Задача 2.17
Виявити та розв’язати технологічний розмірний ланцюг (рисунок 2.22) Похибку методу обробки прийняти: а) 0,05мм; б) 0,08мм; в) 0,10мм.

Рисунок 2.22 до задачі 2.17
|
Номер варіанта |
Розмір, мм |
Номер варіанта |
Розмір, мм | ||||
|
К1 |
К2 |
А2 |
К1 |
К2 |
А2 | ||
|
1 |
8±0,08 |
32-0,039 |
40±0,06 |
7 |
6±0,10 |
74-0,046 |
80-0,05 |
|
2 |
10±0,08 |
20-0,033 |
30-0,07 |
8 |
14±0,12 |
60-0,040 |
74-0,04 |
|
3 |
12±0,09 |
24-0,033 |
36-0,08 |
9 |
25±0,16 |
100-0,054 |
125-0,05 |
|
4 |
18±0,09 |
40-0,040 |
58-0,05 |
10 |
16±0,20 |
80-0,046 |
96-0,06 |
|
5 |
20±0,08 |
36-0,040 |
56-0,04 |
11 |
30±0,18 |
120-0,054 |
150-0,07 |
|
6 |
15±0,08 |
50-0,046 |
65-0,06 |
12 |
40±0,12 |
180-0,060 |
240-0,08 |
Література: 2, 4, 17, 30, 40, 44
Задача 2.18
Визначити технологічні розміри Б1 і Б2, що безпосередньо витримуються при обробці øD1 і øD2 втулки (рисунок 2.23)
|
Номер варіанта |
Розмір, мм | ||||
|
К1 |
К2 |
К3 |
Б1 |
Б2 | |
|
1 |
15-0,13 |
45±0,015 |
80-0,046 |
20±0,015 |
65±0,023 |
|
2 |
20-0,13 |
50±0,015 |
90-0,050 |
20±0,015 |
70±0,028 |
|
3 |
125-0,24 |
180±0,031 |
400-0,089 |
195±0,036 |
275±0,032 |
|
4 |
10-0,36 |
15±0,020 |
50-0,082 |
25±0,018 |
40±0,040 |
|
5 |
25-0,12 |
50±0,025 |
120-0,050 |
45±0,019 |
95±0,050 |
|
6 |
60-0,19 |
90±0,032 |
240-0,06 |
90±0,027 |
180±0,038 |
|
7 |
12-0,14 |
20±0,015 |
80-0,080 |
48±0,018 |
68±0,028 |
|
8 |
40-0,24 |
60±0,032 |
160-0,05 |
60±0,012 |
120±0,040 |
|
9 |
85-0,30 |
125±0,040 |
300-0,12 |
90±0,027 |
215±0,052 |
|
10 |
150-0,35 |
200±0,052 |
400-0,16 |
50±0,06 |
250±0,084 |
|
11 |
35-0,42 |
45±0,018 |
130-0,10 |
40±0,08 |
95±0,075 |
|
12 |
32-0,26 |
54±0,025 |
118-0,09 |
32±0,08 |
86±0,013 |
Література: 2, 4, 17, 30, 40, 44

Рисунок 2.23 до задачі 2.18
Задача 2.19
Визначити умови, при яких буде виконано вимоги креслення щодо точності розміру А1 вала, який обробляється на токарному багаторізцевому напівавтоматі (рисунок 2.24)

Рисунок 2.24 Вал (а) і схема його обробки (б)
Задача 2..20
Вал обробляється за таким технологічним маршрутом (рисунок 2.25:
обробка торця 1;
обточування ступеня Ø D1 до розміру А1;
обробка торця 3 до розміру А2;
обточування ступеня Ø D2;
шліфування торця 2, витримуючи розмір А3.
Визначити технологічний розмір А1.

Рисунок. 2.25 Технологічний розмірний ланцюг при обробці вала
Задача 2.21
Визначити допуск і відхилення в товщині стінок труби квадратного профілю (рисунок 2.26 а), якщо при виготовленні одержано ексцентриситет отвору відносно зовнішньої поверхні е = 0,10 мм.

Риунок. 2.26.
Задача 2.22
3.Визначити глибину А фрезерування паза у валика діаметром D =30, 6-0,1 мм (рисунок 2.27 а), враховуючи, що після загартування й шліфування його до діаметра d – 30-0,06 мм, глибина паза повинна дорівнювати заданій на кресленні К = 8+0,32 мм.
|
|
|


Рисунок 2.27. схема розмірних розв’язків паза вала (а) і технологічний розмірний ланцюг (б)
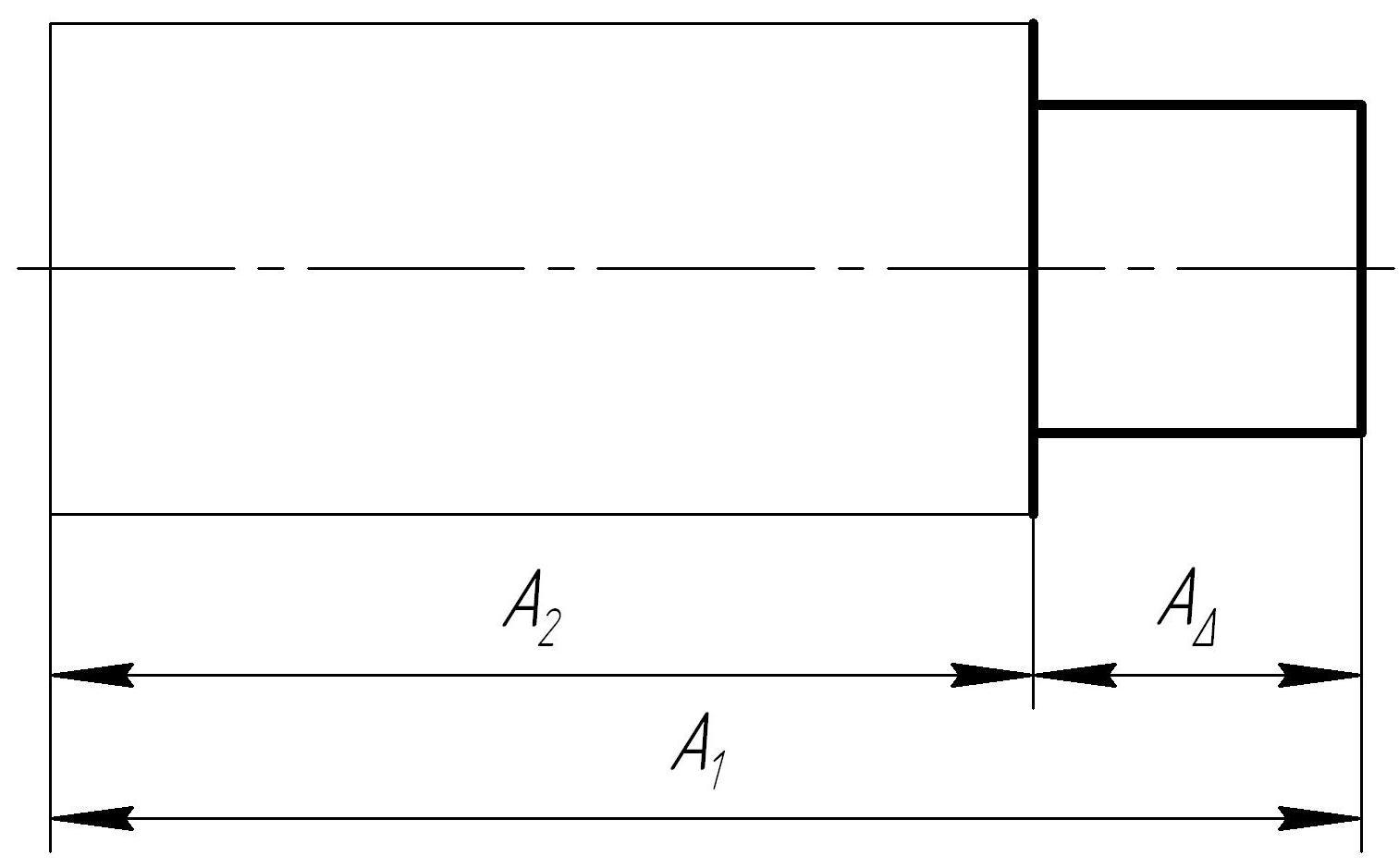
Задача 2.23
Визначити технологічний розмір А2 при обробці вала (рисунок 2.28), розв’язавши технологічний розмірний ланцюг, якщо похибка методу обробки Δм = о,15 мм.
|
|
| ||||||||||||||
|
Рисунок 2.28
|
| ||||||||||||||