

Содержание отчёта
1. Назначение, функции и структурная схема аппаратуры АУК – 1М.
2. Принцип действия. Указать режимы работы аппаратуры с анализом работы (по указанию преподавателя).
3. Выводы
Контрольные вопросы
1. Назначение и область применения аппаратуры АУК -1М.
2. Состав аппаратуры и принцип действия аппаратуры АУК – 1М.
3. Назначение органов управления на пульте и блоке управления аппаратуры АУК –1М.
Рекомендуемая литература
1. Справочник по автоматизации шахтного конвейерного транспорта / Стадник Н.И., Ильюшенко В.Г., Егоров С.И и др. - К.: Техника, 1992. - 438с.
2. Автоматизация производства на угольных шахтах / Г.И. Бедняк, В.А.Ульшин, В.П. Довженко и др. - К.: Техника, 1989. - 272с.
3. Автоматизация процессов подземных горных работ /Под. ред. проф. А.А. Иванова. - К.: Донецк: Вища шк., 1987. - 328с.
4. Батицкий В.А., Куроедов В.И., Рыжков А.А. Автоматизация производственных процессов и АСУ ТП в горной промышленности. - М.: Недра 1991. - 303с.
ЛАБОРАТОРНАЯ РАБОТА № 4
Т е м а: «ИССЛЕДОВАНИЕ Аппарат контроля скорости
И пробуксовки типа ксп»
Цель работы - изучение конструкции и исследование принципа действия аппарата контроля скорости и пробуксовки ленточных конвейеров типа КСП.
Краткие сведения об аппаратуре ксп
Назначение
Аппарат контроля скорости и пробуксовки КСП предназначен для контроля скорости и пробуксовки ленты и защиты от перегрузок ленточных конвейеров с номинальными скоростями движения ленты в пределах 1,4 – 5 м/с.
Область применения
Аппарат предназначен для работы в шахтах, опасных по газу и пыли, в условиях умеренного, холодного или тропического климата (температура окружающего воздуха от –10 до +40 °С, относительная влажность до 100% при температуре 35 °С).
Аппарат используется со специальным приспособлением контроля скорости приводного барабана конвейера с применением датчика ДМ-2М (ДМ-3).
Функции
Аппарат КСП обеспечивает:
выдачу команды на управление механизмом натяжения ленты на начальной стадии проскальзывания, предотвращая развитие этого процесса;
сигнализацию о нарушениях нормального режима работы конвейера (начальной стадии развития проскальзывания и превышении номинальной скорости ленты);
отключение привода конвейера при аварийных режимах работы, вызванных появлением проскальзывания ленты, равного 18 % или—7 % (знак минус свидетельствует о том, что лента по скорости опережает приводной барабан, что характерно для бремсберговых конвейеров), снижением скорости ленты до 0,75Vн ,привода до0,88Vн ,превышением лентой скорости1,08Vн и неисправностью цепей датчиков скорости;
выдачу команды на наложение тормозов при снижении скорости ленты до 0,2— 0,5м/с и при превышении скорости 1,08Vн;
выдачу команды на включение последующего в линии конвейера при достижении лентой в процессе разгона конвейера скорости 0,94Vн.
Состав
Аппарат KCП имеет прямоугольный корпус (см. рис. 1), который обеспечивает степень защитыJP54по ГОСТ 14254-60.
На крышке корпуса расположены приводы кнопок "Деблокировка" и "Проверка", закрытые откидным щитком. Электронные элементы аппарата собраны на печатной плате. На открытой части платы (см. рисунок 2) расположены: кнопки 1- "Деблокировка", 7-"Проверка", 2-"Настройка"; резисторы настройки на скорость ленты 4-"Грубо", 5- "Точно" ; резисторы настройки на скорость барабана 6-"Грубо", 7-"Точно" ;семисегментные индикаторы 8 - абсолютной скорости ленты, 11- процентного снижения (превышения) скорости; светодиоды 10 (+) и (-) знака снижения (превышения) скорости; семисегментный индикатор 9; светодиод 12 значения пробуксовки; светодиоды 14 "Д1", 15 "Д2", 16-"Пуск", сигнализирующие о срабатывании технологических датчиков Д1, Д2и отсутствии сигнала пуска конвейера; светодиод 13 "Отказ".
На цифровых индикаторах 9, 11 высвечиваются следующие аварийные сообщения:
ПРС – превышение скорости ленты Vлнад номинальной Vн;
СНС – снижение скорости ленты Vл относительно номинальной Vн;
СНБ – снижение скорости барабана Vб;
З – затянувшийся пуск привода конвейера;
СНП – пробуксовка (Vл < Vб);
ПРП – пробуксовка (Vл > Vб);
ОБП – обрыв провода датчика скорости ленты;
ОББ – обрыв провода датчика скорости барабана.
Электронная схема аппарата КСП выполнена на базе микропроцессорной техники и состоит из следующих функциональных узлов (см. рис. 3):
5 - блок преобразования, который преобразует сигналы от датчиков скорости ленты и барабана в вид, необходимый для устойчивой работы аппарата;
6 - генераторы опорных частот, обеспечивающих заполнение сигналов датчиков скорости импульсами, определяющими необходимые уставки при настройке на различные скорости конвейера;
7 - блок контроля технологических датчиков, формирующий сигналы от этих датчиков;
8 - модуль программного управления, выполняющий записанную в ПЗУ программу работы аппарата;
9 - блок индикации обеспечивает в рабочем режиме индикацию абсолютной скорости конвейера, процентное отклонение скорости ленты и барабана относительно их номинальных значений в цифровом виде, информацию о состоянии технологических датчиков и мнемоническое сообщение о виде аварии при аварийной остановке конвейера;
10 - блок выходных реле, который подключает аппарат к другим средствам автоматизации конвейерного транспорта (АУК, УКИ и т.п.);
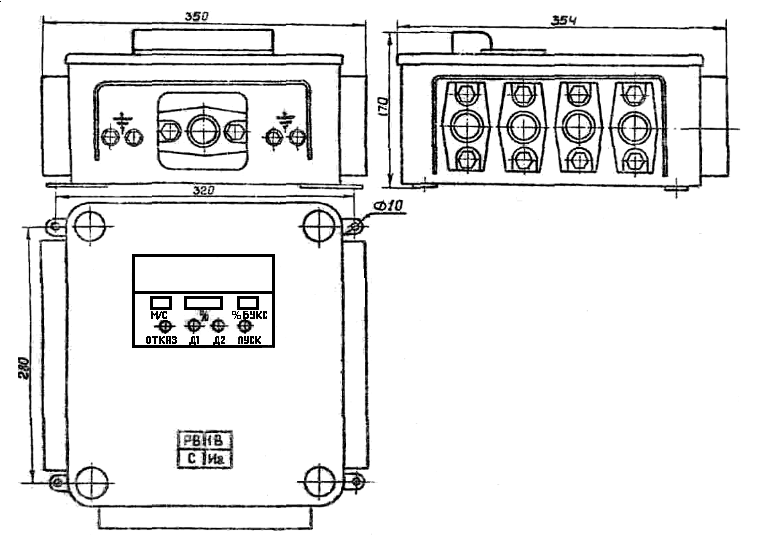
Рисунок 1 – Внешний вид аппарата КСП
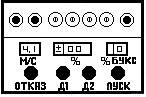
Рисунок 2 – Органы настройки и индикации аппарата КСП
11 - источник питания, обеспечивает питание стабилизированным напряжением +5В интегральные микросхемы и транзисторы, нестабилизированным напряжением +12В - линии контроля технологических датчиков, переменным напряжением 12В - входные цепи аппаратуры АУК.1М (цепи для включения датчика скорости).
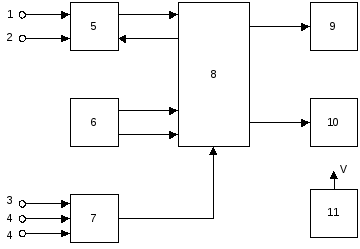
Рисунок 3 - Структурная схема аппарата КСП
Кроме того, на рис. 3 обозначено: 1 – датчик скорости барабана; 2 – датчик скорости ленты; 3 - контакт пускателя привода; 4 - технологические датчики (температура и уровень масла в гидросистеме тормоза конвейера).
Блок выходных реле содержит реле, функциональное назначение которых следующее:
К4 - реле контроля малых скоростей ленты. Реле включается при достижении лентой скорости, большей 0,2 -0,5 м/с, отключается при снижении скорости ленты до 0,2 - 0,5м/с, а также при срабатывании технологических датчиков и превышении скорости ленты сверх допустимого значения.
К5 - реле контроля пробуксовки. Реле включается при подаче питающего напряжения, отключается при наличии пробуксовки выше допустимого значения, затянувшемся пуске, повреждении цепей датчиков скорости, срабатывании технологических датчиков.
К6 - реле используется для блокировки с аппаратурой АУК. Реле включается при достижении конвейером скорости (0,8-0,84)Vн.
К7 - реле управления короткозамыкателем. Реле включается при 0,96Vн,отключается при 0,75Vнили 1,08 Vн,при снижении скорости привода до 0.85Vноми ниже, при пробуксовке – свыше допустимого значения, при повреждении цепей датчиков скорости, при срабатывании технологических датчиков.
К8 - реле превышения скорости ленты. Реле включается при подаче питающего напряжения и отключается при достижении скорости 1,08 Vн,при повреждении цепей датчиков скорости, при срабатывании технологических датчиков.
Принцип работы
Работа аппарата КСП определяется программой, записанной в ПЗУ микропроцессорного модуля программного управления. После подачи питания на аппарат, микроконтроллер выполняет тестовые программы, включает реле К5, К8, обнуляет регистры и ячейки внутреннего ОЗУ, индицирует нулевое значение скорости конвейера, проверяет наличие сигнала о пуске конвейера, при отсутствии этого сигнала контролирует состояние технологических датчиков, индицирует отсутствие пуска и ждёт его появления.
При появлении сигнала о пуске конвейера контролируется наличие движения по сигналам от датчиков скорости. Если сигналы от датчиков отсутствуют в течение 60 с, индицируется затянувшийся пуск. При наличии движения вычисляется скорость конвейера. Когда скорость достигает 0,4 м/с, подхватываются колодки тормоза, и аппарат переходит к вычислению снижения скорости ленты.
Вычисленное значение относительной скорости ленты загружается в соответствующие ячейки ОЗУ для последующего вычисления пробуксовки. Величины отклонения сравниваются с уставками, заданными в программе, и при их превышении заносятся в счётчики соответствующих ячеек ОЗУ. Здесь же проверяется точность настройки после режима настройки, индицируется процент отклонения скорости ленты, контролируются технологические датчики. Когда скорость конвейера достигнет значения (0,8-0,84)Vн,выдаётся сигнал аппаратуре управления типа АУК о запуске конвейера.
Если скорость ленты конвейера не достигнет этого значения за время 60 с, выдаётся команда на отключение конвейера и индицируется затянувшийся пуск.
Когда скорость ленты конвейера достигнет значения 0,96Vн,выдаётся команда на включение короткозамыкателя.
При выходе конвейера на рабочий режим вычисляется количество проходов программы для аварийного отключения в зависимости от скорости конвейера (введение такой зависимости позволяет стабилизировать время на аварийное отключение конвейера при различных номинальных скоростях конвейера); запоминается и индицируется значение скорости.
В зависимости от режима работы аппарата только с датчиком скорости ленты или с датчиком скорости вращения барабана программа или вычисляет пробуксовку, или переходит к анализу состояния аварийных счётчиков.
Вычисление пробуксовки производится путем вычисления скорости вращения барабана относительно номинальной скорости со сравнением её с ранее измеренной относительной скоростью ленты. На этом участке программы индицируется среднеарифметическое значение пробуксовки за число аварийных проходов и состояние технологических датчиков. Аварийные значения пробуксовки заносятся в счётчик. После настройки проверяется точность настройки по пробуксовке, проверяется состояние технологических датчиков, измеряется скорость с занесением информации об отклонении от уставки в счётчик.
Выполнив измерения всех параметров скорости, программа начинает анализировать аварийные счётчики. В режиме настройки анализ не производится, и программа повторяет цикл измерения параметров.
При наличии аварий происходит отключение конвейера, индицируется мнемоническое сообщение о виде аварии. При превышении скорости происходит немедленное наложение тормозов и аппарат блокируется. При срабатывании технологических датчиков тормоза накладываются мгновенно, но аппарат не блокируется, программа возвращается в начало, ожидая повторного запуска, индицируя светодиодами Д1, Д2 сработавший датчик.
При других авариях идёт поиск скорости конвейера 0,5 м/с, при которой накладываются тормоза, и после этого аппарат блокируется. Повторный запуск конвейера возможен только после нажатия кнопки «Деблокировка», при этом программа начинает работать сначала.
В аппарате осуществляется выдержка времени (путем установки перемычки в блоке выходных реле), в течение которой блокируется контроль пробуксовки в начале разгона конвейера и контролируется состояние технологических датчиков.
Таким образом, при работе конвейера периодически измеряются текущие значения скорости движения ленты и поверхности приводного барабана путем пересчета количества импульсов, поступающих на входы счетчиков от генераторов опорных частот за время, равное Т1nи Т2n,где: Т1и Т2-периоды следования импульсов от датчиков скорости ленты и барабана;n-целое число, зависящее от значения номинальной скорости (скорости настройки) ленты.
Вычисляются отклонения скоростей от номинальной и сравниваются с уставками, заданными в программе.
Контроль длительности пуска конвейера осуществляется путём организации программных циклов на время затянувшегося пуска 30 - 60 с. на участке программы, где ожидается достижение скорости конвейера (0,8-0,84) Vн.