3. Графічна частина.
Графічна частина проекту розробляється на 2 листах формату А1 і включає ремонтне креслення деталі, карту дефектації, складальне креслення пристрою, робочі креслення двох-трьох нестандартних деталей пристрою,або операційні ескізи (карти наладки).
При виконанні графічної частини доцільно виконувати розробку або модернізацію спеціальних пристроїв для забезпечення однієї з операцій запроектованого технологічного процесу. Такими пристроями можуть бути пристрої для встановлення деталей при обробці їх на металообробних верстатах, для виконання механічної обробки, для контролю відновлених поверхонь деталей, для монтажу деталей на підвісні пристрої при гальванічному нарощуванні поверхонь та ін.
Спроектований пристрій повинен сприяти підвищенню продуктивності праці, точності зборки, поліпшенню умов праці. Для проектування пристосування потрібно мати дані про умови експлуатації, уніфіковані, нормалізовані і стандартні деталі і вузли, а також розробити принципову схему базування і закріплення деталі. Завдання зводиться до того, щоб з відомих елементів зробити найбільш вигідну для конкретних умов конструкцію пристосування
Складальні креслення можна виконувати спрощено в відповідності з допущеннями ЄСТД.
Операційні карти наладки (ескізи деталі в робочому положенні після певної операції із зображенням способу закріплення її схематично) і положенням різального інструменту) креслять на одному креслярському аркуші для ілюстрації розробленого технологічного процесу. Креслярський лист ділять на декілька гранок в залежності від розміру деталі, конструкції пристрою, характеру операції і т.д..
Ескізи виконуються в довільному масштабі, але з обов'язковим додержанням пропорцій в зображенні оброблюваної деталі, деталей пристрою, та інших затискних механізмів і ріжучого інструменту.
На операційних ескізах потрібно схематично зображувати затискні механізми (пристрої, трьохкулачкові патрони, цангові зажими і т.п), оброблювану деталь,ріжучий і робочий інструменти (різці, фрези, круги і т.д.), Затискні механізми, ріжучий і робочий інструменти, оброблювана деталь кресляться суцільними лініями. Місця, які підлягають обробці, виділяються жирною лінією.Установочні базові поверхні виділяються другим кольором і ставляться умовні позначення.Напрям головного робочого руху і подачі деталі і інструментів вказуються стрілками. На оброблюваних поверхнях позначають потрібну чистоту поверхні.
Режими обробки можуть бути зведені в таблицю і розміщені справа від ескізу.
Карта дефектації деталі виконується в вигляді плакату.
Методика виконання ремонтного креслення наведена в п. 1.3.
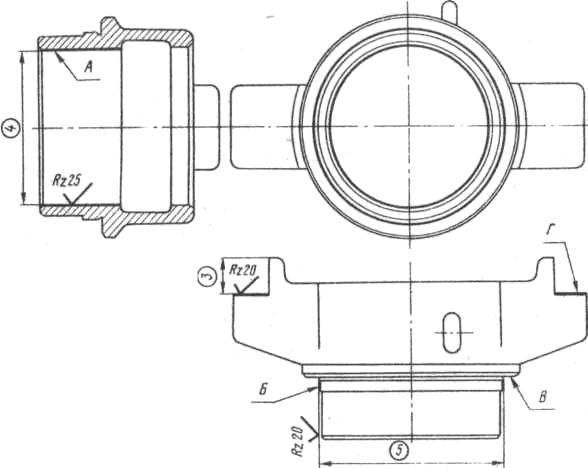
Додаток 1 Ремонтне кресленння
|
1. Гострі кромки притупити. 2. Биття поверхні Б і торця В відносно поверхні А не більше 0,07мм 3. Биття поверхні Г відносно поверхні А не більше О, 12 мм | |||||||||||||||||||
|
|
|
|
|
|
К КрНУ КП 08. 01. 200. Р | ||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
|
|
|
|
|
Муфта вимкнення зчеплення |
Літ. |
Маса |
Масштаб | |||||||||||
|
Зм. |
Арк. |
№ докум. |
Підпис |
Дата |
|
|
|
0,28 |
1:1 | ||||||||||
|
Розроб. |
Іванов |
|
| ||||||||||||||||
|
Перев. |
Левченко |
|
| ||||||||||||||||
|
Т. контр. |
|
|
|
Аркуш |
Аркушів | ||||||||||||||
|
|
|
|
|
Чавун СЧ 15-32 ГОСТ 1412-79
|
ОА 09-11-1 | ||||||||||||||
|
Н. контр. |
Левченко |
|
| ||||||||||||||||
|
Затв. |
|
|
| ||||||||||||||||