

Исходные данные к заданию №3
|
Номер варианта |
Толщина металла s, мм |
Тип соединения |
Способ сварки |
Род и полярность тока |
Сочетание сварочных материалов (проволока, флюс) |
|
1 |
4 |
C7 |
АФ |
Постоянный, полярность обратная |
Cв-08; АН-348А |
|
2 |
6 | ||||
|
3 |
8 | ||||
|
4 |
3 |
Переменный |
Cв-08; ОСЦ-45М | ||
|
5 |
4 | ||||
|
6 |
5 | ||||
|
7 |
4 |
С4 |
АФм |
Постоянный, полярность обратная |
Cв-08; ОСЦ-45М |
|
8 |
6 | ||||
|
9 |
8 | ||||
|
10 |
10 | ||||
|
11 |
12 |
АФп |
Переменный | ||
|
12 |
14 | ||||
|
13 |
16 | ||||
|
14 |
16 |
С4 |
АФп |
Cв-08; АН-37П | |
|
15 |
6 | ||||
|
16 |
8 | ||||
|
17 |
10 | ||||
|
18 |
12 | ||||
|
19 |
14 | ||||
|
20 |
16 |
2.3.2. Примеры расчёта режима сварки:
Расчёт режимов сварки односторонних швов соединений С4 без скоса кромок.
В настоящее время в судостроении применяют два способа односторонней сварки: на флюсомедной подкладке и на медном ползуне. Сварку на флюсомедной подкладке выполняют на переменном или постоянном токе обратной полярности; на медном ползуне – на постоянном токе прямой полярности.
Режимы рассчитывают в следующей последовательности.
Выбирают
размеры конструктивных элементов
сварных швов е,
е1,
g,
g1
и величину зазора «b»
в соответствии с ГОСТ 8713-89 для
сварного соединения С4 и способа сварки
АФм или АФп для толщины металла s
с учётом рекомендаций ОСТ 5.9083-83 для
способа сварки АФм: взамен е1=4![]() мм по ГОСТ 8713-79 принимаюте1=12
мм по ГОСТ 8713-79 принимаюте1=12![]() мм.
мм.
Определяют площади проплавления Fпр, мм2, и поперечного сечения наплавленного металла шва Fн, мм2:
|
Fпр=0,5s(е+е1); Fн=sв+0,75еg+0,75е1g1. |
(2.15) |
Выбирают диаметр электродной проволоки dэл, мм, в зависимости от толщины металла:
▪ для флюсо-медной подкладки
|
s, мм |
4 |
5;6 |
8 |
и более |
|
dэл, мм |
3 |
4 |
4;5. |
|
Начиная с толщины
металла 12 мм, делают скос кромок на угол
α=8![]() 3°,
что необходимо учесть при расчёте
площадиFн.
3°,
что необходимо учесть при расчёте
площадиFн.
▪ для медного ползуна
|
s, мм |
5 |
6 |
7; 8 |
10 |
12 |
≥14 |
|
dэл, мм |
3; 5 |
3; 5 |
3; 4; 5 |
3; 4; 5 |
5 |
5 |
Выбирают параметр A=Iсвvсв (А∙см/с) из условия технологической прочности сварных швов в зависимости от dэл:
|
dэл, мм |
3 |
4 |
5 |
|
А, А∙см/с |
333…444 |
444…560 |
560…694 |
В первом приближении принимают максимальное значение параметра А.
Рассчитывают силу сварочного тока Iсв (А) по формуле:
|
|
(2.16) |
где ηи – эффективный КПД нагрева изделия дугой: ηи=0,85 для флюсо-медной подкладки; ηи=0,8 для медного ползуна;
qп
– погонная энергия дуги, Дж/см:
![]() ;
;
K=200…280 Дж/см∙мм2.
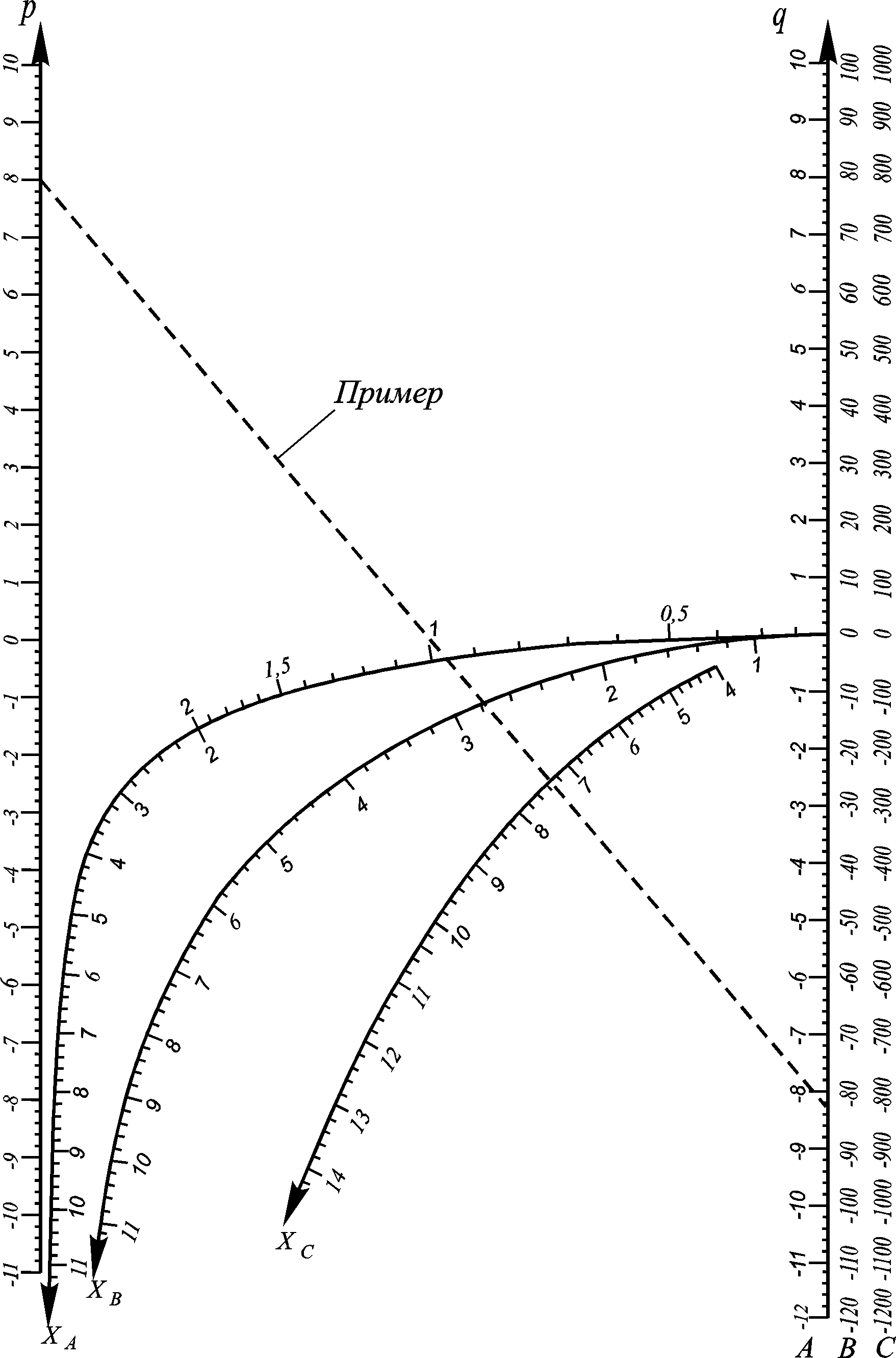
Уравнение (2.16)
решают относительно Iсв
методом подбора или приводится к виду
![]() ,
после чего его решают с использованием
номограммы, приведённой на рис. 2.1.
,
после чего его решают с использованием
номограммы, приведённой на рис. 2.1.
Методика решения уравнения в последнем случае сводится к следующему. Соединяя p и q, находят положительные корни уравнения на шкалах ХА, ХВ или ХС в зависимости от того, какие из отметок (А, В или С) на шкале q используют.
Увеличивая (или уменьшая) p в 10 (100) раз, следует увеличить (уменьшить) q в 1000 (106) раз, а Iсв взять в 10 (100) раз меньше (больше) его значения по соответствующей шкале.
|
|
|
Рис.
2.1. Номограмма для решения уравнения
вида
|
Выбранный dэл проверяют на допускаемую плотность сварочного тока:
|
dэл, мм |
3 |
4 |
5 |
|
j, А/мм2 |
45…90 |
35…60 |
30…50 |
Далее, по данным табл. 2.6; 2.7 или 2.8 выбирают значение коэффициента αн и рассчитывают скорости сварки vсв, м/ч, и подачи электродной проволоки vпп, м/ч, напряжение на дуге Uд, В, погонную энергию дуги qп, Дж/см:
Таблица 2.6