрагмент УП, инициализирующий обработку 5 отверстий, расположенных в ряд по оси X (рис.12.2), имеет вид:
N100 G90 G00 X0 Y0 Z100
N101 #A1=0 #A2=0 #R1=30 #P1=5 #P2=0 #G20=91 L(200) N102 - - - - - - - - - - - - - - - - - - - - - - -
Рис.12.4 |
Рис.12.3 |
Фрагмент УП, инициализирующий обработку 5 отверстий, расположенных в ряд по оси Y (рис.12.3), имеет вид:
- 80 -