

SPR / Лекция_10
.pdf130
10 ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ГАЗОПРОВОДНЫХ ТРУБ
Высокопрочная низколегированная сталь для газопроводных труб должна обладать высокими значениями ударной вязкости при отрицательных темпера- турах и изотропными механическими свойствами. Специфическим условием, которое предъявляется к стали для газопроводных труб, является способность противостоять сероводородной коррозии.
Возникновение сероводородной коррозии связывают с тем, что поверх- ность раздела сульфид-матрица практически представляет собой несплошно- сти, в которых концентрируется водород. При наличии напряжений выделение молекулярного водорода способствует образованию микротрещин, количество и размер которых увеличиваются с увеличением размеров сульфидных включе- ний.
В связи с этим к металлу для труб магистральных газопроводов предъяв- ляются исключительно высокие требования по концентрации серы. Сталь должна содержать, % мас.: 0,04 – 0,1 C; 1,4 – 1,5 Mn; ≤ 0,001 S; ≤ 0,015 P; ≤ 0,004 N. Содержание водорода в металле должно быть на минимально возмож- ном уровне.
При производстве стали Х60 – Х80 зарубежные предприятия придержи- ваются следующих рекомендаций:
– использование в шихте чугуна, подвергнутого внедоменной десульфу- рации до содержания серы ≤ 0,010%, оборотного металлического лома или же- леза прямого восстановления и извести с содержанием серы не более 0,05 –
0,07%;
–получение в кислородном конвертере металла с содержанием фосфора
<0,008% при помощи насыщенных известью шлаков с 18 – 20% Fe. Обяза- тельное отделение окисленного шлака от металла при выпуске плавки. Темпе- ратура металла при выпуске в 185-т ковш должна составлять 1680 – 1700оС;
131
–раскисление, легирование и предварительная десульфурация металла твердой шлакообразующей смесью во время выпуска плавки в ковш. Концен- трация растворенного в металле кислорода по окончанию выпуска должна со- ставлять 2 ppm;
–окончательная десульфурация металла при обработке на установках VD. Для эффективного удаления водорода и азота продолжительность вакуу- мирования стали в 185-т ковше должна составлять не менее 10 минут при рас- ходе аргона 1,35 м3/мин;
–рафинирование стали от включений глинозема мягкой продувкой арго- ном, которая не приводит к нарушению шлакового покрова и развитию вторич- ного окисления;
–обработка расплава CaSi с целью модифицирования неметаллических включений. Расход кальция зависит от концентрации серы в стали после ваку- умной обработки. Отношение Ca/S в отобранной перед разливкой пробе метал- ла должно составлять 1,8 – 4,0. При этом содержание растворенного в металле кальция составляет 10 – 35 ppm, что достаточно для образования глобулярных оксидов.
Однако, такая технология не может быть реализована в кислородно- конвертерных цехах металлургических предприятий Украины в связи с тем, что они, как правило, не располагают оборудованием для вакуумной обработки ме- талла в ковше.
В связи с этим целесообразно рассмотреть технологию производства ме- талла для газопроводных труб с содержанием серы не более 10 – 15 ppm, осво- енную в кислородно-конвертерном цехе металлургического комбината «Азов- сталь».
При производстве стали марок 09Г2Ф, 10Г2ФБ и др. с содержанием серы
<0,010% металлическая шихта состоит из низкомарганцовистого чугуна и обо- ротного лома из цеха толстого листа, содержащего < 0,010% серы.
В отделении внедоменной десульфурации чугуна кислородно- конвертерного цеха весь чугун в чугуновозных ковшах подвергают десульфу-
132
рации гранулированным магнием, который вдувают в металл через погружае- мые в расплав фурмы в потоке природного газа или воздуха. При среднем рас- ходе гранулированного магния 0,6 кг/т содержание серы в чугуне после обра- ботки составляет 0,005 – 0,010%. Перед сливом в миксер и перед сливом метал- ла в конвертер проводят скачивание шлака из чугуновозных и заливочных ков- шей. В среднем удаляется около 70% ковшевого шлака.
Плавку в 350-т кислородном конвертере верхнего дутья заканчивают под шлаком основностью 2,8 – 3,0, содержащим 1,5 – 2,5% MnO и 1,5 – 2,0% MgO. Продувку металла кислородом заканчивают при содержании углерода 0,04 – 0,05%. При этом величина фактического коэффициента распределения серы между шлаком и металлом в конце продувки составляет 3,5 – 6,0, а средняя сте- пень десульфурации металла за время плавки в конвертере составляет 15%.
При производстве стали с содержанием серы не более 10 – 15 ppm расход гранулированного магния для внедоменной десульфурации чугуна увеличили до 0,8 – 1,2 кг/т, что позволило получать остаточное содержание серы в металле 0,003 – 0,005%. Кроме того, шлак из заливочных ковшей скачивали до появле- ния зеркала чугуна.
Чтобы повысить эффективность десульфурации металла в кислородном конвертере были приняты меры, направленные на повышение основности и уменьшение вязкости конвертерного шлака, а также снижения окисленности металла в заключительном периоде продувки.
С этой целью основность конечного шлака увеличили до 3,2 – 3,4, содер- жание MnO в шлаке повысили до 4,5 – 5,5%, а MgO – до 4,5 – 5,0%. Содержа- ние углерода в металле в конце продувки увеличили до 0,05 – 0,06%, марганца
– до 0,15 – 0,20%. Увеличение содержания MgO в шлаке было достигнуто пу- тем использования ожелезненного доломитового флюса. Повышение содержа- ния марганца в металле и его оксида в шлаке было достигнуто использованием передельного чугуна с содержанием марганца 0,4 – 0,7% или подачей FeSiMn в конвертер в начале плавки.
Эти мероприятия позволили увеличить фактические значения коэффици-
133
ента распределения серы между металлом и конвертерным шлаком до 6,5 – 12. Несмотря на снижение концентрации серы в передельном чугуне до 0,005%, степень десульфурации металла в конвертере увеличилась в среднем до 20%, что позволило получать содержание серы в металле на выпуске из конвертера
0,004%.
Десульфурацию металла в ковше проводили в два этапа: твердой шлако- образующей смесью (ТШС) из извести и плавикового шпата в соотношении (3 ÷ 4) : 1 на выпуске с последующей продувкой аргоном и на УДМ.
При производстве стали с содержанием серы не более 10 – 15 ppm расход шлакообразующей смеси составлял не менее 10 кг/т.
Понижение активности кислорода в металле и содержания FeO в ковше- вом шлаке достигалось путем раскисления металла и шлака алюминием и CaSi, которые вводили в ковш двумя порциями. В начале выпуска плавки одновре- менно с присадкой ТШС для раскисления попадающего в ковш конвертерного шлака и ускорения наводки рафинирующего шлака присаживали 150 – 200 кг алюминия. После ввода ферросплавов в ковш присаживали 500 – 700 кг алю- миния и 350 кг кускового CaSi (СК15). При этом содержание алюминия в стали обычно составляло не менее 0,04%.
Для повышения основности ковшевого шлака были использованы сле- дующие мероприятия: отсечка конвертерного шлака при выпуске плавки; рас- кисление и легирование стали кремнием на УДМ после усреднительной про- дувки; использование сталеразливочных ковшей с основной футеровкой. При- нятые меры позволили увеличить основность ковшевого шлака с 3,4 до 4,3.
Относительная степень десульфурации стали ТШС на первом этапе обра- ботки (во время выпуска плавки в ковш и усреднительной продувки) составля-
ла 45 – 60%.
Для десульфурации металла на УДМ использовали порошкообразный CaSi марки СК15, который инжектировали в металл в потоке аргона, или СК30 в виде порошковой проволоки. Степень десульфурации металла при обработке CaSi составляла 30 – 50%.
134
При десульфурации металла кальцием изменяется форма сульфидных и оксисульфидных включений, происходит их глобулизация и коагуляция. В дальнейшем часть этих включений всплывает в шлак во время выдержки ме- талла в сталеразливочном ковше и при разливке стали. В результате этого со- держание серы в стали снижается на 10 – 20%.
Суммарная степень десульфурации металла в сталеразливочном ковше составляет 60 – 80%, что позволяет получить содержание серы в стали на уров-
не 6 – 15 ppm.
Исследование качества металла показало, что снижение содержания серы
с40 – 70 до 6 – 15 ppm позволило:
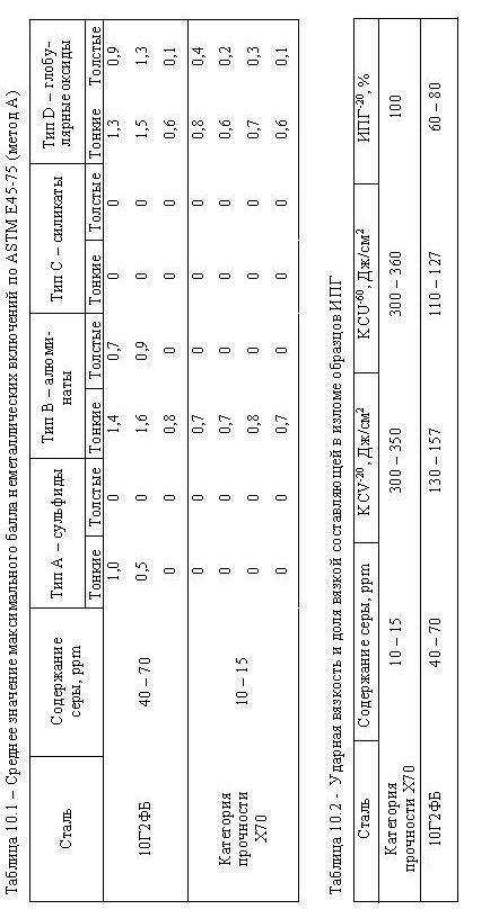
–понизить загрязненность металла листов неметаллическими включе- ниями по стандарту ASTM E45-75 (метод А – наихудших полей) с 0,5 – 1,0 бал- ла до 0;
–понизить среднее значение максимального балла по алюминатам и гло- булярным оксидам (таблица 10.1), что существенно улучшило пластические ха- рактеристики толстолистового проката;
–отсортировка листов из стали с содержанием серы 6 – 15 ppm по ре- зультатам ультразвукового контроля, которую проводят по требованиям к про- дукции 1-го и 2-го класса, снизилась с 11,29 до 2,36%, а по требованиям к 3-му классу стандарта SEL076 – с 3,04 до 0,1%;
В листах с содержанием серы 6 – 15 ppm отмечено резкое увеличение ударной вязкости и доли вязкой составляющей в образцах ИПГ при отрица- тельных температурах (таблица 10.2).
135