

3.1 Технічна характеристика верстата
Розміри робочої поверхні стола, мм;
ширина……………………………………………………..….. 320
довжина……. ………………………………………………….1250
Найбільші переміщення стола, мм:
поздовжнє…………………………………………………….. 800
поперечні:
механічне.............................................................................. 240
від руки …………………………………………………….…250
вертикальне:
механічне…………………………………………………….. 360
від руки…… 380
Найбільший кут повороту стола ±…………………………. 45
Число частот обертання шпинделя …18
Частота обертання, мін1 ……………………………31,5-1600
Число подач столу………………………………………….. 18
Подача, мм / хв:
Поздовжня……………………………………………. 25-1250
поперечна ……………………………………………..25-1250
вертикальна………………………………………….. 8,3-416,6
Кінематична схема верстата
Кінематична схема універсального консольно-фрезерного верстата моделі 6Г82 на рисунку 5.
Головний рух - обертання шпинделі фрези здійснюється від електродвигуна М1 (М = 7,5 кВт, п = 1460 мін1), який через коробку швидкостей надає шпинделю 18 різних частот обертання (Рисунок 6).
Рівняння кінематичного ланцюга головного руху, для мінімальної частоти обертання шпинделя має вигляд :
для максимальної частоти обертання шпинделя:
Зміна напрямку обертання шпинделя здійснюється реверсуванням електродвигуна.
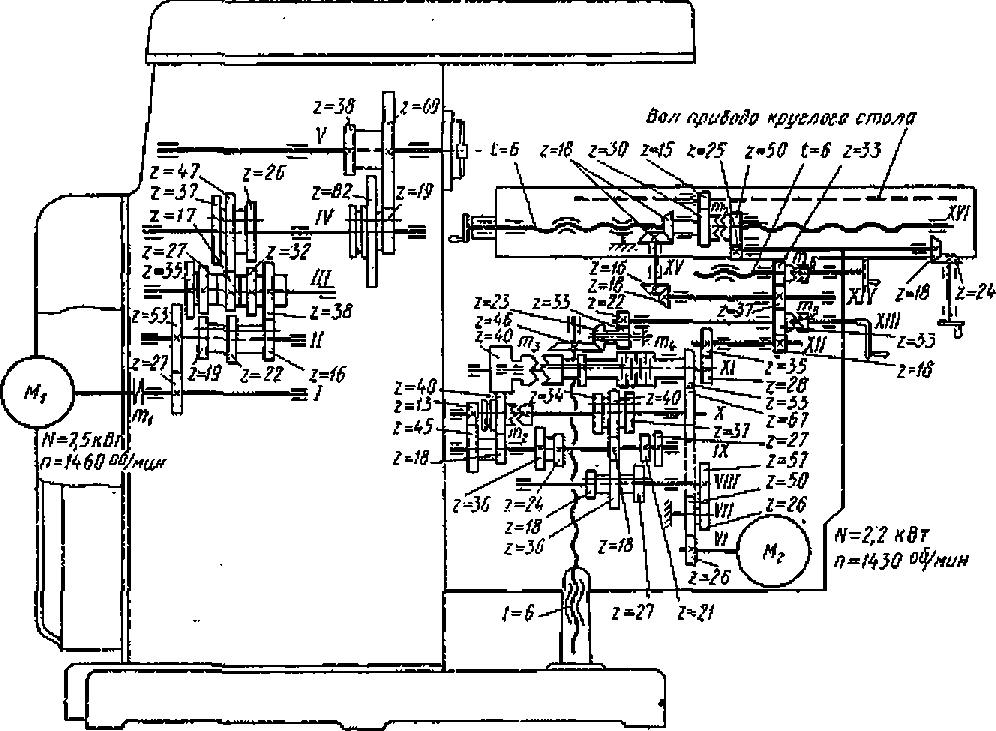
Рисунок 5. Кінематична схема універсального консольно-фрезерного
верстата 6Р82
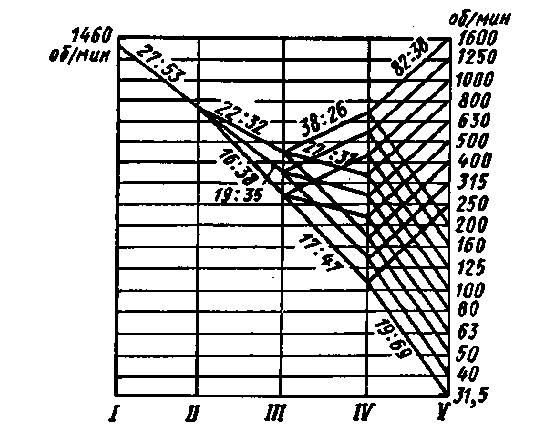
Рисунок 6. Графік частот обертання шпинделя верстата 6Р82
Рух подачі
Рух подачі здійснюється від електродвигуна М2 (N = 2,2 кВт, п = 1430 хв-1). Коробка подач верстата дозволяє здійснювати механічне переміщення столу в трьох напрямках: поздовжньому (перпендикулярно осі шпинделя), поперечному (паралельно осі шпинделя) і вертикальному. Спеціальні блокувальні пристрої забезпечують неможливість одночасного включення декількох рухів.
Вісімнадцять поздовжніх подач (Рисунок 7) здійснюються за схемою: електродвигун М2, постійна передача 26/50, 26/57, потрійний пересувний блок (18/36; 27/27; 36/18), другий потрійний блок (18 / 40; 21/37; 24/34), вал X. З валу X рух може передаватися або на вал XI, або безпосередньо через колеса 40/40 (муфта М2 включена), або через перебір 13/45, 18/40, 40/40 (муфта А / 2 вимкнена). Далі рух передається за схемою: вал XI, передача 28/35, вал XII, передачі 18/33, 33/37, 18/16, 18/18, ходовий гвинт з кроком 6 мм. Поперечні і вертикальні переміщення столу здійснюються аналогічним шляхом двома іншими ходовими гвинтами.
Рівняння кінематичних ланцюгів для максимального і мінімального значень поздовжньої подач


Швидке переміщення столу у всіх трьох напрямках здійснюється: від того ж електродвигуна без коробки подач, безпосередньо через зубчату передачу 26/50, 50/67, 67/33, фрикційну муфту М4 на валу XI і далі за кінематичними ланцюгми робочих подач. Кулачкова муфта М3 в цьому випадку виключена, а фрикційна муфта М4 включена.
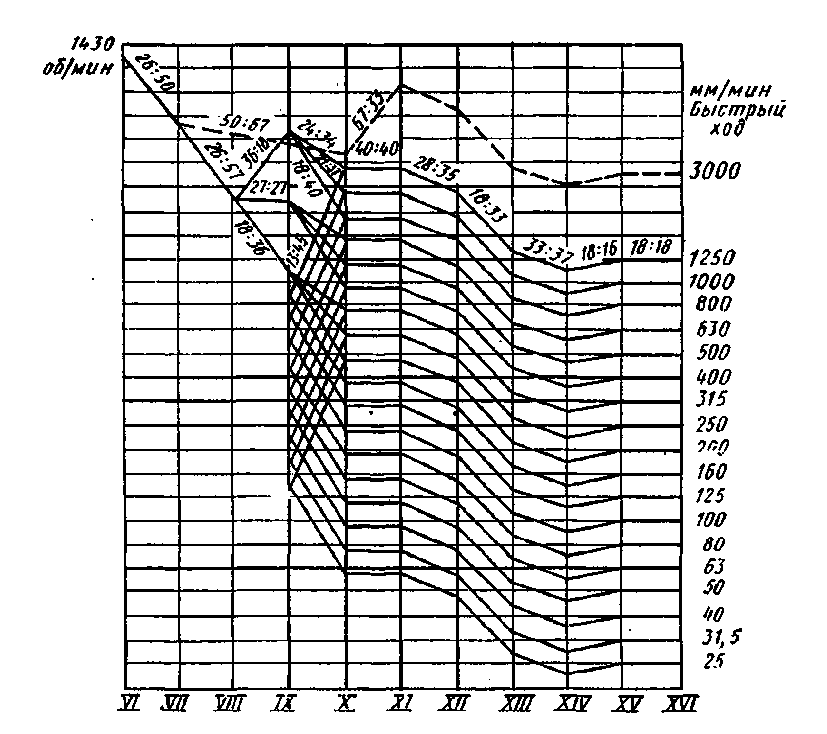
VI-XV-вали коробки подач і зубчастих коліс, що знаходяться в консолі і са ¬ лазках (XVI - гвинт поздовжньої подачі; промені (прямі) - шляхи передачі руху між валами, числа (на променях) значення передаточних відносин
Рисунок 7. Графік поздовжньої і поперечної подач і прискорених переміщень столу верстата 6Р82
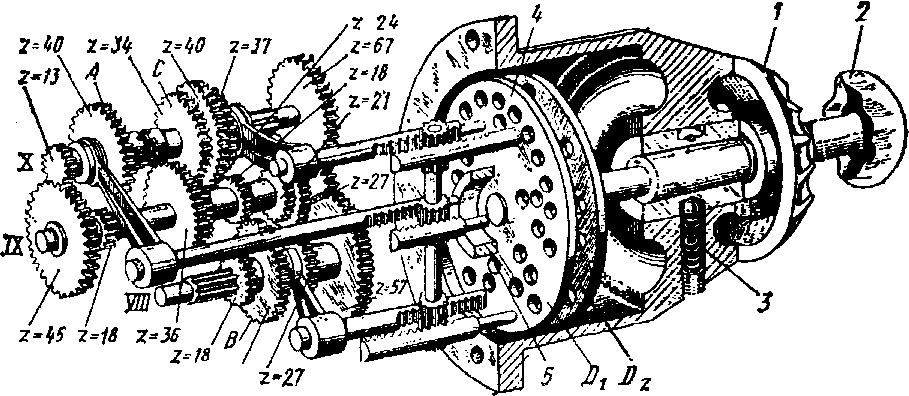
Муфта вала коробки подач верстата
На малюнку 8 показані муфти останнього валу XI коробки подач верстату. Зліва на валу знаходиться кулькова запобіжна муфта 1 із зубчастим вінцем (z = 40). Робоча подача здійснюється при включенні муфти 7 в крайнє ліве положення, коли ці кулачки зачіплюються з кулачками запобіжної кулькової муфти. У цьому випадку рух від зубчастого колеса 8 (z = 40) передається на зубчастий вінец запобіжної муфти і далі на кулачкову муфту 7, яка встановлена на валу XI на ковзній шпонці.
При пересуванні муфти 7 вправо її кулачки роз'єднуються з кулачками запобіжної муфти, робоча подача припиняється. При подальшому переміщенні вправо муфта 7 включає фрикційне муфту 6, і вал XI отримує швидке обертання від колеса 5 (z = 67) через зубчасте колесо 4 (z = 33), корпус 3 фрикційної муфти і стислі фрикційні диски 2.

Рисунок 8. Муфта вала коробки подач верстата 6Р82
Механізм перемикання подач верстата
Коробка подач має одноважільне селективне управління (Рисунок 9). Перемикання подач здійснюється пересуванням зубчастих блоків або окремих зубчастих коліс за допомогою вилок, закріплених на відповідних рейках. Рейки отримують поздовжнє переміщення від двох дисків з отворами, закріплених на одній осі з рукояткою перемикання. Рейки, що переміщують блоки, можуть займати три різних положення щодо дисків.
А, В, С - пересувні блоки; D1, D2 - диски перемикання; 1 - лімб, 2 - важель перемикання, 3 - фіксатор, 4 - диск, 5 - упорне кільце
Рисунок 9. Механізм перемикання подачі верстата 6Р82
На малюнку 10 показана схема роботи цього механізму на прикладі перемикання потрійного блоку зубчастих коліс. У положенні I рейка 1 впирається в диск 3, а рейка 2 проходить через отвори обох дисків 3 та 4. У положенні II обидві рейки входять в отвір диска 3. Положення III є зворотнім відносно положення I. Між рейками є зубчасте колесо 5, яка забезпечує узгоджений рух рейок. Для установки необхідної подачі рукоятку перемикання з дисками спочатку висувають з коробки подач, потім повертають вправо або вліво навколо осі в потрібне положення до співпадання обраної подачі на лімбі рукоятки зі стрілкою-покажчиком на корпусі коробки подач. Після цього рукоятку рухають назад і, штовхаючи виступаючі кінці рейок дисками, переміщають рейки, а значить, і включаються зубчасті колеса в положення, що забезпечують обрану подачу.
Верстат автоматизований; може бути здійснена налагодження на наступні цикли роботи (руху столу): 1) напівавтоматичні стрибкоподібні-швидко вперед - подача - швидко назад - стоп; швидко вперед - подача - швидко назад - стоп, 2) напівавтоматичні чергуються - швидко вперед - подача-швидко вперед - подача - швидко назад - стоп, 3) автоматичний маятниковий-швидко вправо - подача вправо - швидко вліво - подача вліво і т.д.
Автоматизація робочих і настановних рухів столу здійснюється за допомогою механізму автоматичного циклу, розташованого в полозку, і кулачків, набір яких додається до верстата. Кулачки, встановлені у відповідності до вибраного циклом на столі, при його переміщенні в потрібні моменти повертають зірочку, посаджену на осі рукоятки включення повздовжнього ходу. Ці рухи зірочки передаються механізму автоматичного циклу, який здійснює автоматичне перемикання ходу на робочу подачу і назад з прискореного.
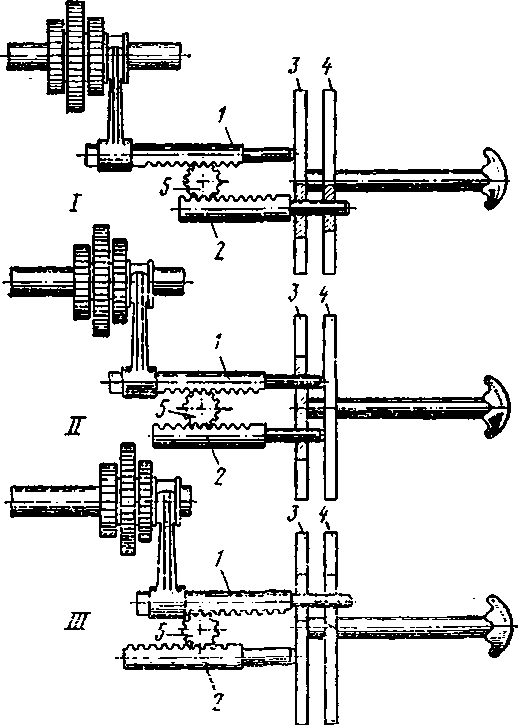
Рисунок 10. Схема роботи механізму перемикання подач
Ділильна головка
Ділильні головки застосовують при роботі на консольно-фрезерних верстатах для установки заготовки під необхідним кутом щодо столу верстата, по-ворота її на певний кут, поділу кола на потрібне число частин, а також для безперервного обертання заготовки при фрезеруванні гвинтових канавок. Розрізняють ділильні головки для безпосереднього розподілу (дільник-ні пристосування), оптичні ділильні головки та універсальні діли-тільні головки. Універсальні ділильні головки ділять на лімбові і безлімбові. Найбільш поширені лімбові головки. Універсальні ділильні головки можуть бути використані для простого і диференціального розподілу.
Лімбова універсальна ділильна головка (рисунок 11). Шпиндель 5 лімбової універсальної ділильної головки періодично повертають обертанням рукоятки 1 через черв'ячну передачу, розташовану в корпусі 4.
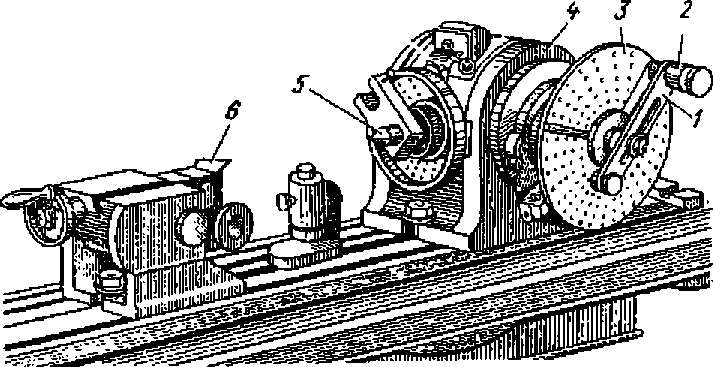
Рисунок 11. Лімбова універсальна ділильна головка
Рукоятку 1 повертають на потрібний кут, який встановлюють за допомогою лімба 3, що має кілька рядів отворів, рівномірно розташовані на концентричних колах. Фіксатор 2 можна вставляти в будь-яке з цих отворів. Задню бабку 6 застосовують для роботи в центрах. Деталь можна кріпити також у патроні, який навертають на різьбовий кінець шпинделя. Застосовують наступні способи налагодження універсальної ділильної головки: безпосереднє, просте і складне ділення.
Безпосередній метод ділення
При безпосередньому розподілі одно західний черв'як виводять із зачеплення з черв'ячним зубчастим колесом 4 поворотом валика 7, після чого шпиндель повертають рукою за диск 8 (Рисунок 12). Відлік повороту роблять за допомогою отвору, просвердленого на тиловій стороні диска 8.
Ділення можливо, якщо число отворів на диску ділиться без залишку на знаменник дробу, що показує величину заданого повороту шпинделя, Так, наприклад, при числі отворів на диску, що дорівнює 24, можна повернути шпиндель на 1 / 2, 1 / 35 1 / 4, L / 6, 1 / 8, 1 / 12. Фіксацію шпинделя після повороту на заданий кут виробляють штифтом 9, що входять в отвори диска 8.
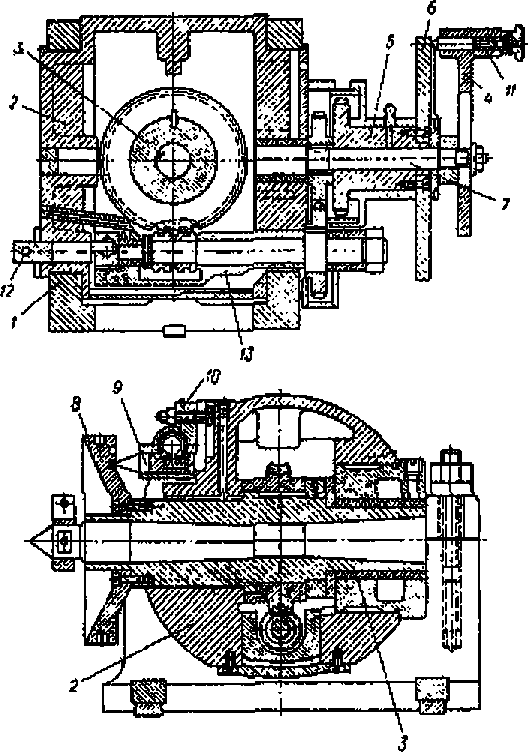
1 - корпус, 2 - поворотна частина, 3 - шпиндель, 4 - рукоятка, 5 - зубчасте колесо, 6 - ділильний диск, 7 - валик, 8 - диск безпосереднього ділення, 9 - штифт,
10 - обойма, 11 - штифт , 12 - валик, 13 - опора
Рисунок 12 - Розрізи універсальної ділильної головки:
Простий метод розподілі
При простому методі поділу шпиндель і заготовку повертають на заданий кут обертанням рукоятки 4 (Рисунок 12). Одному оберту рукоятки відповідає поворот шпинделя рівний 1 / 40 обороту, тому що черв’як однозахідний, а черв'ячне зубчасте колесо має 40 зубів, Відлік кута повороту рукоятки проводиться по ділильному диску, на торці якого, на концентричних кіл, просвердлені отвори з рівним відстанню між центрами. Число отворів на 22 різних кіл ділильного диска змінюється від 24 до 66. Ділильний диск при простому діленні скріплюється з корпусом ділильної головки і залишається нерухомим. Якщо, наприклад, потрібно нарізати на заготівлі 2 зубів, тоді для повороту заготівки на один зуб (1 / z) рукоятку 4 треба повернути щодо нерухомого ділильного диска на 40 / z проміжків між отворами на вибраній концентричній кола.
Налаштування ділильної головки на фрезерування гвинтових канавок
При фрезеруванні гвинтових канавок на поверхні заготовок їх встановлюють в центрах ділильної головки і її задньої бабки і зєдеють зі шпинделем ділильної головки (Рисунок 13).

1 - ділильна головка; 2 - деталь
Рисунок 13. Схема фрезерування гвинтових канавок
Ділильну головку і її задню бабку встановлюють на столі універсально-фрезерного верстата. При цьому стіл повинен бути повернений на кут нахилу лінії гвинтової нарізаємої канавки. Якщо позначити крок нарізаємої гвинтової канавки через Т, а крок гвинта поздовжнього ходу столу t і виходити з то, що одному обороту заготовки повинно відповідати переміщення столу верстата, рівне Т, то рівняння балансу кінематичного ланцюга, яка зв'язує шпиндель ділильної головки з гвинтом поздовжнього ходу столу, буде:
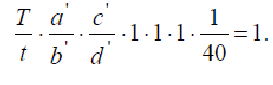
З котрого отримаємо
![]()
При визначенні чисел зубів змінних зубчастих коліс а ', b', c ', d ' необхідно перевірити їх на зчеплюємість, тобто.
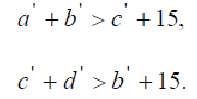
При фрезеруванні гвинтових канавок (Рисунок 13) стопор ділильного диска 6 (Рисунок 12) повинен бути звільнений, а штифт 11 вставлений в один з отворів ділильного диска 6.
Порядок виконання роботи
-
Вивчити види фрез, що застосовуються на фрезерних верстатах.
-
Ознайомитися з інструкцією та пристроєм універсального консольно-фрезерного верстата.
-
Ознайомитися з технічною характеристикою верстата.
-
Вивчити кінематичну схему головного руху верстата і графік частот обертання шпинделя верстата.
-
Вивчити кінематичну схему руху подач, прискореного переміщення і графік поздовжньої і поперечної подач і прискорених переміщень столу верстата 6Р82.
-
Ознайомитися з конструкцією муфти вала коробки подач верстата.
-
Ознайомитися з механізмом перемикання подач і схемою його роботи.
-
Вивчити процес нарізування зубчастих коліс дискової модульної фрезою.
-
Вивчити пристрій лімбової універсальної ділильної головки.
-
Вивчити безпосередній метод поділу.
-
Вивчити простий метод ділення (для заданого числа зубів шестерень ¬ ні).
-
Вивчити складний метод поділу (зробити розрахунок змінних зубчастих a, b, с, d Для нарізування заданого числа зубів з перевіркою на зчеплюємість).
-
Вивчити налагодження ділильної головки на фрезерування гвинтових канавки
Примітка - Підбір змінних зубчастих коліс зробити з наявного комплекту: 23, 24, 25, 26, 30, 34, 35, 37, 40, 41, 43, 45, 47, 48, 50, 50, 53, 55, 58, 59 , 60, 61, 62, 63, 65, 67, 70, 71, 73, 75, 79, 80, 83, 85, 89, 90, 91, 95, 97, 98, 100.
ЛАБОРАТОРНА РОБОТА №6
Назва роботи: Ознайомлення з будовою та роботою фрезерного верстату з ЧПУ
Мета роботи: ознайомитись з призначенням верстату ГФ2171, будовою та принципом роботи основних механізмів верстату, ознайомитись з методикою налагодження верстату на нарізання багато західних різьб