

attachments / sms-demag 2012
.pdfВспомогательные механизмы прокатных станов
Тип прокатного стана |
Скорость перемещения верхнего валка, мм/с |
|
|
|
|
На блюмингах: 1100-1300 1150 800-900 |
80-200 |
50-120 40-80 |
|
|
|
Слябинги |
|
100-150 |
|
|
|
Толстолистовые и среднелистовые |
|
12-25 |
|
|
|
Сортовые |
|
2-5 |
|
|
|
Тонколистовые четырехвалковые |
|
0,05-1,0 |
|
|
|
Тонколистовые горячей и холодной прокатки |
|
0,05-0,2 |
|
|
|
Реверсивные холодной прокатки тонкого листа |
|
0,01-0,02 |
|
|
|
НУ обжимных, толстолистовых станов работают в повторно-кратковременном режиме с большой частотой включения. Число перемещений валка блюминга достигает 1000-2000 перемещений в час. Для различных блюмингов ПВ составляет от 0,3 до 0,41, толстолистовых станов ПВ= 0,18 - 0,3.
Внепрерывных листовых станах горячей прокатки, сортовых, заготовочных и проволочных НУ работает в кратковременном режиме, так как верхний валок перемещается только при настройке стана.
Внепрерывных и реверсивных станах холодной прокатки частота включений НУ достигает 150-
200 включений в час при ручном управлении. В непрерывных листовых станах с автоматическим регулированием толщины полосы частота включений НУ достигает 1800 включений в час.
Перемещение верхнего валка производятся посредством двух нажимных винтов, вращаемых ЭП, и неподвижно закреплённых на станине клети гаек. Для предотвращения ударов при захвате слитков даже при отсутствии металла в валках должны быть выбраны все зазоры между в НУ. Это обеспечивает уравновешивающее устройство (грузовое или гидравлическое), поджимающее вверх подушку верхнего валка. Значительно реже применяются пружинное или пружинное с обратными винтами.
Вспомогательные механизмы прокатных станов
Грузовое уравновешивание применяют для быстроходных механизмов при перемещении верхнего валка на большую высоту (до 2000 мм на блюмингах и слябингах). Оно осуществляется при помощи грузов, расположенных под рабочей клетью.
Гидравлическое уравновешивание применяют как при большом ходе верхнего валка (на обжимных станах), так и при небольшом растворе валков (на четырехвалковых станах). Оно работает бесшумно, без толчков, имеет небольшие габариты и легко управляемо при работе стана. Развиваемое плунжером усилие составляет 1,2-1,4 веса уравновешиваемых деталей.
Пружинное уравновешивание применяется в тех случаях, когда высота подъема не превышает 50-100 мм. Используется для сортовых станов с постоянным расположением валков. Применяется редко.
Пружинное уравновешивание с обратными винтами, в котором пружины опираются на подвижные опорные гайки, движущиеся со скоростью, равной скорости перемещения валка. Подушка верхнего валка подвешена на тягах, опирающихся на уравновешивающие пружины, которые установлены на подвижной опорной гайке. Гайка находится на полом обратном винте. Шаг полого винта равен шагу нажимного винта, что способствует равенству линейных скоростей нажимного винта и подвижной опорной гайки, на которой находится пружина, удерживающая подушку валка. Такая система уравновешивания применяется сравнительно редко из-за своей большой высоты, дополнительных потерь на трение в обратном винте и сложности конструкции.
В качестве привода НУ обжимных, толстолистовых, непрерывных тонколистовых станов горячей и холодной прокатки с автоматическим регулированием толщины полосы применяют дпт. В качестве привода непрерывных станов используют электродвигатели переменного тока. ЭП нажимных устройств по мощности достигает 2x800 кВт.
ЭП отрабатывает заданное перемещение валка и обеспечивает синхронность перемещения опор валка. Это обеспечивается за счёт взаимосвязанных контуров перемещения правого и левого приводов, которые снабжены датчиками перемещения.
Вспомогательные механизмы прокатных станов
Рольганги предназначены:
-для транспортирования металла к прокатному стану;
-для задачи металла в валки и приема его из валков;
-для передвижения металла к ножницам, пилам правильным и другим машинам.
Общая длина рольгангов весьма значительна, а вес их достигает 20-30% от общей массы механического оборудования прокатного стана.
По назначению рольганги делятся на рабочие и транспортные.
Рабочие рольганги расположены непосредственно у рабочей клети стана и служат для задачи прокатываемого металла в валки и приема его из валков. Первые ролики, расположенные справа и слева от валков стана ( по одному или по два с каждой стороны), называют станинными. Эти ролики применяют только на крупных нажимных станах при прокатке слитков и заготовок относительно небольшой длины, а также на черновых клетях толстолистовых станов. Станинные ролики задают металл в валки со скоростью, близкой к окружной скорости валков, и принимают металл по выходе из них. Поэтому станинные ролики приводятся от индивидуальных электродвигателей, скорость которых регулируется в соответствии со скоростью прокатки.
К рабочим рольгангам относятся так называемые раскатные рольганги, которые используются в работе, когда длина раската становится больше длины основных рабочих рольгангов. В нереверсивных станах с последовательным расположением клетей эти рольганги называют также задающими и приемными.
Транспортные рольганги (подводящие и отводящие) предназначе-ны для связи между собой отдельных вспомогательных машин и устройств стана.
Разновидностью транспортных рольгангов являются:
приемный рольганг, который расположен в начале прокатного стана и служит для приема
заготовок;
пакетирующие рольганги, которые устанавливаются перед ножницами (для подачи на резку профилей пачками) или за ножницами (для передачи пачек профилей на холодильник).
Вспомогательные механизмы прокатных станов
Основными параметрами рольгангов является диаметр и длина бочки, шаг между роликами и скорость их вращения. С целью снижения массы рольганга и уменьшения мощности двигателя диаметр ролика выбирают минимальными по условиям прочности. Длину бочки роликов принимают равной длине бочки валков для рабочих рольгангов, для транспортных рольгангов - на 150-200 мм больше ширины транспортируемого проката. Шаг роликов выбирают из условия, что раскат должен лежать не менее чем на двух роликах, однако он не должен быть очень большим, чтобы раскат не прогибался.
Скорость вращения роликов рабочих рольгангов должна быть на 10-15 % выше скорости выходящего из прокатных валков металла. Для транспортных рольгангов скорость определяется типом и назначением прокатного стана и характером выполняемых технологических операций. Так, для подводящих рольгангов блюминга, транспортирующих тяжелые слитки, скорость равна 1,5-2 м/с, а у отводящих рольгангов за непрерывным широкополосным станом горячей прокатки - до 30 м/с.
Режимы работы ЭП рольгангов зависят от назначения и типа прокатного стана. Рабочие рольганги реверсивных обжимных станов имеют повторно-кратковременный режим с числом включений более 1000 в час. Задающие и приемные рольганги у клетей нереверсивных станов работают в длительном режиме, однако при перестройке стана на новый сортамент имеют значительное количество пусков и торможений. Транспортные рольганги в зависимости от назначения участка могут иметь длительный и повторно-кратковременный режим работы.
При рассмотрении технологического процесса на участке установки рольганга необходимо определить требования по регулированию скорости. Регулируемые рольганги могут быть с плавной или ступенчатой регулировкой скорости. Плавное регулирование скорости имеют рольганги, обслуживающие регулируемые рабочие клети нереверсивных станов с длительным режимом работы. Диапазон регулирования скорости рольганга связан с диапазоном регулирования соответствующей клети и выбирается с учетом некоторых специфических требований. Например, наибольшая скорость отводящих рольгангов берется выше скорости клети для создания разрыва между прокатом. Ступенчатую регулировку скорости с двумя или тремя ступенями имеют рабочие рольганги реверсивных обжимных станов, а также некоторые участки транспортных рольгангов, перестраиваемых на требуемую скорость в зависимости от размеров прокатываемого профиля. Когда требуется точная остановка проката (загрузка печей, устранение сильных ударов об упор в конце линии стана) применяют пониженную "ползучую" скорость.

Вспомогательные механизмы прокатных станов
По конструктивному выполнению рольганги могут быть с групповым и индивидуальным ЭП
роликов.
Рольганг с групповым ЭП. При групповом ЭП секция рольганга состоит из 2-10 роликов и имеет общий ЭП. Групповой ЭП применяется для рольгангов, работающих в тяжелых режимах. Кроме того, применение группового ЭП обусловлено прокаткой коротких по сравнению с шагом рольганга заготовок и вследствие этого возникновение большой нагрузки, приходящейся на один ролик. Применение индивидуального ЭП в этом случае привело бы к увеличению установленной мощности, значительно превышающей мощность группового ЭП. Из-за большой частоты пусков и торможений и значительной мощности, а также необходимости регулирования скорости для привода рабочих рольгангов применяются дпт, питающиеся от индивидуального генератора или тиристорного преобразователя.
Это позволило значительно сократить время протекания переходных процессов ЭП и, соответственно, увеличить производительность прокатного стана. С целью уменьшения момента инерции ЭП для рабочих рольгангов используются два ЭД половинной мощности, работающие на один вал. ЭД питаются от одного усилителя мощности. Этим же обеспечивается резерв, но при вдвое уменьшенной мощности.
Если регулирование скорости рабочего рольганга не требуется и частота его включений не превышает 500, то при мощности электродвигателя не более 60-80 кВт применяется ад с ф.р. Такие ЭП применяются у обжимных клетей трио, на участке транспортировки тяжелых заготовок, где велики нагрузки на один ролик, а также для приемных рольгангов блюмингов, загрузочных и приемных рольгангов печей и некоторых промежуточных рольгангов.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
1 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
1 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
2 |
2 |
2 |
Кинематическая схема рольганга с групповым и индивидуальным приводом роликов

Вспомогательные механизмы прокатных станов
Рольганг с индивидуальным ЭП применяется для станинных роликов и транспортных рольгангов уже раскатанной заготовки. Этот привод получил широкое распространение благодаря своим существенным преимуществам: возможности продолжения работы при выходе из строя одного или нескольких электродвигателей; простоте ремонтов из-за отсутствия длинных трансмиссионных валов и конических передач, которые ведут к длительным простоям при поломках; возможности замены двигателя без остановки рольганга и прокатного стана; малого веса двигателей; секции рольганга типизируются и являются механизмами серийного производства, в то время как рольганги с групповым приводом являются механизмом индивидуального производства.
Для индивидуального ЭП наиболее целесообразно применение ад с к.з.р. специальной конструкции с большим пусковым моментом - это рольганговые двигатели серии АР. Двигатели рольганговые питаются от ПЧ с диапазоном регулирования 4:1, причем максимальная частота не должна превышать 60 - 70 Гц, а минимальная частота должна быть не ниже 10 Гц, что определяется характеристиками рольганговых двигателей.
Для индивидуального ЭП рольгангов применяются дпт при необходимости иметь частые и многоступенчатые изменения скорости. ЭП роликов осуществляется в этом случае по системе ТП-Д, а регулирование скорости осуществляется изменением напряжения питающего ТП.
ЭП рольгангов выполняется редукторным и безредукторным. Выбор типа привода в таком случае должен происходить сравнением вариантов привода по капитальным затратам и по эксплуатационным показателям работы.

Вспомогательные механизмы прокатных станов
Вспомогательные механизмы прокатных станов
Ножницы применяются для поперечного и продольного резания горячего и холодного металлопроката. Применяются следующие виды резания металла:
-порезка металлопроката на мерные длины;
-обрезание переднего и заднего концов;
-продольное разрезание широких листов на ленты;
-обрезание кромок у листов.
В зависимости от характера резания применяют различную конструкцию ножей, которые определяют следующие типы ножниц:
-с параллельными ножами;
-с наклонными ножами;
-ножницы поперечной резки с катящимся резом;
-летучие;
-дисковые.
Ножницы с параллельными ножами предназначены для поперечной резки горячего металла квадратного, прямоугольного и круглого сечения после прокатки его на блюмингах, слябингах, заготовочных и сортовых станах, а также поперечной резки холодного металла (в этом случае профиль ножа соответствует форме поперечного сечения разрезаемого металла).
Основными параметрами ножниц являются:
-максимальное усилие резания Р;
-ход ножей Н;
-длина ножей L;
-количество резов в минуту (производительность).
Ножницы поперечной резки с параллельными ножами делятся на две основные группы: а) ножницы с верхним подвижным ножом (верхним резом); б) ножницы с нижним подвижным ножом (нижним резом).

Вспомогательные механизмы прокатных станов
Движение от двигателя через редуктор и кривошипный механизм передается верхнему ножу, который движется вниз и разрезает металл. Этот тип ножниц получил широкое распространение из-за своей простой кинематики. Однако эти ножницы имеют два существенных недостатка:
1)после порезки на нижней грани разрезаемого металла образуется заусенец, который препятствует дальнейшему продвижению металла по рольгангу;
2)отрезаемая часть металлопроката вместе с верхним ножом опускается ниже уровня рольганга, что требует наличия подъемно-качающегося стола, усложняющего конструкцию механизма ножниц.
Кинематическая схема ножниц с верхним резом 1 – верхний нож, 2 – нижний нож; 3 – опускающийся стол; 4 – разрезаемый металл; 5 – шестерня на валу двигателя.
Ножницы с нижним резом не имеют таких недостатков, но они сложнее по конструкции. Наиболее универсальны ножницы с плавающим эксцентриковым валом. Двигатель ножниц, редуктор и универсальный шпиндель передают движение плавающему эксцентриковому валу, который может вращаться как вокруг оси, которая проходит через подшипники в тягах нижнего ножа (если он неподвижный), как и вокруг оси, которая проходит через подшипники в суппорте верхнего ножа при условии его неподвижности.
Вспомогательные механизмы прокатных станов
В начале движения суппорт нижнего ножа под действием своего веса удерживается в начальном положении. Суппорт верхнего ножа уравновешен, так как верхний нож и прижим начинают движение и опускаются. После соприкосновения с разрезаемым металлом верхний нож останавливается, так как металл, который находится под ним, лежит на неподвижном рольганге. Затем начинает подниматься нижний нож вместе с прижимом и происходит резание металла. Возврат верхнего и нижнего ножей в исходное положение после резания осуществляйся в обратной порядке. Вначале под действием собственного веса опускаются суппорт нижнего ножа и прижим. Затем, когда нижний нож останавливается в исходном положении, начинает подниматься верхний нож вместе с прижимом. Команда на остановку электропривода ножниц в исходном положении подается путевым командоаппаратом, связанным с редуктором ножниц.
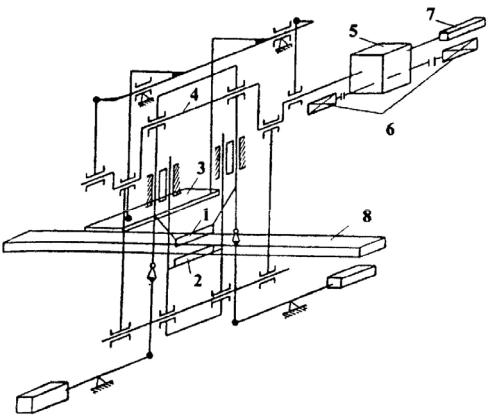
Кинематическая схема ножниц с нижним резом 1 – верхний нож, 2 – нижний нож;
3 – прижим; 4 – плавающий эксцентриковый вал; 5 – редуктор; 6 – двигатели; 7 – путевой командоаппарат; 8 – разрезаемый металл.
В зависимости от толщины разрезаемого металла, процесс резания может проходить по круговому циклу (если эксцентриковый вал совершает полный оборот) или по качательному циклу (если за цикл работы ножниц эксцентриковый вал совершает меньше одного оборота). В этом случае ЭП работает в реверсивном режиме.
Привод ножниц с параллельными ножами осуществляется по системе ТП-Д.