

SPR / Лекция_8
.pdf105
8 ОБРАБОТКА СТАЛИ В ПРОМЕЖУТОЧНЫХ КОВШАХ МНЛЗ
На ранних этапах развития непрерывной разливки стали промежуточный ковш выполнял роль распределительного устройства, которое обеспечивало возможность одновременной подачи металла в несколько кристаллизаторов и постоянство его напора. Было установлено, что использование промежуточных ковшей простейшей конструкции без учета характера потоков металла в ковше и взаимодействия его с атмосферой, огнеупорами и шлаком может приводить к ухудшению качества стали.
На современных МНЛЗ для предотвращения взаимодействия металла с атмосферой при переливах из сталеразливочного ковша в промежуточный и из него в кристаллизатор используют защитные трубы и погружные стаканы с поддувом инертного газа. С той же целью, а также для снижения потерь тепла,
ковш накрывают крышкой, а на зеркало металла в ковше засыпают флюсы, при плавлении которых формируются шлаки умеренной основности, способные аб-
сорбировать продукты раскисления и эффективно препятствовать насыщению стали газами. Для футеровки ковша используют огнеупоры с повышенным со-
держанием CaO, MgO, Al2O3 и ZrO2.
В 90-х годах ХХ столетия наметилась тенденция к увеличению вмести-
мости промежуточных ковшей до 50 – 70 т и использования их в качестве агре-
гатов, в которых с целью повышения качества непрерывнолитой заготовки вы-
полняются следующие виды внепечной обработки металла: ввод раскислителей и модификаторов в составе порошковой проволоки; рафинирование от неме-
таллических включений путем рациональной организации потоков металла ус-
тановкой в полости ковша порогов и перегородок, фильтрации стали через ке-
рамические фильтры, продувки инертным газом; нагрев металла в промежуточ-
ном ковше; вакуумирование стали и др.
106
8.1 Продувка инертным газом
Максимальная загрязненность непрерывнолитой заготовки обычно на-
блюдается в начальном периоде разливки первого в серии ковша. Причина это-
го заключается в том, что при заполнении промежуточного ковша высокая тур-
булентность и разбрызгивание металла способствует интенсивному поглоще-
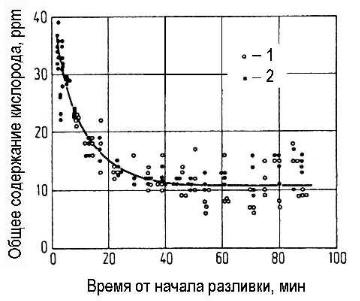
нию газов из атмосферы. В качестве примера на рисунке 8.1 показано измене-
ние общего содержания кислорода в заготовке при разливке металла из 25-т
промежуточного ковша.
Рисунок 8.1 – Зависимость общего содержания кислорода от продолжительно-
сти разливки: 1 – скорость разливки 0,58 т/мин; 2 – 1,74 т/мин
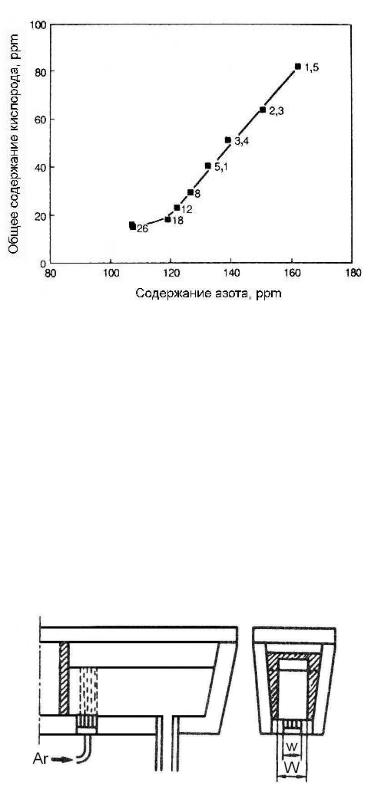
На рисунке 8.2 приведены данные об изменении содержания кислорода и азота в заготовке при разливке из 25-т промежуточного ковша со скоростью 2,5
т/мин. Точки на рисунке соответствуют средним значениям концентрации газов для 10 проконтролированных разливок.
Уменьшить загрязненность заготовки в начальном периоде разливки можно путем установки в промежуточном ковше продувочных устройств и за-
полнения его аргоном перед подачей металла.
107
Рисунок 8.2 – Зависимость содержания кислорода и азота в металле от продол-
жительности разливки. Цифры у кривой – время от начала разливки, мин
Установлено также, что продувка металла аргоном в промежуточном ковше является эффективным способом удаления из расплава неметаллических включений, которые флотируются всплывающими пузырями газа. На метал-
лургических предприятиях Японии используют промежуточные ковши с «во-
ротами» (рисунок 8.3).
Рисунок 8.3 – Схема промежуточного ковша с «воротами»
В днище ковша за «воротами» устанавливают пористую пробку, через ко-
торую в пузырьковом режиме подают аргон таким образом, чтобы весь металл проходил через зону барботажа. Эффективность такого способа обработки изу-
108
чали на примере 25-т промежуточного ковша при разливке со скоростью 0,8 – 1,2 м/мин и отношении w/W = 0,668. Установлено, что при продувке аргоном общее содержание кислорода в стали стабильно снижается, уменьшается за-
грязненность неметаллическими включениями, улучшаются механические свойства металла.
Для продувки металла аргоном используют пористые блоки в виде коль-
ца, примыкающего к наружной стенке разливочного стакана промежуточного ковша. Это дает возможность обрабатывать весь металл перед попаданием его в кристаллизатор.
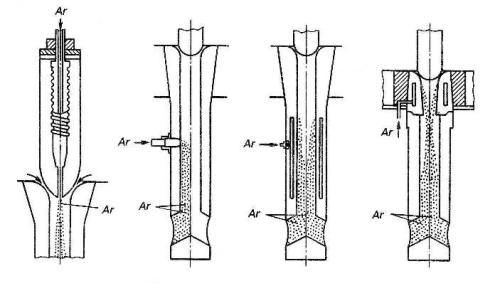
Для ввода аргона в погружной стакан использую подачу его через отвер-
стие в стопоре-моноблоке, отверстие в боковой стенке стакана, а также порис-
тые элементы, выполненные в виде кольцевой вставки в стенку или дно стака-
на. Различные способы подачи аргона в погружной стакан показаны на рисунке
8.4.
Рисунок 8.4 – Способы ввода аргона в погружной стакан
8.2 Организация потоков металла при помощи порогов и перегородок
Достаточно простым и эффективным способом очистки расплава от не-
металлических включений является рациональная организация потоков металла в промежуточном ковше путем установки в нем огнеупорных перегородок и
109
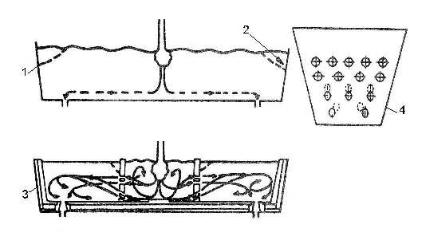
порогов. Пример того, каким образом при помощи перегородок можно управ-
лять потоками металла в ковше показан на рисунке 8.5.
Рисунок 8.5 – Изменение характера движения металла в промежуточном ковше при установке в нем огнеупорных перегородок: 1 – первоначальная конструк-
ция ковша; 2 – застойные зоны; 3 – ковш с перегородками; 4 – огнеупорная пе-
регородка с отверстиями
Из рисунка видно, что поток поступающего в промежуточный ковш ме-
талла достигает его днища и, при отсутствии в полости ковша перегородок,
движется вдоль днища в направлении сталеразливочных стаканов. При этом в верхней части торцевых участков ковша образуются застойные зоны. Установ-
ка в центральной части ковша двух перегородок с отверстиями позволяет на-
править поток металла в верхнюю часть ковша. Движение расплава вдоль гра-
ницы раздела металл-шлак способствует всплытию неметаллических включе-
ний и абсорбции их шлаком.
При разработке конструкции 45-т промежуточного ковша МНЛЗ №3 ки-
слородно-конвертерного цеха завода «Инлэнд Стил» (США) на специально соз-
данной водной модели ковша изучали влияние взаимного расположения пере-
городок, порогов и разливочных стаканов на эффективность удаления неметал-
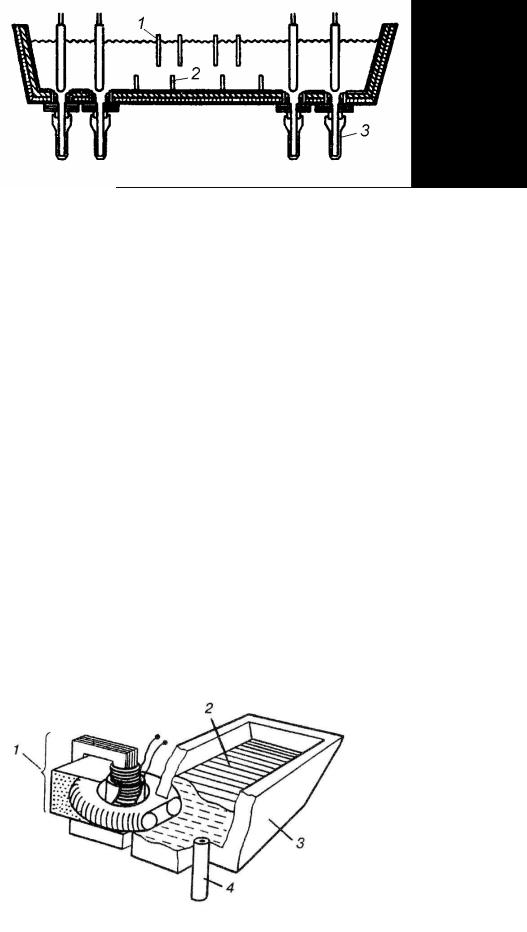
лических включений. По результатам исследования разработана конструкции ковша, схема которого показана на рисунке 8.6. При высоте металла в ковше 1
110
Рисунок 8.6 – Схема промежуточного ковша МНЛЗ №3 завода «Инлэнд Стил»: 1 – перегородки; 2 – пороги; 3 – разливочные стаканы
м наиболее эффективное удаление включений наблюдается при глубине погру-
жения перегородок в расплав 0,55 м и высоте порогов 0,3 м. Чтобы обеспечить полное вытекание металла у днища ковша в порогах должны быть выполнены сквозные отверстия.
8.3 Нагрев металла
Для сохранения на оптимальном уровне температуры разливаемого ме-
талла используют различные способы нагрева стали в промежуточных ковшах МНЛЗ. Наибольшее распространение получили способы нагрева металла с ис-
пользованием канальных индукторов (рисунок 8.7) и плазмотронов (рисунок
8.8).
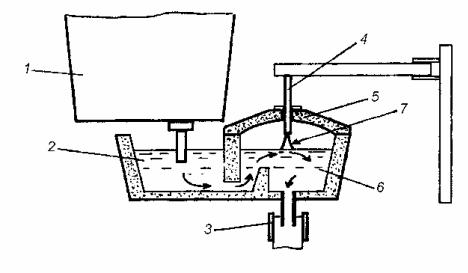
Рисунок 8.7 – Схема индукци-
онного нагрева металла в про-
межуточном ковше: 1 – индук-
тор; 2 – жидкая сталь; 3 – про-
межуточный ковш; 4 – разли-
вочный стакан
111
Рисунок 8.8 – Схема плазменного подогрева стали в промежуточном ковше: 1 –
сталеразливочный ковш; 2 – промежуточный ковш; 3 – кристаллизатор; 4 –
плазмотрон; 5 – теплоизолирующая крышка; 6 – камера для подогрева металла; 7 – плазменная дуга
Фирмой «Ньюкорк Стил» (США) опробована работа МНЛЗ с индукцион-
ным, электрошлаковым и плазменным нагревом металла в промежуточном ковше. По результатам испытаний предпочтение отдано плазменному нагреву.
Использование плазменного нагрева стали в промежуточном ковше по-
зволило повысить точность регулирования температуры металла, отклонение от заданной температуры уменьшилось с +10 до +5оС. Уменьшение перегрева ме-
талла позволило на 10 – 15% увеличить среднюю скорость разливки и сокра-
тить время разливки ковша в среднем на 4 минуты, вести разливку холодных плавок.
8.4 Вакуумирование стали
Транспортирование сталеразливочного ковша по окончанию выпуска к вакуумной камере и последующая вакуумная обработка требуют дополнитель-
ного времени, в связи с чем температура металла на выпуске из сталеплавиль-
ного агрегата должна быть выше. Поэтому ряд металлургических предприятий
112
считают целесообразным организовать вакуумную обработку металла непо-
средственно на МНЛЗ.
С этой целью фирмой «Бритиш стил» разработан способ вакуумирования стали в промежуточном ковше МНЛЗ, схема которого показана на рисунке 8.9.
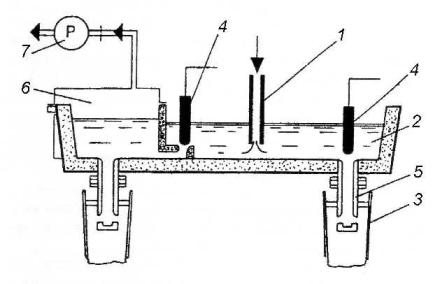
Рисунок 8.9 – Схема вакуумирования стали в промежуточном ковше МНЛЗ:
1 – защитная труба; 2 – промежуточный ковш; 3 – кристаллизатор; 4 – стопор; 5
– погружной стакан; 6 – камера для вакуумирования; 7 – вакуумный насос
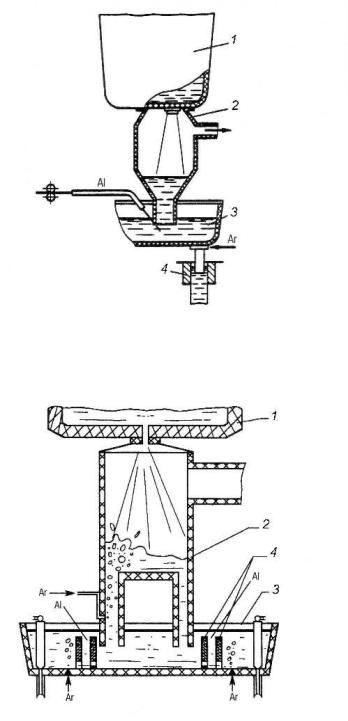
На металлургических предприятиях Германии и в ОАО «Новолипецкий металлургический комбинат» опробована технология вакуумирования струи металла при переливе из сталеразливочного ковша в промежуточный ковш МНЛЗ (рисунок 8.10). Сообщается, что потери температуры металла при таком способе обработки составляют 5 – 10оС. С учетом высокой жидкотекучести ва-
куумированной стали они практически не влияют на температурный режим плавки. Главным препятствием на пути широкого использования этого способа обработки на существующих МНЛЗ является отсутствие возможности распо-
ложить вакуумную камеру достаточной высоты между сталеразливочным и промежуточным ковшами.
В этих условиях повысить эффективность дегазации можно, расположив между сталеразливочным и промежуточным ковшами камеру циркуляционного вакуумирования. Схема этого способа обработки показана на рисунке 8.11.
113
Рисунок 8.10 – Схема вакуумиро-
вания струи металла при переливе из сталеразливочного ковша в промежуточный ковш МНЛЗ:
1 – сталеразливочный ковш; 2 –
вакуумная камера; 3 – промежу-
точный ковш; 4 – кристаллизатор
Рисунок 8.11 – Схема циркуляци-
онного вакуумирования стали в промежуточном ковше МНЛЗ:
1 – сталеразливочный ковш; 2 –
вакуумная камера; 3 – промежу-
точный ковш; 4 – пороги в проме-
жуточном ковше
8.5 Ввод порошковой проволоки
В составе порошковой проволоки в промежуточный ковш МНЛЗ могут быть введены небольшие количества силикокальция, алюминия, титана и др.
Как правило, с этой целью используют порошковую проволоку диамет-
114
ром 9 – 13 мм. Скорость ввода порошковой проволоки в промежуточные ковши обычно составляет 0,5 – 0,8 м/с. Малая скорость ввода порошковой проволоки является главной причиной того, что при отливке слябов большого сечения часто приходится использовать многоручьевые трайб-аппараты.