

2.2 Опис устаткування дільниці
Дільниця оснащена столами робочими та пересувними візками. Пересувний візок використовується для зберігання та перевезення
інструменту, який видається працівникам, в межі дільниці. Для цього він обладнаний колесами, які кріпляться на чотирьох ніжках візка. Візок має три полочки. Розміри його робочої поверхні 450х740. На верхній поличці монтується контейнер, в якому зберігається інструменти робітника. На другій
поличці робітники частіше всього зберігають елементи кріплення. Нижня поличка призначення для зберігання громіздкого інструменту, який незручно зберігати зверху.
Для зменшення зусиль робітника при пересуванні візка, він обладнаний ручками з обох боків.
Стіл робочий використовується майже для всіх операцій, тобто є універсальним для даної дільниці. Виконується у вигляді металевого зварного каркасу, що обшитий дерев’яними листами. Розміри робочої зони складають 1777х855 мм. В лівій частині столу знаходяться три шухляди розмірами 644х500мм, під робочою частиною столу містяться одна полиця розмірами 1227х620 мм для зберігання інструментів і матеріалів, які застосовуються під час роботи. Це передбачено для того, щоб робоча поверхня стола не була загромаджена.
-
Конфігурація обладнання
Детальний опис обладнання наведений у пункті 2.2
Основним обладнанням на дільниці є стіл робочий та візок пересувний.

Рисунок 1 – Стіл робочий
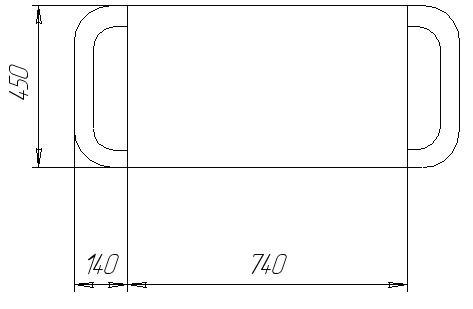
Рисунок 2 – Пересувний візок
2.3 Визначення або обґрунтування вибору технічної норми часу
Визначається норма штучно-калькуляційного часу на збирання, Тш-к, хв.:
Тш-к= tш-к•k10k11k12+t1…7-t8+t9 (1)
де tшт – неповний штучно-калькуляційний час на збирання виробу,
вибирається згідно [1], складає 84,6 хвилин так як кількість:
деталей складає 116 штука;
k10 – коефіцієнт, що залежить від типу виробництва, для
серійного типу виробництва згідно [1] становить 0,85;
k11 – коефіцієнт ,який залежить від кількості вузлів для одновуз-
лового збирання приймається згідно [1] становить 1,0;
k12 – коефіцієнт складності робіт, для підвищеної складності
приймається 1,35 згідно [1];
t1-4 – поправка на виконання чисто слюсарної і прогонки різьби у отворі в залежності від виду отвору, матеріалу деталі,числа кріплень та діаметру отвору, приймається згідно [1], цей коефіцієнт відсутні;
t5 – поправка на слюсарні операцій по намотуванні пеньки для ущільнення різьбових отворів, хв, згідно креслення і спеціфікацій цей коефіцієнт відсутній;
t6 – фарбування суриком (покриття грунтом або мастилом) обирається згідно [1], цей коєфіцієнт відсутній;
t7 – поправка на слюсарні операцій по закручувані болтів, гайок, при кріплені деталей в залежності від діаметру різьби та кількості кріплень згідно [1] , приймається 1,5 хв,
t8 – поправка на закручувані кріпильних елементів за допомогою пневмо інструментів, для даннго технологічного процесу відсутня така поправка;
t9 – поправка на норму штучного часу, при пресуванні чи розкліпуванні згідно [1], за спеціфікаціями і кресленням вони відсутні.
tшт к3 =84,6•0,8•1,35•1+4,3+1,5= 97,17