ния,
а также работающими в условиях
динамических нагрузок, решающим
признаком может оказаться коэффициент
сцепляемости Кс.
Из
числа способов, отобранных по
технологическому критерию, к дальнейшему
анализу принимаются те, которые
обеспечивают коэффициент долговечности
восстановленных поверхностей не менее
0,8.
Это
обусловлено тем, что ресурс капитально
отремонтированной машины или агрегата
не должен быть менее 80
% ресурса
новой машины (агрегата). Указанное
обстоятельство предполагает также,
что ресурс восстановленной детали в
капитально отремонтированном
агрегате тем более не должен быть ниже
80
% ресурса
новой детали.
Если
установлено, что требуемому значению
коэффициента долговечности для
данной поверхности детали соответствуют
два или несколько способов
восстановления, то на этом этапе оценка
способов производится по
технико-экономическому (обобщенному)
критерию, позволяющему принять
окончательное решение о выборе
рационального способа устранения
дефекта детали. Данный критерий отражает
технический уровень применяемой
технологии и связывает экономический
показатель восстановления детали с ее
долговечностью.
По
каждому из оставленных после оценки
по техническому критерию способов
устранения дефектов определяется
коэффициент технико- экономической
эффективности Ктэ:
где
CBi
-
себестоимость восстановления (устранения
дефекта) детали i-м
спо- собом или i-ro
способа
упрочнения детали, руб.;
Кдi
- коэффициент долговечности восстановленной
детали i-м
способом;
Ен
- нормативный коэффициент эффективности
капитальных вложений
Кудi
- удельные капитальные вложения при
восстановлении детали i-м
спосо- бом, руб./м2.
Себестоимость
восстановления детали CBJ
определяется
по формуле:
где
C3i
-
часовая заработная плата производственных
рабочих при восстановлении детали
i-м
способом, руб.;
(3.22)
или
(3.23)
(Ен
=
0,15);
(3.24)
1633.2.4.3 Оценка способов устранения дефектов по технико- экономическому критерию
![]()
![]()
![]()
q
- коэффициент,
учитывающий начисления на заработную
плату;
CMЧi
-
стоимость 1
машино-часа
работы оборудования при восстановлении
детали i-м
способом, руб.;
Tonj
-
время, затрачиваемое на восстановление
детали i-м
способом, ч.
Стоимость
1
машино-часа
работы оборудования при i-м
способе восстановления определяется
по формуле:
164
где
CMJ
-
расходы на материалы за час работы при
i-м
способе восстановле-ния,
руб.;
C3J
-
энергетические расходы за 1
час
работы (электроэнергия, сжатый воз-дух,
газ и др.) при i-м
способе восстановления руб.;
Cp
j
-
затраты на обслуживание и ремонт
оборудования за 1
час
работы при i-мспособе
восстановления руб.;
Цj
- стоимость оборудования при i-м
способе восстановления, руб.;а
- норма амортизационных отчислений,
руб.;
Ен
- нормативный коэффициент эффективности;
nj
-
требуемое количество единиц оборудования
для устранения j-го
дефектау
N
деталей;
N
-
годовое количество деталей, подлежащих
восстановлению (годовая про-грамма),
шт;
Kj
-
коэффициент повторяемости j-го
дефекта.
При
обосновании способов восстановления
(в учебных целях) значение себестоимости
CBi
можно
определить из выражения:
где
Cy
i
-
удельная себестоимость восстановления
i-м
способом, руб./м2
(примерные значения Cyi
приведены
в табл. 3.13);
Si
-
площадь восстанавливаемой поверхности
детали, м .
Предпочтение
отдается тому из способов восстановления
(устранения дефекта), для которого
отношение (3.22)
или
(3.23)
имеет
наименьшее значение (Ктэ
—> min).
Пример
3.2.
В
результате дефектации осей опорного
катка трактора ДТ-75М установлены
основные дефекты и коэффициенты их
повторяемости:
износ
поверхности шеек под подшипники: К1
=0,14;
износ
посадочного места под ступицу: К2
=
0,25;
повреждение
резьбовой поверхности: К3
=
0,40.
В
процессе дефектации вероятность
появления деталей с различными
сочетаниями дефектов будет следующей.
Детали, имеющие:
одновременно
все три дефекта: Р (X1,2;3)
= К1
• К2
• К3
=
0,014;
только
первый и второй дефекты: Р (X1,2)
= К1*
К2
• (1
-
К3)
=
0,021;
![]()
Требуется
определить оптимальные методы
восстановления для каждой изнашиваемой
поверхности.
С
этой целью на первом этапе (по каждому
дефекту) определяются способы
восстановления по критерию применимости
Кт,
обеспечивающие коэффициенты долговечности
восстанавливаемой поверхности не менее
0,8.
При
этом данному условию удовлетворяют
следующие способы:
для
устранения 1-го дефекта: электромеханическая
обработка, элек- троконтактная приварка
ленты, наплавка в среде углекислого
газа, виброду- говая наплавка;
для
устранения 2-го дефекта: электроконтактная
приварка ленты, наплавка в среде
углекислого газа, вибродуговая наплавка;
для
устранения 3-го дефекта: наплавка в
среде углекислого газа, вибродуговая
наплавка.
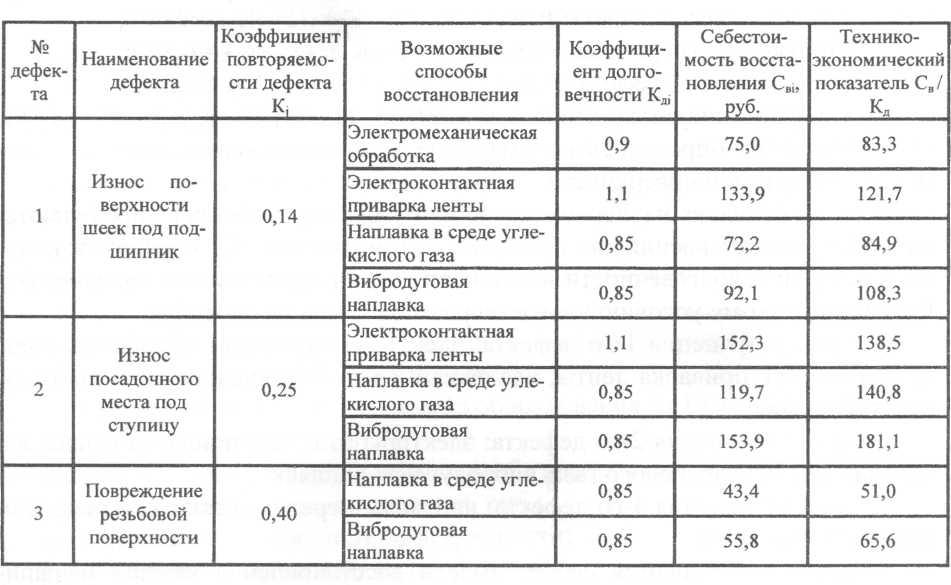
Затем
определяются себестоимости восстановления
каждой изнашиваемой поверхности
детали отобранными способами
восстановления при за- данной (планируемой)
программе производства, а также технико-
экономический показатель каждого
метода восстановления. Полученные ре-
зультаты сводятся в таблицу 3.14.
Из
таблицы видно, что оптимальным спо-
собом восстановления изнашиваемых
поверхностей являются следующие:
для
дефекта 1
-
электромеханическая обработка;
для
дефекта 2
-
электроконтактная приварка ленты;
для
дефекта 3
-
наплавка в среде углекислого газа.
С
точки зрения организации производства,
чем меньшее количество способов
используется для восстановления
различных изнашиваемых поверхностей
детали, тем меньше требуется видов
оборудования, выше его загрузка, а,
следовательно, и выше эффективность
производства. В связи с этим для
окончательного решения вопроса о
способах восстановления изношенных
поверхностей детали в целом производится
перебор различных сочетаний способов.
Перебор
начинают с минимального числа способов,
а за основной принимают способ,
являющийся оптимальным для наиболее
изнашиваемой поверхности, т.е.
поверхности, коэффициент повторяемости
дефекта которой максимальный. Если
данный способ применим по технологическому
критерию ко всем изнашиваемым
поверхностям и обеспечивает коэффициенты
долговечности этих поверхностей не
ниже 0,8
(Кд
> 0,8),
определяют
себестоимость восстановления детали
в целом, если бы все поверхности
восстанавливали этим способом. Если
деталь нельзя восстановить одним
способом, используют второй способ,
являющийся оптимальным для следующей
по изнашиваемости поверхности и так
далее.
165

Таблица
3.14
-
Технико-экономическая характеристика
способов восстановления поверхностей
оси опорного катка
Заканчивается
анализ определением отношения
себестоимости восстановления детали
оптимальным для каждой ее изнашиваемой
поверхности способом к коэффициенту
долговечности детали в целом по
выражению:
где
Кэд
- технико-экономический критерий
восстановления детали (устранения
всех возможных дефектов);
К;
- коэффициент повторяемости i-гo
дефекта;
CBi
-
себестоимость восстановления i-й
поверхности, восстановленной оптимальным
для неё способом, руб.; п - количество
возможных дефектов детали.
Коэффициент
долговечности восстановления детали
в целом определяется по формуле:
где
Кдi
- коэффициент долговечности восстановленной
детали i-м
способом;
166


Пример
3.3.
Для
условий примера 3.2
рассмотрим
применение трех вариантов соче- таний
способов восстановления к оси опорного
катка в целом:
вариант
- устранение всех трех дефектов наплавкой
в среде углеки- слого газа;
вариант
- устранение 1
и
2-го дефектов электроконтактной привар-
кой ленты, а дефекта 3
-
наплавкой в среде углекислого газа;
вариант
- устранение каждого дефекта оптимальным
для него спо- собом: дефект 1
-
электромеханической обработкой; дефект
2
-
электрокон- тактной приваркой ленты;
дефект 3
-
наплавкой в среде углекислого газа.
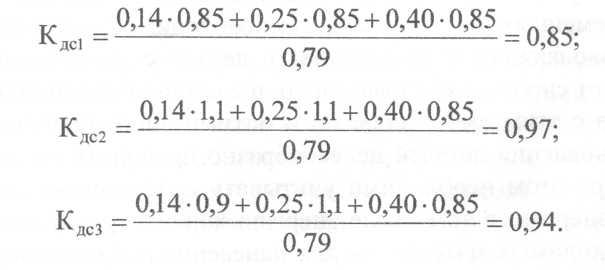
Определим
значения коэффициентов долговечности
восстановленной детали по каждому
варианту сочетания способов восстановления:
167
Определим
значение технико-экономического
критерия для каждого варианта сочетания
способов восстановления:
Как
следует из расчетов, наиболее
целесообразным является первый вариант
- восстановление каждой изнашиваемой
поверхности наплавкой в среде углекислого
газа.
Изложенная
методика оптимизации является упрощенной
и допустимой в учебных целях. В
действительности при выборе рационального
способа восстановления деталей
машин необходимо рассматривать отношение
удельных затрат (а не себестоимости) к
коэффициенту долговечности. При этом
значение коэффициента долговечности
принимается с учетом обеспечения
кратности ресурса восстановленной
детали по отношению к межремонтному
ресурсу узла, в который входит эта
деталь, а также должны учитываться
затраты материалов и энергии и
эффективность использования.