

SPR / Лекция_12
.pdf143
12 ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА IF-СТАЛИ
12.1 Назначение и химический состав IF-стали
В настоящее время большое количество изделий в автомобилестроении,
при производстве холодильников, газовых плит, посуды и др. получают из тон-
кого стального листа методами штамповки и глубокой вытяжки без нагрева.
Основные требования к листовым сталям для глубокой вытяжки – высокая де-
формируемость при изготовлении изделий сложной формы и высокое качество поверхности изделий, которое необходимо для нанесения защитного покрытия.
Для изготовления изделий холодной штамповкой и глубокой холодной вытяжкой традиционно использовали низкоуглеродистые стали с содержанием углерода 0,03 – 0,08%, которые имеют относительно высокую пластичность и могут подвергаться значительной деформации без опасности разрушения и с минимальными энергетическими затратами.
Главным недостатком простых углеродистых сталей является склонность к деформационному старению. При высокой степени холодной деформации она проявляется в образовании протяженных поверхностных дефектов – полос скольжения или линий Людерса-Чернова, появление которых связано с неодно-
родной деформацией стали на площадке текучести.
Причиной образования площадки текучести и деформационного старения является закрепление дислокаций атмосферами Котрелла, которые образуют атомы внедрения (в первую очередь углерод и азот). Особенно сильно эффект закрепления дислокаций проявляется в металлах с ОЦК решеткой из-за несим-
метричности полей напряжений вокруг всех типов дислокаций в этой решетке и притяжения внедренных атомов к дислокациям с уменьшением энергии кри-
сталла. При достижении напряжениями значений предела текучести дислока-
ции отрываются от атмосфер, а образование большого числа легкоподвижных незакрепленных дислокаций приводит к появлению на поверхности множест-
венных полос скольжения. В этих местах нанесенное покрытие легко отслаива-

144
ется, а основной металл подвержен интенсивной коррозии.
Повышение требований к качеству изделий привело к появлению нового класса сталей без элементов внедрения (а точнее, с очень низким содержанием углерода и азота). Такие стали называют IF-сталями ((Interstitial free steel). В
качестве примера в таблице 12.1 приведен химический состав IF-сталей, кото-
рые производятся различными предприятиями.
Таблица 12.1 – Химический состав IF- сталей различных металлургических
предприятий
Производитель |
|
Химический состав стали, % мас. |
|
||||
|
|
|
|
|
|
||
|
C |
Mn |
P |
S |
Al |
N |
|
|
|
|
|
|
|
|
|
Kawasaki Steel |
≤ 0,002 |
0,18 |
0,006 |
0,007 |
0,028 |
0,002 |
|
|
|
|
|
|
|
|
|
National Steel |
≤ 0,0025 |
0,20 |
0,006 |
0,007 |
0,028 |
0,002 |
|
|
|
|
|
|
|
|
|
Sollac |
≤ 0,003 |
0,20 |
0,003 |
0,009 |
0,017 |
0,003 |
|
|
|
|
|
|
|
|
|
ОАО «НЛМК» |
≤ 0,003 |
0,18 |
0,012 |
0,012 |
0,06 |
0,005 |
|
|
|
|
|
|
|
|
|
ОАО «Север- |
≤ 0,003 |
0,12 |
0,009 |
0,008 |
0,032 |
0,0054 |
|
сталь» |
|||||||
|
|
|
|
|
|
||
ОАО «ММК» |
≤ 0,003 |
0,15 |
0,009 |
0,008 |
0,018 |
0,007 |
|
|
|
|
|
|
|
|
|
Из таблицы видно, что IF-стали передовых металлургических предпри-
ятий содержат не более 0,005% (C + N). Содержание кремния в стали обычно не превышает 0,02 – 0,03%, а в некоторых марках – 0,01%. В последние годы по-
лучило распространение микролегирование IF-стали сильными карбидо- и нит-
ридообразующими элементами – титаном и (или) ниобием.
IF-стали обладают хорошей штампуемостью, а сочетание высокой проч-
ности и пластичности позволяет сохранять высокую конструктивную проч-
ность изделий в аварийных ситуациях.
145
12.2 Организация внепечной обработки и разливки IF-стали
Для производства IF-стали в кислородных конвертерах и дуговых стале-
плавильных печах выплавляют полупродукт с содержанием углерода 0,03 – 0,06%. При этом металлическая шихта обычно состоит из передельного чугуна с содержанием серы 0,005 – 0,010% и оборотного металлического лома, содер-
жащего не более 0,015% S, а также не более 0,1% Cr, Ni и Cu.
Обезуглероживание полупродукта проводят в агрегатах RH, RH-OB, RHKTB, VD, VOD и VAD. При этом технология вакуумирования имеет ряд осо-
бенностей, обусловленных значительным понижением скорости обезуглерожи-
вания металла в заключительном периоде рафинирования.
При использовании агрегатов RH увеличение скорости обезуглерожива-
ния достигается за счет увеличения скорости циркуляции металла и площади поверхности раздела металл-газ внутри вакуумной камеры.
Увеличение скорости циркуляции расплава достигается путем увеличе-
ния расхода аргона, подаваемого в подводящий патрубок вакуумной камеры, и
увеличением его диаметра. В качестве примера, подтверждающего эффектив-
ность этих мероприятий, на рисунке 12.1 показаны результаты исследования кинетики обезуглероживания металла на установке RH при работе с различны-
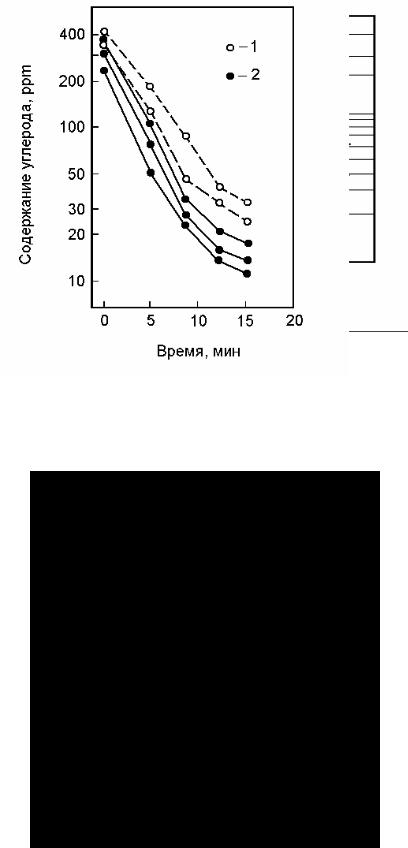
ми расходами подаваемого в подводящий патрубок аргона. На рисунке 12.2
приведены результаты исследования кинетики обезуглероживания металла на установке RH при использовании подводящих патрубков различного диаметра.
Из рисунка видно, что увеличение диаметра подводящего патрубка с 600 до 780
мм привело к значительному росту скорости обезуглероживания (константа скорости в кинетическом уравнении реакции первого порядка относительно концентрации углерода в металле увеличилась с 0,218 до 0,254 мин–1).
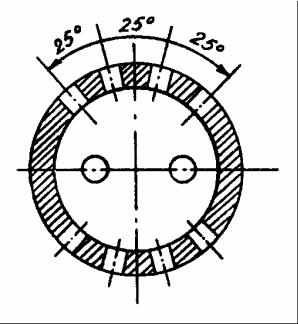
Эффективным способом увеличения скорости обезуглероживания метал-
ла на установках RH является подача в вакуумную камеру дополнительного ко-
личества аргона через придонные фурмы (рисунок 12.3). Это подтверждается
146
Рисунок 12.1 – Изменение содержания углерода в металле при обработке на ус-
тановке RH с различными расходами подаваемого в подводящий патрубок ар-
гона
Рисунок 12.2 – Изменение содержания углерода в металле при обработке на ус-
тановке RH с подводящими патрубками разного диаметра: 1 – 600 мм; 2 – 780
мм
147
Рисунок 12.3 – Расположение фурм для вдувания аргона в придонной части ва-
куумной камеры установки RH
данными рисунка 12.4, на котором приведены сведения об изменении содержа-
ния углерода в металле при обработке на установке RH по обычной технологии с подачей в подводящий патрубок аргона в количестве 2,5 нм3/мин., а также при дополнительной подаче аргона в через боковые придонные фурмы с расхо-
дом 0,8 нм3/мин.
Имеются сведения о том, что на эффективность обезуглероживания ме-
талла на установках RH влияет также интенсивность образования настылей на стенках вакуумной камеры. На рисунке 12.5 приведены данные об изменении среднего за время разливки плавки содержании углерода в металле в промежу-
точном ковше до и после реконструкции установки, в ходе которой она была оборудована фурмой для продувки металла кислородом (технология RH-KTB).
Наличие кислородной фурмы позволило организовать дожигание выделяюще-
гося из металла СО до СО2 в рабочем пространстве вакуумной камеры. В ре-
зультате этого повысилась температура футеровки камеры и уменьшилось ко-
личество образующихся на ней настылей.
Интенсивная продувка расплава аргоном используется для повышения скорости обезуглероживания и при вакуумировании металла в ковше.

148
Рисунок 12.4 – Изменение содержания углерода в стали в процессе циркуляци-
онного вакуумирования: 1 – обычная технология; 2 – с продувкой аргоном че-
рез боковые придонные фурмы
Рисунок 12.5 – Зависимость среднего за время разливки плавки содержания уг-
лерода в промежуточном ковше от номера плавки в серии при обезуглерожива-
нии IF-стали на установке RH: 1 – до реконструкции; 2 – после реконструкции
149
В качестве примера рассмотрим технологию обезуглероживания IF-стали на установке VD-OB кислородно-конвертерного цеха ОАО «Северсталь». В ки-
слородных конвертерах верхнего дуться выплавляют полупродукт, содержащий не более 0,05% углерода и не менее 0,06% кислорода. Такая окисленность ме-
талла при вакуумном обезуглероживании обеспечивает получение концентра-
ции углерода не более 0,002% без дополнительной продувки кислородом. При температуре 1700 – 1730оС плавку массой до 330 т выпускают в ковш, оборудо-
ванный тремя щелевыми продувочными блоками. Во время выпуска проводят мероприятия, направленные на предотвращение попадания в ковш конвертер-
ного шлака, шлакообразующие материалы в ковш не вводят, чтобы ослабить вспенивание шлака в процессе вакуумирования. Высота свободного борта ков-
ша по окончанию выпуска составляет 1200 – 1300 мм.
Ковш транспортируют на УДМ, где отбирают пробу металла для химиче-
ского анализа, проводят замеры температуры и окисленности стали. После это-
го ковш транспортируют на установку вакуумирования стали.
Параметры обработки металла в вакууме поддерживают в следующих
пределах (мин – макс (ср)): |
|
Массовая доля углерода до вакуумирования, % |
0,02 – 0,05 (0,035) |
Массовая доля кислорода перед |
|
вакуумированием, % |
0,055 – 0,095 (0,07) |
Длительность достижения вакуума (остаточное |
|
давление < 133 Па), мин |
8 – 15 (12) |
Длительность процесса вакуумирования, мин. |
10 – 25 (18) |
Расход аргона, нл/мин: |
|
в процессе достижения вакуума |
150 – 1000 |
в процессе вакуумирования |
1000 – 2500 |
Массовая доля углерода после |
|
вакуумирования, % |
0,0011 – 0,0028 (0,0021) |
Скорость падения температуры в ходе |
|
вакуумирования, оС/мин |
1,3 – 1,8 (1,5) |

150
В этих условиях замедление обезуглероживания наблюдается при кон-
центрации углерода около 0,005% (рисунок 12.6).
Рисунок 12.6 – Изменение содержания углерода в металле в ходе вакуумной обработки
При этом остаточное содержание углерода в металле определяется сум-
марным расходом аргона (рисунок 12.7).
Рисунок 12.7 – Зависимость остаточного содержания углерода в металле от расхода аргона
Для получения металла с ультранизким содержанием углерода разрабо-
тан также процесс VAD-PB (Powder Blowing – продувка порошком). Особен-
ность этого процесса заключается в том, что в металл вдувают не газообразный
151
кислород, а являющиеся источником кислорода дисперсные частицы железной руды (Fe2O3), на поверхности которых происходит зарождение образующихся при окислении углерода пузырьков СО. На этих частицах и в непосредственной близости от них возникает высокий окислительный потенциал, что, благодаря чрезвычайно большой поверхности частиц, вызывает интенсивное и глубокое обезуглероживание.
В процессе VAD-PB ковш помещают в вакуумную камеру, давление в ко-
торой во время обработки поддерживают на уровне 13 – 50 Па. В днище ковша установлены пористые пробки для продувки металла аргоном. Порошок желез-
ной руды с расходом 0,4 – 0,7 кг/(т·мин) вдувают через фурму, торец которой расположен на высоте 600 мм над поверхностью металла, в потоке аргона.
Сообщается, что при ультранизком содержании углерода продувка ме-
талла в вакууме порошком железной руды обеспечивает более быстрое и более глубокое обезуглероживание, чем продувка газообразным кислородом. В про-
цессе VAD-PB содержание углерода в конце продувки понижается до 6·10–4%,
тогда как в процессе VOD его не удается получить менее 10–3%.
В связи с малой эффективностью удаления азота при вакуумном обезуг-
лероживании низкое содержание азота должно быть получено уже при выплав-
ке полупродукта в конвертере. Основными факторами, определяющими содер-
жание азота в металле на повалке конвертера, являются концентрация азота в технологическом кислороде и шихтовых материалах (ломе и чугуне).
Обычно максимальное содержание азота в ломе намного больше, чем в чугуне. Поэтому уменьшая долю лома в металлической шихте можно умень-
шить количество азота в металле на выпуске. Эффективным приемом является также полная замена металлического лома твердым чугуном.
Однако наибольшее значение имеет чистота используемого для продувки металла в конвертере кислорода. Это особенно явно проявляется при содержа-
нии углерода в металле менее 0,03%, когда количество выделяющегося из ван-
ны СО незначительно. Концентрация азота в дутье не более 0,01% позволяет получить в конвертере металл с содержанием азота 0,0015%.
152
Наряду с получением ультранизкого содержания углерода и азота в ме-
талле не менее важной задачей при производстве IF-стали является сохранение низких концентраций этих элементов при выпуске, раскислении и разливке ста-
ли на МНЛЗ.
Увеличению содержания углерода в металле способствует поступление его из ферросплавов, футеровки ковша и шлакообразующих смесей, подавае-
мых в промежуточный ковш и кристаллизатор.
В условиях ОАО «Северсталь» металл раскисляют алюминием, после че-
го проводят микролегирование титаном и ниобием. При этом приращение со-
держания углерода за счет поступления его из ферросплавов обычно составляет
0,0003 – 0,0004%. Использование ферросплавов с содержанием углерода не бо-
лее 0,1% позволяет уменьшить прирост содержания углерода до 0,0002%.
Количество углерода, переходящего в металл из футеровки ковша, опре-
деляется его содержанием в огнеупорах и интенсивностью их износа, завися-
щей от гидродинамического состояния системы, продолжительности контакта металла и шлака с огнеупорными материалами, а также химическим составом и температурой металла и шлака. В условиях ОАО «Северсталь» при содержании углерода в огнеупорах рабочего слоя и шлакового пояса ковша соответственно
2 и 5% количество поступающего в металл углерода составляет 0,0003 – 0,0004%. При увеличении содержания углерода в футеровке соответственно до
5 и 8% стойкость футеровки ковша выросла с 30 до 50 плавок без увеличения прироста содержания углерода в металле. Для уменьшения интенсивности из-
носа футеровки ковша операции раскисления и легирования рекомендуется вы-
полнять при умеренных расходах аргона (1 – 3 нл/(т·мин)).
При непрерывной разливке стали возможно поступление углерода в ме-
талл из шлакообразующих смесей. Так, например, в кислородно-конвертерном цехе ОАО «Магнитогорский металлургический комбинат» для разливки на МНЛЗ подается сталь, содержащая не более 0,005% углерода. Однако, при ис-
пользовании обычных шлакообразующих смесей с содержанием углерода 6 – 10% содержание углерода в металле за время разливки увеличивалось до 0,008