

Приклад перший до п.2.2 [4]
Розв’язання технологічного розмірного ланцюга методом максимуму - мінімуму (пряма задача). За службовим призначенням валка (рисунок 2.5 а) важливим е розмір 200-0,5 мм. Технологічний процес обробки побудовано таким чином, що вказаний розмір при обробці безпосередньо не витримується (рисунок 2.5 б, в)
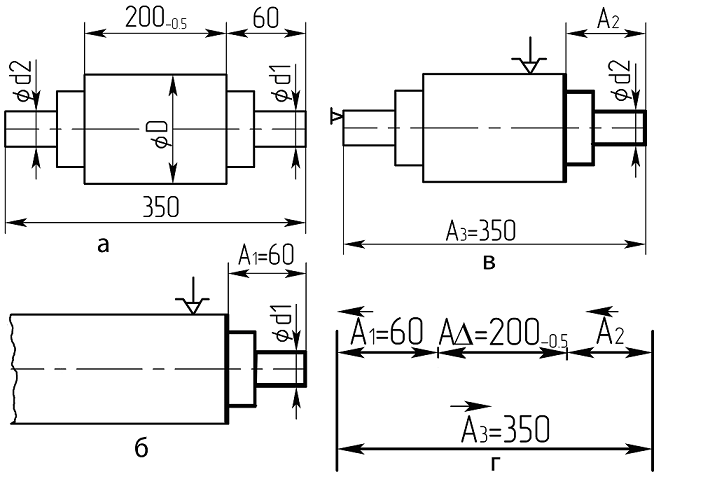
Рисунок 2.5 Валок (а), схема одержання його поздовжніх розмірів (б, в)
і технологічного розмірного ланцюга (г).
Розв’язання
1. Формулюємо задачу: визначити, які розміри і з якою точністю необхідно витримати при обробці, щоб забезпечити точність розміру 200.
2.
Встановлюємо
замикаючу ланку ![]() мм,
мм,
![]() ,
,
![]() .
.
3. Користуючись ескізом деталі і схемою обробки (технологічним маршрутом) виявляємо і будуємо схему розмірного ланцюга (рисунок 2.5,г).
4. Виявляємо характер ланок і визначаємо рівняння розмірного ланцюга на основі рівняння для методу максимуму-мінімуму за рівнянням (2.20) визначаємо номінал замикаючої ланки:
ТΔр
=
![]() (2.20)
(2.20)
![]()
5.
Знаходимо
номінальне значення розміру ![]() :
:
![]()
6. Вибираємо метод розв’язання розмірного ланцюга. Оскільки, число складових ланок дорівнює трьом, вирішуємо використати метод максимуму – мінімуму.
7. Визначаємо невідомі допуски складових ланок. Скористувавшись методом рівного квалітету, визначаємо середній допуск за формулою (2.21):
Тсер.= ТΔ/m-1 (2.21)
![]()
Враховуючи
умови обробки, а також стандартні
значення допусків залежно від номінальних
розмірів ланок ![]() ;
;
![]() ;
;
![]()
8.
Знаходимо розташування полів допусків
відносно номінальних розмірів складових
ланок. Для ланки А1
двостороннє
симетричне: ![]() .
Для
ланки А3
одностороннє:
.
Для
ланки А3
одностороннє:
![]()
Координату
середини поля допуску ланки ![]() одержуємо з
рівняння
(2.22)
одержуємо з
рівняння
(2.22)
ΔоΔр
=![]() Δоі
(2.22)
Δоі
(2.22)
![]()
звідки
![]()
9. Визначаємо граничні відхилення розмірів складових ланок за формулами (2.23); (2.24):
Δвіу = Δоіу + 0,5Тіу ; (2.23)
Δніу = Δоіу - 0,5Тіу; (2.24)
![]()
![]()
![]()
![]()
![]()
![]()
Таким чином, для розв’язання поставленої задачі необхідно витримати такі операційні технологічні розміри:
![]()
Приклад другий до п.2.2 [4]
(обернена задача).
Валок (рисунок 2.5, а) обробляється за наведеним маршрутом (рисунок 2.5,б,в). Операційні технологічні розміри:
![]()
Визначити, чи буде витримана в заданих кресленням межах довжина ступеня діаметром D).
Будуємо схему розмірного ланцюга (рисунок 2.5,г), виявляємо замикаючу ланку і характер складових ланок.
Визначаємо номінальний розмір замикаючої ланки
![]()
За міркуваннями попередньої задачі вирішуємо розмірний ланцюг методом максимуму - мінімуму.
Визначаємо координату середини поля допуску замикаючої ланки
![]()
Знаходимо поле допуску замикаючої ланки за формулою (2.20):
![]()
Визначаємо граничні відхилення замикаючої ланки за формулами (2.23, 2.24):
![]()
![]()
Таким
чином, одержуємо ![]() що відповідає вимогам креслення (рисунок
2.5, а).
що відповідає вимогам креслення (рисунок
2.5, а).
Приклад третій до п. 2.2 [4]
Розв’язання технологічного розмірного ланцюга імовірнісним методом (пряма задача). За службовим призначенням валка (рисунок 2.6, а) важливим є розмір 200-0,5 мм. Технологічний процес обробки побудовано таким чином, що вказаний розмір при обробці безпосередньо не витримується (рисунок 2.6, б).
Визначити, які розміри і з якою точністю необхідно витримати при обробці, щоб забезпечити точність розміру 200-0,5 мм.
Встановлюємо точнісні параметри замикаючої ланки
![]() мм,
мм,
![]() ,
,
![]() .
.

Рисунок 2.6 Валок (а) і схема технологічного розмірного ланцюга (б),
що виникає при обробці.
За схемою розмірного ланцюга виявляємо характер ланок і визначаємо рівняння розмірного ланцюга
![]()
Визначаємо номінальне значеній розміру
 :
:
![]()
Вибираємо метод розв’язання розмірного ланцюга. Оскільки число складових ланок дорівнює п’яти використаємо імовірнісний метод.
Визначаємо невідомі допуски складових ланок. Скориставшись методом рівного квалітету, визначаємо середній допуск за формулою (2.25):
Тсер.
= ТΔ/1.2![]() (2.25)
(2.25)
при
цьому спочатку необхідно прийняти
деякий допустимий процент ризику, а
також вибрати припустимі закони
розсіювання розмірів складових ланок.
Оскільки обробка ведеться на налагоджених
верстатах, можна припустити, що
розподілення похибок буде близьким до
нормального (крива Гауса), тому для всіх
складових ланок приймаємо ![]() ,
Р
=
1%.
Тоді
tΔ
= 2,57, звідси
,
Р
=
1%.
Тоді
tΔ
= 2,57, звідси
![]()
Орієнтуючись на одержане середнє значення допуску, враховуючи точність методу обробки (чорнове фрезерування торців під зацентрування і чистове точіння інших торців) залежно від номінальних розмірів, встановлюємо:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
Допуск
розміру ![]() розраховуємо за формулою (2.26):
розраховуємо за формулою (2.26):

 (2.26)
(2.26)
Правильність розрахунків перевіряємо за формулою (2.27)
![]() (2.27)
(2.27)
Визначаємо розташування полів допусків відносно номінальних розмірів складових ланок. Приймаємо для ланок А1, А2, А5 - двостороннє симетричне:
 .
.
Для
ланки А3
-
одностороннє:
![]() .
.
Координату середини поля допуску ланки А4 одержуємо з рівняння
![]()
звідки
![]()
7. Визначаємо граничні відхилення ланок А3 , А4, за формулами (2.23, 2.24):
![]()
![]()
![]()
![]()
Загалом
одержуємо А1
=
10±0,05 мм; А2
=
50±0,1 мм;
А3
=
350-0,3мм;
![]() ;
А5
=
15±0,05
мм
при ризику Р
=
1%.
;
А5
=
15±0,05
мм
при ризику Р
=
1%.