

Лабораторна робота №8
Назва роботи: Будова та налагодження зубофрезерного верстату
Мета роботи: вивчити кінематику та конструкцію верстата ; здобути навики розрахунку та настроювання кінематичних ланцюгів зубофрезерного верстата для обробки зубчатих коліс зовнішнього зачеплення.
Призначення і принцип роботи верстата
3убофрезерный верстат моделі 5М324А призначений для фрезерування циліндричних прямозубих і косозубих, а також черв'ячних коліс методом обкатки в умовах дрібносерійного і багатосерійного виробництва.
На верстаті можна обробляти зірочки, храпові колеса, шліцьові вали і інші не евольвентні профілі.
2.2. Технічна характеристика верстата
Найбільший модуль нарізуваних зубчастих коліс, мм .............................................. 6
Найбільший діаметр нарізуваних циліндричних коліс
з прямими зубами, мм ............................................................................................ 800
Найбільша ширина обробки .............................................................................. 275
Найбільший діаметр фрези, мм ......................................................................... 120
Кут повороту супорта фрези ............................................................................. ±60º
Число обертів шпинделя фрези, об/хв. ..................................................... 49,5...192
Вертикальна подача фрези, мм/об ................................................................. 0,25...3
Радіальна подача супортної стійки, мм/об ............................................. 0,06...0,72
Потужність головного електродвигуна, кВт .......................................................... 2,8
Маса верстата, кг ................................................................................................... 3650
Нарізання циліндричних зубчастих коліс
В основу утворення евольвентного профілю зуба нарізаємого колеса встановлений формоутворюючий рух обкатки черв'ячної фрези з нарізаємим колесом. Другим рухом формоутворення, що дозволяє отримати евольвентний профіль на всій довжині зуба нарізаємого колеса, є рух вертикальної подачі, Рух обкатки, відтворююче черв'ячне зачеплення черв'ячної фрези і заготовки, в поєднанні з рухом подачі утворює необхідний рух формоутворення циліндричних зубчастих коліс. Кінематична схема показана на рисунку 1
Кінематичний ланцюг головного руху
Кінематичний ланцюг головного руху є зовнішнім ланцюгом і забезпечує обертання фрези із заданою швидкістю різання. Фреза одержує обертання від електродвигуна потужністю N = 2,8 кВт з числом обертів nе = 1420 об/хв.
Розрахункові переміщення кінцевих ланок ланцюга приймаємо
nоб.ел.дв. nоб.фр.
nоб.фр.
Розрахункове рівняння кінематичного ланцюга
 nоб.фр.
nоб.фр.
Число
обертів
фрези

 ,
,
де V - швидкість різання, мм/хв (див. табл.1); dф- зовнішній діаметр фрези, мм
Таблиця 1 Швидкість різання при нарізанні зубчастих коліс
|
Характер обробки |
Оброблюємий матеріал |
Подача, мм/об. |
Нарізаємий модуль, мм |
||
|
до 3 |
до 4 |
до 6 |
|||
|
Чорнова обробка |
Сталь 45 НВ=170-207 |
0,6 0,8 1,1 1,5 2,0 |
- 57 48 42 36 |
- 57 48 42 36 |
58 50 42 36 32 |
|
Сірий чавун НВ=170-210 |
0,7 1,0 1,5 2,3 |
54 49 43 38 |
52 46,5 41,5 36,5 |
45 40,5 36 31,5 |
|
|
Чистова обробка |
Сталь 45 НВ=170-207 |
0,7 0,9 1,1 1,3 1,6 |
60 48 41 35 29 |
18-24 |
|
|
Сірий чавун НВ=170-210 |
0,6 0,8 1,0 1,4 |
46 40 37 32,5 |
20-26 |
||
Настройка ланцюга на необхідне число обертів фрези здійснюється набором змінних зубчастих коліс А і В, сума зубів яких повинна бути рівна
А + В = 60.
Набір змінних зубчастих коліс гітари головного руху І8, 22, 25, 28, 32, 35, 38, 42.
Кінематичний ланцюг обкатки
Кінематичний ланцюг обкатки є внутрішнім ланцюгом і забезпечує злагоджене обертання фрези і заготовки, відтворюючих черв'ячне зачеплення. За розрахункові переміщення конічних ланок ланцюга приймаємо
1об.фр об.заг.
об.заг.
Розрахунок рівняння кінематичного ланцюгу обкатки:

При нарізанні зубчастих коліс з числом зубців:
При
20
≤
Z
≤
161
-
 ;
;
При
Z
≥
161 -
При
Z
≤ 20

Зубофрезерний напівавтомат 5М324А має єдиний комплект змінних коліс для гітар обкатки, подач диференціала: 20 – 2 шт.; 23; 24;25 – 2 шт; 30; 33; 35; 37; 40; 41; 43; 45; 47; 48; 50; 53; 55; 57; 58; 59; 60; 61; 65; 67; 70; 71; 73; 75; 79; 80; 83; 85; 89; 90; 92; 95; 97; 98; 100.
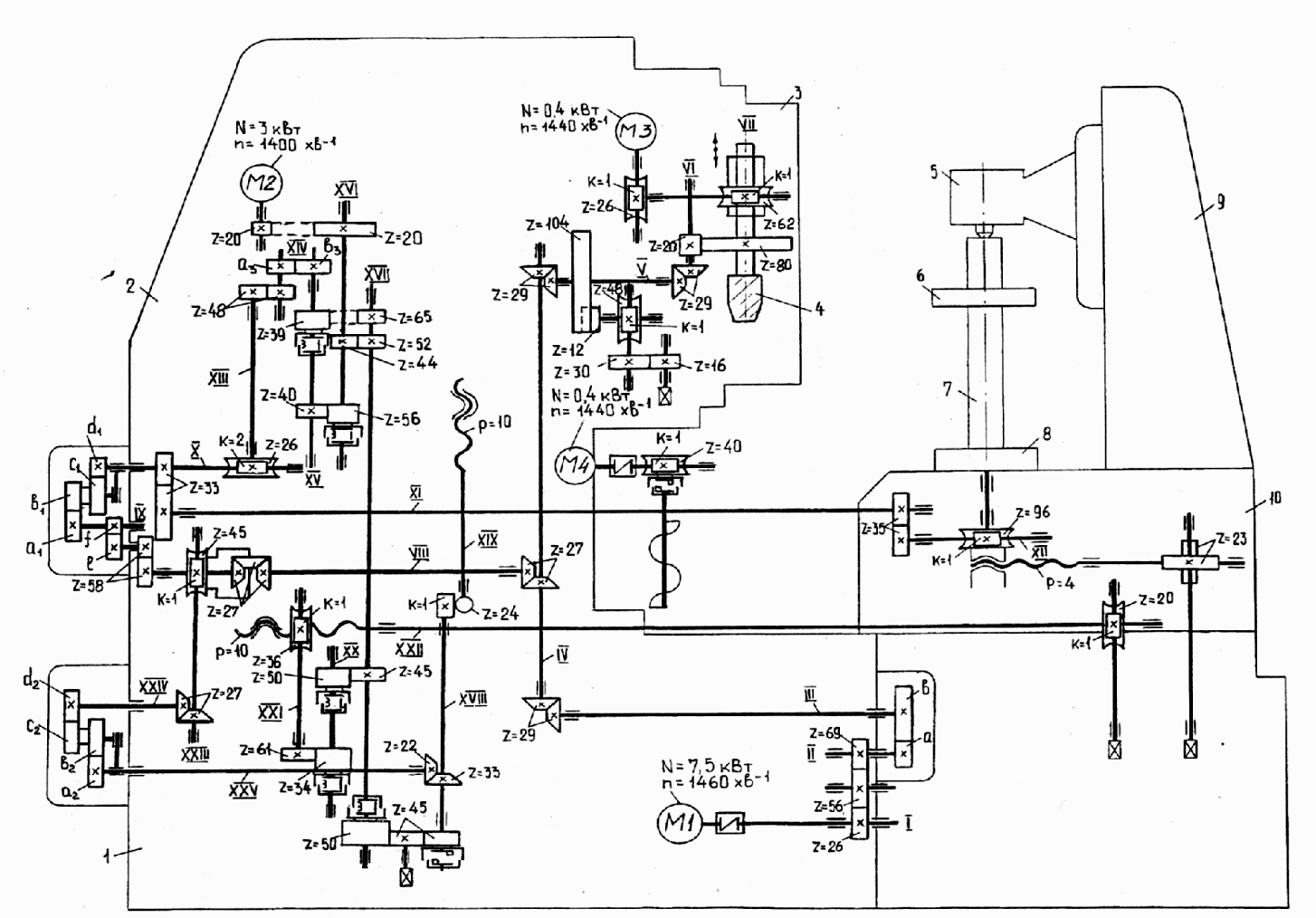
Рисунок 1 Кінематична схема зубофрезерного напівавтомата 5М324А
1 – станина; 2 – стояк; 3 – супорт; 4 – фреза; 5 – кронштейн; 6 – заготовка;
7 – оправка; 8 – стіл; 9 – задній стояк; 10 – полозки.
Кінематичний ланцюг вертикальних подач
Кінематичний
ланцюг
вертикальних
подач
є
внутрішнім
ланцюгом
і забезпечує поступальне
переміщення
фрезерного
супорта
уздовж
осі заготовки із
заданою швидкістю подачі.
3а розрахункові переміщення
кінцевих ланок
кінематичного
ланцюга приймаємо: 1об.заг. мм/об.
мм/об.
Розрахункове рівняння кінематичного ланцюга вертикальних подач:
 мм/об.
мм/об.
Значення вертикальних подач при нарізанні циліндричних зубчастих коліс, що рекомендуються, вибирають по таблиці.2.
Таблиця 2. Рекомендована величина вертикальної подачі при нарізанні зубчастих коліс
|
Характер обробки |
Оброблюваний матеріал |
Подача, мм/об. |
Величина подачі, мм/об. |
|
Чорнова обробка |
Сталь 45 НВ=170-207 |
1,5 2,5 4 6 |
0,8-1,2 1,2-1,6 1,6-2,0 1,2-1,4 |
|
Сірий чавун НВ=170-210 |
1,5 2,5 4 6 |
0,9-1,3 1,3-1,8 1,8-2,2 1,3-1,6 |
|
|
Чистова обробка |
Сталь 45 НВ=170-207 |
2 3 |
1,0-1,2 1,2-1,8 |
|
2 3 |
0,5-0,8 0,8-1,0 |

Нарізання циліндричних зубчастих коліс з гвинтовими зубами
При нарізанні зубчастих коліс з гвинтовими зубами кінематичний ланцюг головного руху і ланцюг вертикальної подачі настроюється як завжди. Необхідно відзначити, що в цьому випадку утворення зуба відбувається не вертикально, як у прямозубих коліс, а по гвинтовій лінії, і за час переміщення супорта на розмір кроку гвинтової лінії T заготовка повинна зробити один додатковий оберт. Необхідний додатковий рух заготовка одержує по кінематичному ланцюгу диференціала.
Кінцевими ланками складного кінематичного ланцюга є фреза і заготовка.
Розрахункові
переміщення кінцевих
ланок кінематичного ланцюга найбільш
зручно
прийняти
за час переміщення
супорта
на розмір
кроку
гвинтової лінії
заготовки. 3а цей час заготовка зробить
 обертів, фреза
обертів, фреза
 обертів, або
обертів, або
 об.заг.
об.заг. об.фр.
об.фр.
Розрахункове рівняння ланцюга обкатки можна записати у вигляді
Для отримання простих розрахункових формул настройки гітар верстата дане рівняння можна записати у вигляді двох рівнянь:
 ,
,
 .
.
Перше рівняння є рівнянням ланцюга обкатки при нарізанні прямозубих зубчастих коліс і настроюється таким же чином. Друге рівняння є рівнянням ланцюга диференціала, що дозволяє одержувати гвинтові зуби.
Підставивши в дане рівняння значення змінних шестерень ланцюга подач, вирішимо його щодо змінних шестерень гітари диференціала а2, b2, c2, d2 .
Нарізання черв'ячних зубчастих коліс
Верстат 5М324М дозволяє нарізати черв'ячні зубчасті колеса методом радіальної подачі.
Як ріжучий інструмент при цьому застосовують циліндричну черв'ячну фрезу, діаметр початкового кола якої повинен бути рівний діаметру початкового кола черв'яка, що працює в парі з нарізуваним черв'ячним колесом.
Метод радіальної подачі характеризується тим, що в процесі обробки відстань між центрами фрези і заготовки змінюється унаслідок здійснення радіальної подачі фрези. При цьому фреза і заготовки роблять обертальні рухи навколо своїх осей. Отже, для нарізання черв'ячного колеса методом радіальної подачі необхідно мати три рухи:
обертання фрези, обертання заготовки, радіальну подачу фрези.
Перші два рухи здійснюються по тих же кінематичних ланцюгах і настроюються по тих же формулах, що і при нарізанні циліндричних коліс.
Під радіальною подачею розуміється переміщення фрези в радіальному напрямі в міліметрах за один оберт заготовки.
Розрахункове рівняння кінематичного ланцюга радіальної подачі:
1об.заг.
При нарізанні черв'ячних коліс вісь фрези встановлюють горизонтально. Після врізування фрези в заготовку на необхідну глибину радіальна подача автоматично вимикається (за допомогою відключення падаючого черв'яка), а оброблюване колесо робить ще декілька обертів, протягом яких закінчується профілізація всіх зубів.
Порядок виконання роботи
-
Ознайомитись з призначенням та технічною характеристикою зубофрезерного верстату 5М324А
-
Ознайомитись з методами нарізання зубчатих коліс
-
Ознайомитись з призначенням та будовою основних механізмів верстату
-
Ознайомитись з кінематикою верстату
-
Ознайомитися з методикою нарізання косозубих коліс на верстаті
-
Оформити звіт
ЛАБОРАТОРНА РОБОТА № 9
Назва роботи: Будова та кінематика промислового робота
Мета роботи: ознайомитись з призначенням та класифікацією промислових роботів, захватних пристроїв, ознайомитись з особливостями конструкції, будови та експлуатації промислових роботів
Теоретичні відомості
Промисловий робот (ПР) - автоматична машина, стаціонарна або рухома, що складається з виконавчого пристрою у вигляді маніпулятора, що має кілька ступенів рухливості, і перепрограмуємого пристрою програмного управління для виконання у виробничому процесі рехових і керуючих функцій.
Маніпулятор - керований пристрій для виконання рухових функцій, аналогічних функціям руки людину при переміщенні об'єктів у просторі, оснащений робочим органом.
Під перепрограмованістю робота розуміється його властивість замінювати керуючу програму автоматично або за допомогою людини-оператора.
До промислових роботів з програмним управлінням відносять роботи, керуюча програма яких має сукупність наступних ознак: а) містить команди виконавчому пристрою, що відносяться тільки до його рухів, безпосередньо пов'язаним з виконанням роботом функцій згідно з його призначенням; б) команди виконавчому пристрою являють собою заздалегідь встановлені завдання, регламекнтуючі його рух за ступенями рухомості; в) послідовність виконання команд виконавчим пристроєм є постійною або змінюється у функції від контрольованих параметрів зовнішнього середовища.
До промислових роботів з адаптивним управлінням відносяться роботи, забезпечені вимірювальними пристроями для сприйняття зовнішнього середовища, і з керуючою програмою, яка володіє якою-небудь з наступних ознак або їх сукупністю: а) містить команди виконавчому пристрою, пов’язані не тільки безпосередньо з виконанням функцій робота відповідно до призначення, але і з метою пристосування до змінних умов виконання технологічного процесу (на-приклад, обходу нерегулярно перешкод, що зявляються), б) містить команди, що визначають правила формування завдань, що регламентують рух виконавчого пристрою, за інформацією про поточний стан зовнішнього середовища; в) послідовн ність виконання команд виконавчому пристрою може змінюватися в залежності від стану зовнішнього середовища, ідентифікуємого за допомогою спеціальних алгоритмів обробки інформації з відповідних вимірювальних пристроїв.
Структурна схема промислового робота представлена на рисунку 1.
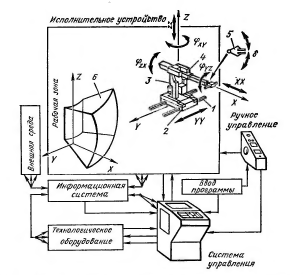
Рисунок 1. Структурна схема промислового робота, основні елементи конструкції та види рухів робочих органів:
1 - шляхопровід, 2 - основа, 3 - корпус, 4 - рука, 5 - захватний пристрій; 6 - робоча зона і система координат основних рухів робота
Захватні пристрої
Принципи дії та конструкції захватних пристроїв різні і залежать від об'єкта маніпулювання, включаючи його розміри, форму та фізико-хімічні властивості. Захватні пристрої можна класифікувати за такими ознаками: а) за способом захоплення і утримання об'єкта; б) за наявності пристроїв очуствлення. За першою ознакою захватні пристрої ділять на механічні, вакуумні, електромагнітні та комбіновані за другою ознакою - на неочуствлені і очуствленні.
Механічні захватні пристрої складаються з приводного пристрою, механізму затиску і захоплюючих елементів (губок захвату). По виду використовуваного приводу механічні захвати поділяють на електромеханічні, пневматичні та гідравлічні, а за видом руху губок на захвати з поступальним та поворотним рухом губок що забезпечується відповідними механізмами затиску.
Вакуумні захватні пристрої - це в основному вакуумні присоси, що утримують предмет за рахунок розрідження повітря, створюваного між поверхнею предмета і вакуум-присосом.
Електромагнітні захватні пристрої, основною частиною яких є електромагніти, використовують для маніпулювання феромагнітними предметами.
захват з електромеханічним приводом наведено на рис 2.а. Плоскопаралельний рух губок 1 і 2 захвату здійснюється за допомогою електродвигуна М, зубчастої передачі 4 і передачі гвинт-гайка 3.
У захвата, показаного на рисунку 2.б, плоскопаралельний рух губок 1і 2 забезпечують паралелограмні механізми 3, які приводяться в рух від приводного вала 5 за допомогою конічної передачі 4. Для забезпечення легкого знімання захват пов'язаний з останньою ланкою 6 маніпулятора спеціальним замком 7. З'єднання фіксується двома важелями 5, що проходять через пази втулки 9 захвата і входять своїми кінцями в канавки ланки 6. Важелі подпружинені пружинами 10.

Рисунок 2. Захватні пристрої промислових роботів
Захват з приводом від пневмоциліндра односторонньої дії представлений на рисунку 2.в. Губки 1 і 2 захвата через систему важелів 3 та 4 приводяться в рух за допомогою пневмоциліндра 5, закріпленого на останній ланці маніпулятора, і пружини 6.
У захвата з пневмоциліндром подвійної дії (рисунок 2. г) приводний пристрій губок 1 і 2 являє собою здвоєну рейкову пару 3, пов'язану з паралелограмними механізмами 4, що забезпечують плоскопаралельне переміщення губок
Захват для взяття плоских деталей, виконаний у вигляді вакуум-присоса зображений на рис. 2.б. Розрідження між поверхнею заготовки і гумовою прокладкою 1, приклеєної до чашки 2, створюється при відсмоктуванні повітря через штуцер 4. Для компенсації похибки позиціювання при опусканні маніпулятора чашка може переміщатися у вертикальному напрямі в корпусі 3. Повернення у вихідне положення здійснюється пружиною 5.
В електромагнітному захваті (рисунок 2.е) три електромагніта 1 закріплені па хрестоподібній підставі 2, що кріпиться до ланки 3. В основі ланки видно пази, використовувані для установки електромагнітів на заданий розмір заготовки.
На захватах промислових роботів, якщо це необхідно за умовами технологічного процесу, встановлюють чутливі елементи, що дають інформацію про об'єкт і зовнішнє середовище, в якому функціонує робот.
ПНЕВМАТИЧНИЙ ПРОМИСЛОВИЙ РОБОТ МП-3
Робот МП-3 (рисунок 3) призначений для обслуговування фарбувальних автоматів, пресового і металорізального обладнання, а також може бути використаний при автоматизації складальних робіт.
Технічна характеристика робота
Число ступенів рухливості………………………..3
Переносні ступені рухливості:
підйом (рух I), мм……………………………… 125
швидкість підйому, мм / с,……………………..100
поворот (рух III………………………………… 90
швидкість повороту, 0/ с ................................. 90
висування (рух II) захватів, мм……………... 100
швидкість висунення схопивши, мм / с…….. 100
Число маніпуляторів. . . ……………………….4
Вантажопідйомність одного маніпулятора, кг ..0,5
Тип керуючого пристрою………………. Цикловий
Число кадрів в циклі. ………………………….. 40
Число входів від зовнішнього устаткування….14
Число виходів на зовнішнє обладнання……….7
Маса, кг…………………………………………..40
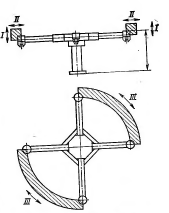
Рисунок 3. Схема робота МП-3
Характерні особливості робота МП-3 – наявність чотирьох маніпуляторів з попарно не залежним керуванням приводами висунення захватівь і те, що його конструкція виконана за модульним принципом. У нього є модулі підйому, повороту і висунення захвата з відповідними механізмами. Незалежне попарне висунення захватів забезпечує переважне його застосування для обслуговування одночасно двох одиниць обладнання. У цьому випадку два захвати забирають заготовки від магазинів, а інші два знімають оброблені деталі з верстатів. Після повороту на 90 ° два захвати повертають оброблені вироби в магазини, а інші два встановлюють заготовки на верстати для обробки.
Пристрої підйому, повороту і висунення захвату забезпечені пневмоциліндрами для здійснення відповідних рухів. Захват має пневмокамери односторонньої дії. Для виключення випадання заготовок при падінні тиску в магістралі стиснутого повітря затискач затискається пружиною, а розтиск - за рахунок енергії стисненого повітря.
ГІДРАВЛІЧНИЙ ПРОМИСЛОВИЙ РОБОТ «УНІВЕРСАЛ-50М»
Робот «Універсал-50М» (рисунок 4) призначений для обслуговування лиття під тиском, штампування, кування, механічної обробки, упаковки та інших технологічних процесів (рисунок 5). Технічна характеристика робота
Робот «Універсал-50М» (рисунок.4) призначений для обслуговування лиття під тиском, штампування, кування, механічної обробки, упаковки та інших технологічних процесів (рисунок .5). Технічна характеристика робота
Число ступенів рухливості. …………………………..5
Переносні ступені рухливості:
поворот (рух І), °……………………………………….50
швидкість повороту, °/с ..............................................20
поворот (рух II), °………………………………….......340
швидкість повороту, ° / с .............................................70
висування (рух; III), мм………………………………..900
швидкість висунення, мм / с …………………………1000
Орієнтуючі ступені рухливості:
поворот (рух IV), °…………………………………….200
швидкість повороту, ° / с ……………………………..90
обертання (рух V), °……………………………………360
швидкість обертання, ° / с……………………………..90
Вантажопідйомність, кг….…………………………….50
Точність позиціювання, мм …………………………..3
Тип керуючого пристрою…………………….…позиційний
Число кадрів в циклі…………………………………..50
Кількість команд в циклі………………………………12
Маса, кг ......................................................................1500
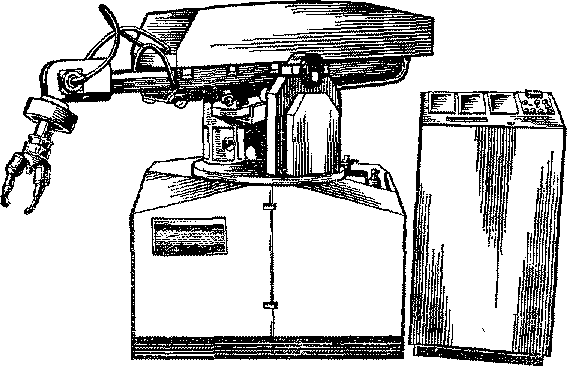
Рисунок 4. Робот універсал-50М

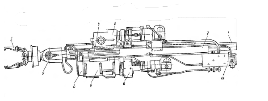
Рисунок 5. Схема робота «Універсал-50М»
Приводними пристроями ланок маніпулятора служать гідропідсилювачі, до золотників управління яких обертання передається від електродвигунів постійного струму по командам керуючого пристрою. Робот «Універсал-50М» є представником групи гідравлічних роботів, що працюють у сферичній системі координат.
Конструктивна компоновка механізмів висунення та орієнтуючих переміщень захвата представлена на рисунку 6. На корпусі 2 встановлено уніфікований привід 9, диференціальний редуктор 5, перехідний редуктор 7, приводи висунення кисті, а також гідропанелі 10. Усередині корпусу 2 переміщається каретка 1, до якої прикріплена диференціальна головка 6, що має змінний захват 5. Від уніфікованого приводу 9 через редуктор диференціальний 8 і перехідний редуктор 7 крутний момент передається на два вала 4 квадратного перерізу і далі на диференціальну голівку 6. Від приводу 3, здійснює висунення захватного пристрою 5, через рейкову зубчасту пару крутний момент передається на каретку1, змушуючи її висуватися з корпуса 2.
 Керуючий
пристрій, призначений для керування
маніпулятором і технологічним обладнанням
в автоматичному і ручному режимах,
виконано у вигляді окремої шафи і
складається з блоків живлення, панелей
управління приводами, фотопідсилювачів,
тиристорів, блоків зчитування, панелей
задатчиків і запису програми, панелей
управління і пульта ручного управління.
Програму набирають на штекерному
барабані і на задатчиках (потенціометрах).
Запис програми проводиться по першому
циклу. Спосіб зчитування порядковий,
фотоелектричний.
Керуючий
пристрій, призначений для керування
маніпулятором і технологічним обладнанням
в автоматичному і ручному режимах,
виконано у вигляді окремої шафи і
складається з блоків живлення, панелей
управління приводами, фотопідсилювачів,
тиристорів, блоків зчитування, панелей
задатчиків і запису програми, панелей
управління і пульта ручного управління.
Програму набирають на штекерному
барабані і на задатчиках (потенціометрах).
Запис програми проводиться по першому
циклу. Спосіб зчитування порядковий,
фотоелектричний.
Рисунок 6. Компоновка механізмів видвигання та орієнтуючих переміщень захвату робота «Унііверсал-50М»
ЕЛЕКТРОМЕХАНІЧНИЙ ПРОМИСЛОВИЙ РОБОТ МП-4
На основі 1 (рисунок 7) закріплений коробчастий корпус, всередині якого розташовані механізми підйому руки і повороту її навколо вертикальної осі. Поворот здійснюється від двигуна-редуктора У через вихідний зубчасте колесо 5, що знаходиться в зачепленні з колесом 4, яке жорстко закріплено на трубі 6, з'єднаної з барабаном 7. На зовнішній поверхні барабана виконані Т-образні пази з прапорцями, що входять при повороті в пази безконтактних перемикачі ¬ лий 8, забезпечують команду на зупинення Точна доведення до позиції забезпечується штоком пневмоциліндра 9, впливаюючим на жорсткий упор, закріплений на барабані. Механізм підйому складається з електродвигуна 18, який через черв’ячну пару 19 і зубчасте колесо 20 пов'язаний з рейкою, виконаної заодно з трубою 6 - Проміжних позицій механізм підйому не має і працює від упору до упору. Рука робота кріпиться до труби 6. У поздовжньому напрямку рука, розташована в захисному кожусі 16, переміщується від електродвигуна 10 через рейкову передачу 11. На корпусі руки закріплена накладка 12 з Т-образними пазами, в яких встановлюють пересувні прапорці 13 для грубої зупинки переміщення за допомогою безконтактних перемикачів. Точна зупинка здійснюється пневмоциліндром 14, вилка якого входить в контакт з роликовими упорами, встановленими на накладці 12.

Рисунок 7. Кінематична схема промислового робота МП-4
Захватний пристрій виконано у вигляді вакуумного присосу 17, до котрого підводиться примусову розрідження. Положення робота відносно обладнання вивіряється чотирма гвинтами 2. Цифрою 15 позначена головка робота. Робот оснащено системою програмного управління.
Порядок виконання роботи
-
Ознайомитись з призначенням та класифікацією промислових роботів
-
Ознайомитись з класифікацією та принципом дії захватів промислових роботів
-
Ознайомитись з призначенням, будовою та принципом дії пневматичного промислового робота МП-3
-
Ознайомитись з призначенням, будовою та принципом дії гідравлічного промислового робота «Універсал 50М»
-
Ознайомитись з призначенням, будовою та принципом дії електромеханічного промислового робота МП-4
-
Оформити звіт