

2.8 Расчет транспортных средств
Необходимое число единиц транспортных средств определяется по формуле
 ;(7)
;(7)
гдеКт, - число транспортных операций, осуществляемых над каждой деталью Кт= 4);
Q- масса единицыj-го типоразмера детали, кг (см. табл. 2);
q- грузоподъемность транспортных единиц, кг (q=200 кг);
Кис- коэффициент использования грузоподъемности транспортных средств;
Lср- среднее расстояние между двумя пунктами перевозки, м (Lср= 80-200м);
Vср- средняя скорость движения транспортного средства, м/мин (Vср = 50-100 м/мин);
tзиtр- время на загрузку и разгрузку транспортного средства, мин (tз= 5-10 мин,tр= 10-5 мин).
Расчёт для базового варианта:
![]() ;
;
Расчёт для проектного варианта:
![]() ;
;
2.9 Расчет количества промышленных роботов (пр)
 (8)
(8)
где to – основное время обработки на операции, мин.,
tв – вспомогательное время , мин.
Расчет ПР производится только для фрезерной и шлифовальной операций проектируемого варианта.
Расчёт для фрезернойоперации:
![]() ;
;
Расчёт для шлифовальной операции:
![]() .
.
2.10 Длительность технологического цикла
Длительность технологического цикла определяется по формуле
 (9)
(9)
где Рj. - размер партии деталейj-го наименования;
tштi- оперативное время на выполнениеi-й операции по изготовлениюj-го типоразмера (см. табл. 3);
сi– число единиц оборудования на операции;
m- число операций, входящих в технологический процесс.
Определяется для детали каждого типоразмера по базовому и проектному вариантов.
Расчёт для базового варианта:
![]()
![]()
![]()
![]()
Расчёт для проектного варианта:
![]()
![]()
![]()
![]()
2.11 Величина незавершенного производства
Величина незавершенного производства определяется по формуле
Hcрjб(п)= (Nj•tцj) / (Fэ•Kсм);(10)
1) Hcрjб = (8000•76,9) / (1945 • 2) = 158,1;
2) Hcрjб = (8000•80,3) / (1945 • 2) =165,1;
3) Hcрjб = (8000•76,9) / (1945 • 2) = 158,1;
4) Hcрjб = (8000•76,9) / (1945 • 2) = 158,1;
5) Hcрjп = (8000•53,9) / (1945 • 3) =73,9 ;
6) Hcрjп = (8000•57,2) / (1945 • 3) =78,4;
7) Hcрjп = (8000• 53,9) / (1945 • 3) =73,9;
8) Hcрjп = (8000•53,9) / (1945 • 3) =73,9.
2.12 Расчет численности производственного персонала
Численность операторов, осуществляющих наблюдение за работой технологического оборудования, по проектируемому варианту определяется по формуле:
 ;(11)
;(11)
где λ- коэффициент, учитывающий затраты времени оператора на наблюдение за работой оборудования (λ = 0,05-0,15)
α – коэффициент учитывающий затраты времени оператора на обслуживание рабочих мест (α = 0,06-0,07),
β - коэффициент учитывающий затраты времени оператора на отдых и личные надобности. (β = 0,025-0,04)
m- число операций технологического процесса,
н - номенклатура деталей,
Fэ-эффективный фонд времени работы оператора.
![]() ;
;
По базовому варианту численность операторов рассчитывается по формуле:
 .(12)
.(12)
Рассчитывается отдельно по каждой операции.
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Чоп =5.
2.13 Численность наладчиков
Численность наладчиков рассчитывается по формуле
 ;(13)
;(13)
гдеtнi*- - суммарное время на переналадку оборудования на каждой i-й операции при переходе от одной партии деталей к другой, ч (см. табл. 4);
Ттс- время, затрачиваемое на тест программы и профилактику, ч (Ттс=1-1,5 ч/день);
Fэ- эффективный фонд времени работы наладчика.
![]() , принимаем 1;
, принимаем 1;
![]() , принимаем 1.
, принимаем 1.
2.14 Численность рабочих, выполняющих настройку инструмента
Численность рабочих, выполняющих настройку инструмента, рассчитывается по формуле
![]() .(14)
.(14)
Где tин- среднее время настройки единицы инструмента, мин (tин= 0,5-1,5), ч
h- среднее число инструментов в наладке по операциям на одну партию деталей, шт.h= 5),
Ппер- число переналадок оборудования при переходе от обработки одной партии деталей к другой.
![]() , принимаем 6 по базовому варианту;
, принимаем 6 по базовому варианту;
![]() , принимаем 8 по проектному варианту.
, принимаем 8 по проектному варианту.
2.15 Численность сборщиков приспособлений
Численность сборщиков приспособлений определяется по формуле
![]() ;(15)
;(15)
Где tсб- среднее время сборки-разборки одного приспособления (tсб=1-2,5 ч).
![]() ,принимаем
6;
,принимаем
6;
![]() , принимаем 8.
, принимаем 8.
2.16 Численность транспортных рабочих
Численность транспортных рабочих рассчитывается по формуле
![]() (16)
(16)
![]() ;
;
![]() .
.
2.17 Расчет общей численности рабочих
Чр= Чоп+ Чн+ Чни+ Чтр+ Чсб;(17)
Чр= 5+1+6+3+6=21;
Чр= 5+1+8+2+8=24.
2.18 Расчет капитальных вложений
Размер капитальных вложений определяется по формуле:
К = Коб+ Ктр+ Кэ+ Кск+ Кин+ Кпу+ Кзд+ Кпр+ Ос (18)
Все составляющие капитальных затрат приведены в табл. 1. Капитальные вложения в данной курсовой работе принято считать инвестициями.
Все составляющие капитальных затрат приведены в табл. 1.1. Капитальные вложения в данной курсовойработе принято считать инвестициями.
3. Расчет себестоимости выпускаемой продукции
Таблица 3.1 - Расчет затрат на материалы
|
№ строки |
Показатель |
Номенклатура деталей | |||
|
Валик 16х172 |
Валик 22x227 |
Валик 30х226 |
Валик 32х264 | ||
|
1 |
Программа выпуска, шт. |
8000 |
8000 |
8000 |
8000 |
|
2 |
Наименование материала |
Ст.45 |
Ст.30 |
12ХНЗА |
12ХНЗА |
|
3 |
Масса заготовки, кг |
5,7 |
5,7 |
5,7 |
5,7 |
|
4 |
Чистая масса детали, кг |
2,3 |
2,3 |
2,3 |
2,3 |
|
5 |
Отходы на одну деталь, кг |
3,4 |
3,4 |
3,4 |
3,4 |
|
6 |
Расход материала на программу (стр 1 х стр. 3).кг |
134400 |
134400 |
134400 |
134400 |
|
7 |
Отходы на программу (стр.1 х стр.5), кг |
43200 |
43200 |
43200 |
43200 |
|
8 |
Оптовая цена 1кг материала, руб. |
80 |
75 |
94 |
90 |
|
9 |
Оптовая цена отходов, руб. |
2,5 |
2 |
3,5 |
4,5 |
|
10 |
Затраты на материалы на программу с учетом транспортно-заготовительных расходов (стр.6 х стр.8 х 1,05). тыс. руб. |
11289600 |
10584000 |
13265280 |
12700800 |
|
11 |
Стоимость отходов (стр. 7 х стр.9) |
108000 |
86400 |
151200 |
194400 |
|
12 |
Затраты на материалы за вычетом отходов (стр. 10-стр. 11). тыс. руб. |
11181600 |
10497600 |
13114080 |
12506400 |
|
13 |
Затраты на одну деталь (стр.12/стр.1)руб. |
698,85 |
656,1 |
819,63 |
781,65 |
Расчет основной заработной платы производственных рабочих:
Рзо= Ст• Чр•Fэ• Кпрем(19)

Расчет дополнительной заработной платы производственных рабочих:
Рзд= Рзо• Ндз(20)
Расчет единого социального налога:
Рсз= (Рзо+ Рзд)•Нcоц(21)

Расчет затрат на потребляемую силовую электроэнергию:
Рэ=Wy•Fэ• Цэ•Kсм•Kэв•Kэм•Kзо•J/η(22)

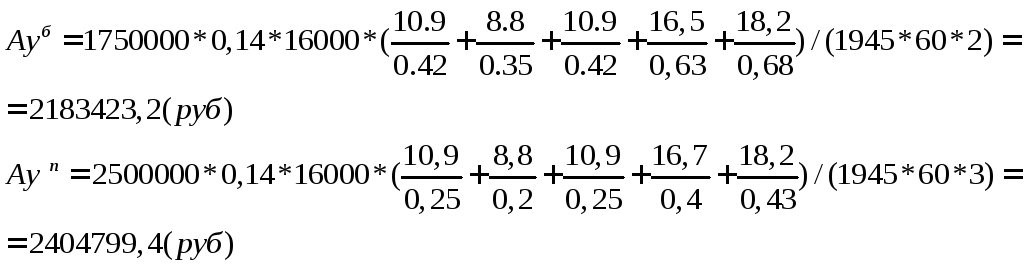
Затраты на амортизацию основных фондов принимаем по табл.1.1.
Ау=
![]() ,(23)
,(23)
Где Fэ- эффективный фонд работы оборудования, ч;
Кб- балансовая стоимость оборудования;
На -норма амортизации;
kз- коэффициент загрузки оборудования;
kв- коэффициент выполнения норм.
Расчет затрат на ремонт и техническое обслуживание оборудования:
Рр= ( Нм•Rм+ Нэ•Rэ) • М(24)

Расчет затрат на содержание площади участка:
Рсу=Sуч• Рпл(25)
Расчет затрат на ремонт и обслуживание ЧПУ:
Рчпу= Зчпу• Кчпу(26)
Результаты расчетов всех видов затрат сводим в таблице 3.2.
Таблица 3.2 - Расчет себестоимости обработки деталей, руб.
|
Статья затрат |
Условное обозначение |
Вариант 1 |
Вариант 2 |
Экономия +/- |
|
Основные материалы за вычетом отходов |
Рм |
47299680 |
47299680 |
0,0 |
|
Основная заработная плата производственных рабочих |
Рзо |
481387,5 |
503268,75 |
21881,3 |
|
Дополнительная заработная плата производственных рабочих |
Рзд |
168485,6 |
176144,1 |
7658,5 |
|
Единый социальный налог |
Рсз |
168967,0 |
176647,3 |
7680,3 |
|
Затраты на потребляемую электроэнергию |
Рэ |
135278,6 |
75518,4 |
-59760,2 |
|
Амортизация основных фондов |
Ра |
2183423,2 |
2404799,4 |
221376,2 |
|
Затраты на ремонт и техническое обслуживание оборудования |
Рр |
14832,99 |
12105,49 |
-2727,5 |
|
Затраты на содержание площади участка |
Рсу |
3132,9 |
2506,32 |
-626,6 |
|
Затраты на ремонт ЧПУ |
Рчпу |
2520000 |
2100000 |
-420000,0 |
|
Итого |
Сб, Сп |
52975187,8 |
52750669,8 |
-224518,0 |