

2.1. Регулювання швидкості зміною магнітного потоку.
При цьому способі регулюється опір резистора 2 (мал. 4.35, а), включеного паралельно обмотці 3 збудження двигуна. Відзначимо, що регулювання магнітного потоку для цього типа двигуна постійного струму не є повністю незалежним, оскільки струм збудження в даній схемі як і раніше пропорційний струму якоря 1, визначуваного навантаженням ЕП.
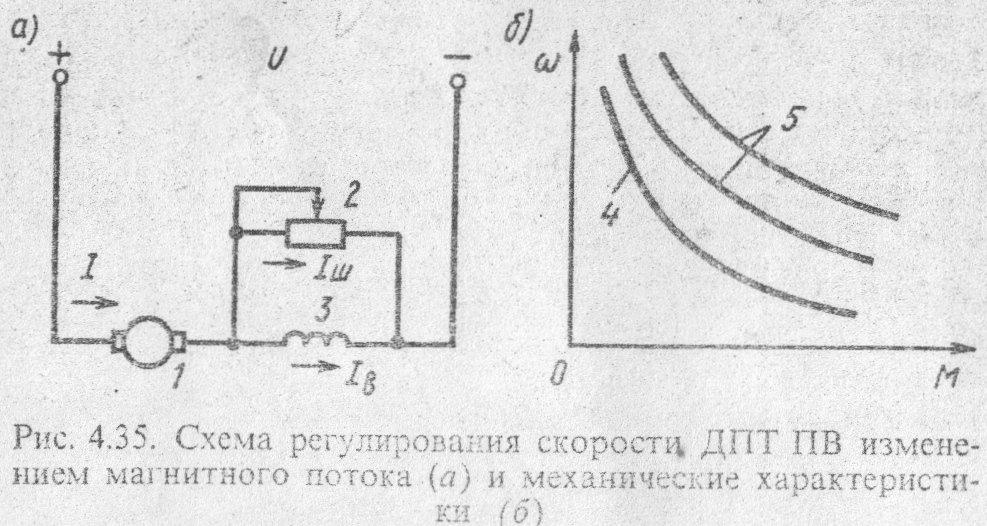
Рис.2.1. Схема регулювання швидкості ДПС ПЗ зміною магнітного потоку (а) та механічні характеристики (б)
Для визначення вигляду і розташування штучних механічних характеристик двигуна, що отримуються при різних величинах Rш, проведемо наступний аналіз.
При Rш = ∞ (розрив шунтуючого ланцюга) двигун виявляється включеним за своєю основною схемою, чому відповідає природна характеристика 4 (мал. 4.35, б).
При 0 < Rш < ∞ частина струму якоря відгалужується в шунтуючий ланцюг (Іш ≠ 0), тому струм збудження Ів і магнітний потік Ф зменшуються і викликає збільшення швидкості двигуна, при цьому штучні механічні характеристики 5 маються в своєму розпорядженні вище природною.
При М→0 І→0, Ів→0, Ф→0 і швидкість ω→∞, тобто і в цьому випадку вісь швидкості є асимптотою для всіх штучних механічних характеристик. Показники регулювання швидкості цим способом для ДПТ ПЗ збігаються з таким для ДПТ HЗ.
3. Розрахункова частина.
Розрахунок потужності електродвигуна відповідно до варіанта.
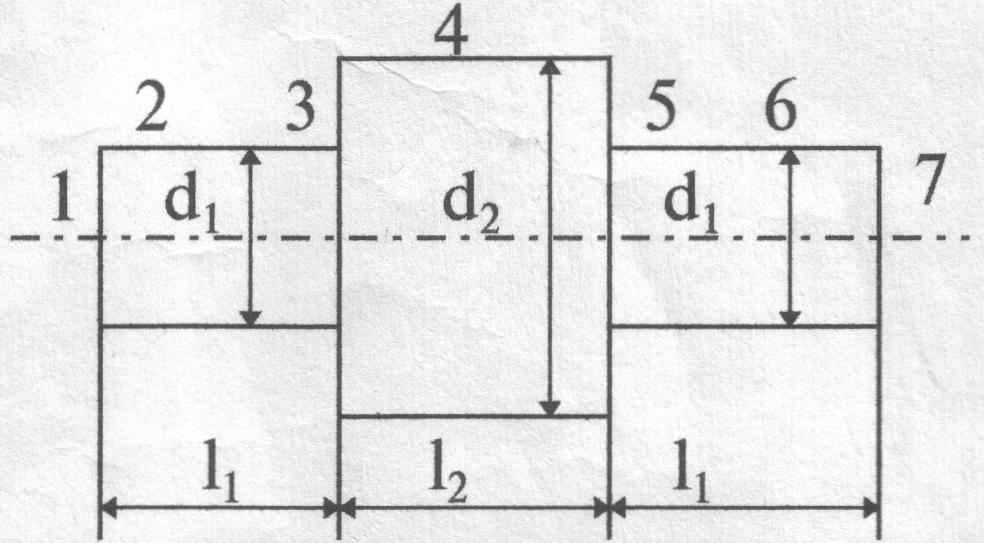
l1 = 15
l2 = 30
d1 = 60
d2 = 80
|
№ п\п |
Операція | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 | |
|
1,5 |
3 |
2 |
1,5 |
5 |
3 |
1,5 | |
Щоб число проходів було цілим і парним необхідно в процесі розрахунку провести коректування глибини різання. У загальному випадку кількість проходів визначається за формулою:
 ,
де
,
де
h - перевищення розміру заготівлі над розміром готової деталі;
R - глибина різання.
|
h1 |
55 мм |
|
h2 |
25 мм |
|
h3 |
5 мм |
|
h4 |
5 мм |
|
h5 |
5 мм |
|
h6 |
25 мм |
|
h7 |
55 мм |
Для кожного переходу визначається швидкість, зусилля та потужність різання.
h 1 = 55; R1 = 1,5
 ,
приймаємо m1
= 38. Звідси коректирована глибина
,
приймаємо m1
= 38. Звідси коректирована глибина
різання:
 ,
,

Аналогічно для усіх інших операцій:
h 2 = 25; R2 = 3
 ,
приймаємо m2
= 10.
Звідси коректирована глибина
,
приймаємо m2
= 10.
Звідси коректирована глибина
різання:

h 3 = 5; R3 = 2
 ,
приймаємо m3
= 4.
Звідси коректирована глибина
,
приймаємо m3
= 4.
Звідси коректирована глибина
різання:

h 4 = 5; R4 = 1,5
 ,
приймаємо m4
= 4.
Звідси коректирована глибина
,
приймаємо m4
= 4.
Звідси коректирована глибина
різання:

h 5 = 5; R5 = 5
 ,
приймаємо m5
= 2.
Звідси коректирована глибина
,
приймаємо m5
= 2.
Звідси коректирована глибина
різання:

h 6 = 25; R6 = 3
 ,
приймаємо m6
= 10.
Звідси коректирована глибина
,
приймаємо m6
= 10.
Звідси коректирована глибина
різання:

h 7 = 55; R7 = 1,5

 ,
приймаємо m7
= 38. Звідси коректирована глибина
,
приймаємо m7
= 38. Звідси коректирована глибина
різання:

Для кожного переходу визначається швидкість, зусилля і потужність різання.
Швидкість різання:
 ,
де
,
де
Cv = 221 – коефіцієнт, що характеризує матеріал різця, матеріал оброблюваної деталі, вид токарського верстата;
Tm – стійкість різця (Т=60 хв.);
m, Xv i Yv – показники ступеня, що залежать від властивості оброблюваного матеріалу, матеріалу різця і виду обробки;
Kv – загальний поправочний коефіцієнт на швидкість різання. При сталі 45і непохитності різця 60 хв. Kv = 1,15
Приймаємо m = 0,2; Xv = 0,18; Yv = 0,5.
t – откоректирована глибина різання.
S = 0,8 – подача супорта.

Аналогічно для усіх інших операцій:






Зусилля
різання на кожному переході:
 ,
,
де: Cf = 340;
Xv = 0.18;
Yv = 0.5;
Q = -0.4;
Kf2 = 1.33.
 Н
Н
 Н
Н
 Н
Н
 Н
Н
 Н
Н
 Н
Н
 Н
Н
Потужність різання на кожному переході
 ,
де
,
де
Fz – зусилля різання;
V – швидкість різання.
 кВт
кВт
 кВт
кВт
 кВт
кВт
 кВт
кВт
 кВт
кВт
 кВт
кВт
 кВт
кВт
Результати розрахунків зручно занести в таблицю:
|
№ переходу |
Швидкість різання V, об/хв. |
Зусилля різання F, H |
Потужність різання P, кВт |
|
1 |
117,22 |
630,73 |
1,23 |
|
2 |
106,24 |
723,87 |
1,28 |
|
3 |
120,36 |
607,85 |
1,22 |
|
4 |
120,36 |
607,85 |
1,22 |
|
5 |
106,24 |
723,87 |
1,28 |
|
6 |
106,24 |
723,87 |
1,28 |
|
7 |
117,22 |
630,73 |
1,23 |
Для визначення ККД верстата на всіх переходах скористаємося наступним співвідношенням:
 ,
де
,
де
а – коефіцієнт постійних втрат;
в – коефіцієнт змінних втрат;
Кі – коефіцієнт завантаження верстата.
Коефіцієнти а і в відповідно рівні:
а = 0,15
в = 0,1
Коефіцієнт завантаження:
 ,
,
Pz max – найбільша потужність різання.


Аналогічно для усіх інших операцій:




Визначаємо коефіцієнт корисної дії:
Аналогічно для усіх інших операцій:


Визначаємо потужність на валу двигуна:
 ,
де
,
де
Pz – потужність різання;
𝜂 – коефіцієнт корисної дії.


Визначаємо кількість обертів:

d – одержуваний діаметр оброблюваної деталі.


Аналогічно для усіх інших операцій:






Визначаємо машинний час для кожного переходу:

h – перевищення розміру заготівлі над розміром готової деталі;
m – кількість проходів;
S – подача;
n – кількість обертів.
 хв.
хв.
Аналогічно для усіх інших операцій:
 хв.
хв.
 хв.
хв.
 хв.
хв.
 хв.
хв.
 хв.
хв.
 хв.
хв.
Результати зручно занести в таблицю:
|
№ переходу |
Кі |
𝜂і |
Рі, кВт |
nі, об/хв. |
tmi, хв. |
|
1 |
0,96 |
0,8 |
1,55 |
622,2 |
4,2 |
|
2 |
1 |
0,8 |
1,60 |
563,9 |
0,55 |
|
3 |
0,95 |
0,8 |
1,53 |
479,13 |
0,05 |
|
4 |
0,95 |
0,8 |
1,53 |
479,13 |
0,05 |
|
5 |
1 |
0,8 |
1,60 |
422,93 |
0,03 |
|
6 |
1 |
0,8 |
1,60 |
563,9 |
0,55 |
|
7 |
0,96 |
0,8 |
1,55 |
622,2 |
4,2 |
Приймемо паузу між операціями 0.1 хв.
Прийнявши час пауз між окремими операціями і сумарне час пауз Ʃtп.
Знайдемо час циклу обробки:


Знайдемо потужність холостого ходу верстата:
 ,
де
,
де
а – коефіцієнт постійних втрат
