

Вивчення обладнання для дугового зварювання Мета роботи:
Ознайомитися з електричними схемами дугового зварювання.
Вивчити обладнання для дугового зварювання.
Вивчити маркірування електродів.
Основні теоретичні положення
Для розплавлювання металу при дуговому зварюванню використовується енергія електричної дуги між електродом і зварюваним металом. При цьому розвивається температура понад 60000С. Теплота дуги, що йде на розплавлювання металу, залежить від способу зварювання: найбільші втрати тепла спостерігаються при відкритій дузі, найменші - при зварюванні під шаром флюсу.
Джерелами дуги служать зварювальні перетворювачі, трансформатори і випрямлячі. До них ставляться наступні вимоги:
напруга холостого ходу (електричний ланцюг розімкнутий) повинна бути достатньою для порушення дуги і безпечною для людини; для джерел постійного струму - не менше 30-35В, змінного - не менше 50-55В; верхня границя не повинна перевищувати 80-90В;
струм короткого замикання, що виникає в момент торкання електрода і металу, не повинен викликати перегрів й пошкодження обмотки;
час відновлення напруги після короткого замикання до необхідного значення не повинен перевищувати 0,05сек., інакше кажучи, мати добрі динамічні властивості;
мати пристрій для регулювання зварювального струму;
мати достатню потужність для виконання зварювальних робіт;
володіти високим КПД.
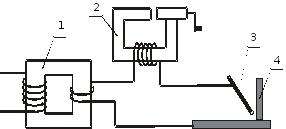
Рис. 1 – Схема зварювального устаткування для дугового зварювання: 1 – зварювальний трансформатор; 2-дросель; 3- електрод; 4-конструкція, що зварюють
Широке розповсюдження одержали зварювальні трансформатори (рис.1, 2), що складаються з магнітного осердя і двох обмоток: первинної, яка намагнічує осердя, і вторинної (з меншим числом витків), що індукує зварювальний струм. Вторинну обмотку приєднують одним кінцем до металу 4, що зварюється, другим, через дросель 2 - до електрода 3. Дросель 2 служить для регулювання струму. Струм залежить від величини повітряного зазору в магнітному осерді: чим менше зазор, тим менше зварювальний струм.
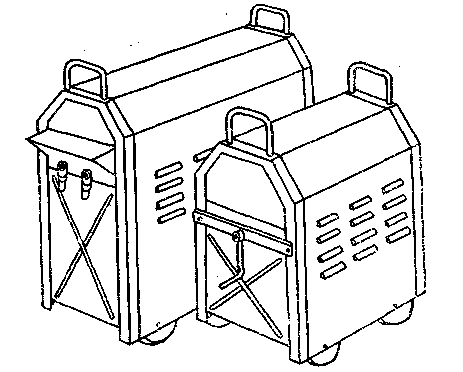
Рис.2 - Зовнішній вигляд трансформатора СТЕ-4 і регулятора РСТЕ-24
Дросель може бути виконаний на єдиному магнітному осерді, як це зроблено в зварювальному трансформаторі академіка Нікітіна (рис.3, 4).
О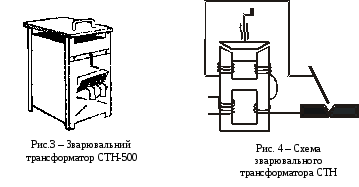 бов'язковим
елементом при дуговому зварюванні є
електроди. Вони можуть бути такими, що
неплавляться (графіт, вугілля, вольфрам)
і що плавляться, а також покритими і
непокритими. Покриття електродів
застосовується для стійкого горіння
дуги й одержання якісного металу шва,
для чого до складу електродного покриття
входять легко іонізуючі елементи, шлако-
і газоутворюючі
речовини,
що легують елементи і зв’язують
матеріали. Непокриті електроди
(зварювальний дріт) застосовують при
зварюванні в середовищі захисних газів
і під шаром флюсу.
бов'язковим
елементом при дуговому зварюванні є
електроди. Вони можуть бути такими, що
неплавляться (графіт, вугілля, вольфрам)
і що плавляться, а також покритими і
непокритими. Покриття електродів
застосовується для стійкого горіння
дуги й одержання якісного металу шва,
для чого до складу електродного покриття
входять легко іонізуючі елементи, шлако-
і газоутворюючі
речовини,
що легують елементи і зв’язують
матеріали. Непокриті електроди
(зварювальний дріт) застосовують при
зварюванні в середовищі захисних газів
і під шаром флюсу.
Принцип маркірування електродів для зварювання. На упаковках електродів наноситься умовне позначення у вигляді дробу з наступною вказівкою Дст, наприклад:
![]() ,
,
де
![]() -
тип електрода, де вказана межа міцності
при розтяганні (46 кг/мм2)
і підвищена пластичність (А);
-
тип електрода, де вказана межа міцності
при розтяганні (46 кг/мм2)
і підвищена пластичність (А);
![]() -
марка електрода, що вказує на
організацію-розроблювача;
-
марка електрода, що вказує на
організацію-розроблювача;
![]() -
діаметр електрода, мм;
-
діаметр електрода, мм;
![]() -
призначення (У - для вуглецевих
конструкційних сталей з σу
< 600МПа;
Л - для легованих конструкційних сталей
з σу
> 600МПа,
У - для високолегованих сталей, Н - для
наплавлення);
-
призначення (У - для вуглецевих
конструкційних сталей з σу
< 600МПа;
Л - для легованих конструкційних сталей
з σу
> 600МПа,
У - для високолегованих сталей, Н - для
наплавлення);
![]() -
товщина покриття (Д - товсте, М - тонке,
С - середнє, Г - особливо товсте);
-
товщина покриття (Д - товсте, М - тонке,
С - середнє, Г - особливо товсте);
![]() -
група за якістю виготовлення (3-я група
відповідає найбільш високим вимогам);
-
група за якістю виготовлення (3-я група
відповідає найбільш високим вимогам);
![]() -
характеристика металу шва. Перша група
цифр (43) вказує межу міцності в кг/мм2,
друге число (2) є умовним (воно може бути
від 0 до 7) і вказує відносне подовження:
чим більше число, тим пластичніший
метал; число в дужках характеризує
ударну в'язкість металу при негативних
температурах;
-
характеристика металу шва. Перша група
цифр (43) вказує межу міцності в кг/мм2,
друге число (2) є умовним (воно може бути
від 0 до 7) і вказує відносне подовження:
чим більше число, тим пластичніший
метал; число в дужках характеризує
ударну в'язкість металу при негативних
температурах;
![]() -
вид покриття: А
- кисле; Б - основне, Р - рутилове, Ц -
целюлозне, П - інші види, Ж - з добавкою
залізного порошку, дві букви - покриття
змішаного виду;
-
вид покриття: А
- кисле; Б - основне, Р - рутилове, Ц -
целюлозне, П - інші види, Ж - з добавкою
залізного порошку, дві букви - покриття
змішаного виду;
![]() -
припустиме просторове положення:
1 - всі положення, 2 - крім вертикального
зверху вниз, 3 - крім вертикального зверху
вниз і стельового, 4 - тільки нижнє;
-
припустиме просторове положення:
1 - всі положення, 2 - крім вертикального
зверху вниз, 3 - крім вертикального зверху
вниз і стельового, 4 - тільки нижнє;
![]() -
живлення дуги, тобто вказується рід
струму, напрямок полярності й напруга
холостого ходу.
-
живлення дуги, тобто вказується рід
струму, напрямок полярності й напруга
холостого ходу.
![]() -
стандарт на маркірування;
-
стандарт на маркірування;
![]() -
стандарт на електроди даного типу чи
ТУ на марку електродів.
-
стандарт на електроди даного типу чи
ТУ на марку електродів.
Частина умовних позначок приводиться на етикетці упаковки в розшифрованому вигляді, наприклад, припустиме просторове положення, рід і полярність струму і т.д.
Для забезпечення необхідної якості зварювальних робіт вибирають відповідний режим зварювання. Основними елементами режиму зварювання є діаметр електрода і сила струму. Діаметр електрода можна вибрати за формулою:
![]() ,
,
де d - діаметр електрода, мм;
S - товщина металу, що зварюється, мм.
Сила струму залежить від діаметра електрода (d) і визначається за формулою:
![]() ,
,
де I -сила струму, А;
α і β - експериментальні коефіцієнти, що для ручного зварювання сталевим електродом складають α = 6, β=20.
Робоче місце зварника
Робоче місце для зварювання повинне бути обладнано такими елементами (рис.5):
розподільному щитом, що має амперметр, вольтметр і сигнальну лампу;
зварювальний генератор чи трансформатор;
електродотримач із гнучким кабелем;
електроди;
кабель для приєднання робочого столу до трансформатора;
стіл і слюсарний інструмент (молоток, металеву щітка, зубило та ін.)
Роботу виконують усередині кабіни або місце зварювання повинне бути закрите ширмою для захисту сторонніх людей. Зварювальник повинен бути одягнений у брезентовий чи інший вогнестійкий костюм. Крім того, він забезпечується рукавицями, світлозахисною маскою, відповідним взуттям.
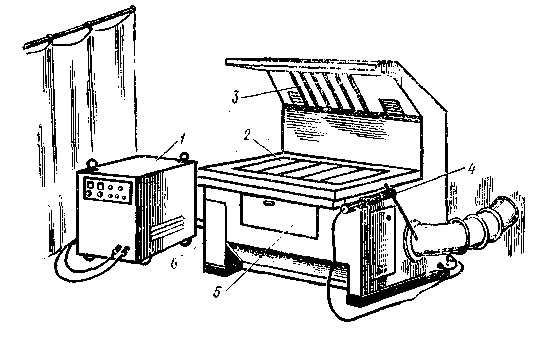
Рис.5 - Загальний вигляд стаціонарного посту для ручного дугового зварювання: 1 – джерело зварювального струму; 2 – зварювальний стіл; 3 – вбудована в стіл система газовідсмоктувача; 4 – електродотримач; 5 - шухляда для інструмента; 6 – шухляда для електродів
Методичні вказівки до виконання роботи
У процесі виконання лабораторної роботи необхідно вивчити принципові електричні схеми зварювальних трансформаторів і ознайомитися з їхніми конструкціями. Схеми заносять в журнал лабораторних робіт.
Відображають в журналі принципи маркірування електродів із прикладами електродних етикеток. Знайомляться з різними типами електродів. Замальовують схеми просторового положення зварених швів.
Вибирають режим зварювання для сталевих пластин за завданням викладача.
Запитання для самоконтролю
Назвіть обладнання для ручного дугового зварювання.
Укажіть джерела струму для зварювання.
Назвіть вимоги до джерел зварювального струму.
З якою метою застосовують електродні покриття?
За якими параметрами вибирається режим зварювання?
Як маркірують електроди?
Наведіть класифікацію електродів.
Лабораторна робота № 6