

2.1.8 Специфические операции обработки деталей типа валов
К специфическим операциям обработки валов можно отнести фрезерование и протягивание коренных и шатунных шеек и щек коленчатых валов двигателей внутреннего сгорания, сверление глубоких отверстий в шпинделях металлорежущих станков и др.
Обработка коренных и шатунных шеек и щек коленчатых валов
Для высокопроизводительной обработки шеек и щек коленчатых валов в производственной практике используются несколько вариантов технологии:
круглое наружное фрезерование;
круглое охватывающее фрезерование;
токарное протягивание.
В качестве режущего инструмента используются фрезы и протяжки с механическим креплением твердосплавных сменных многогранных пластин (СМП) специальной формы. На рисунке 2.34 показаны режущие инструменты для обработки коленчатых валов, в т.ч. для обработки коренных и шатунных шеек и щек. При фрезеровании СМП расположены на наружной поверхности корпуса фрезы при круглом наружном фрезеровании (фреза вверху слева) или на внутренней поверхности при круглом охватывающем фрезеровании (фреза вверху справа). При токарном протягивании используются плоские или круговые протяжки (круговая протяжка вверху посередине).
Круглое фрезерование
На этих операциях выполняется окончательная обработка щек и предварительная обработка шеек под шлифование.
Ниже представлены схемы круглого наружного и круглого охватывающего фрезерования (рисунки 2.34, 2.35, 2.36, 2.37).
Цикл работы фрезерных станков - автоматов состоит из двух этапов:
Врезание – деталь неподвижна, фрезерная головка перемещается;
Круговая подача – деталь вращается (1 оборот), фрезерная головка неподвижна – при обработке коренных шеек, перемещается – при обработке шатунных шеек.
Как правило, на одном станке обрабатывается одна деталь. Все коренные шейки и щеки обрабатываются одновременно при круглом наружном фрезеровании и последовательно по две шейки при охватывающем фрезеровании. Шатунные шейки и щеки обрабатываются последовательно по две шейки.
Токарное протягивание.
Схема обработки представлена на рисунке 2.38.
В качестве режущего инструмента используется круговая или плоская протяжка с механическим креплением сменных многогранных твердосплавных пластин специальной формы.
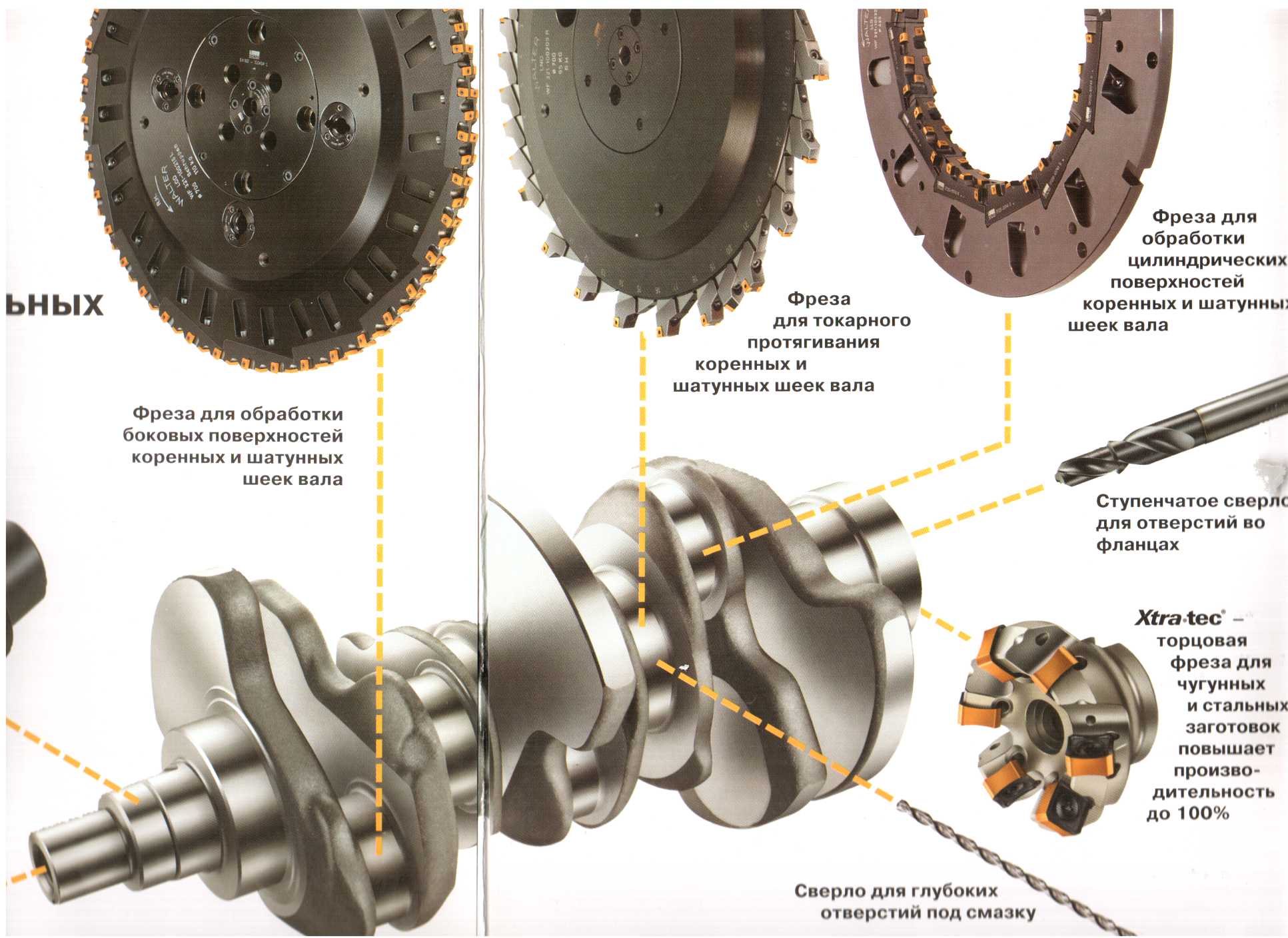
Рисунок 2.34. Режущие инструменты для обработки коленчатых валов.

1 1







2 2






n n





Sфр

Sд.кр.
Врезание Круговая подача
Рисунок 2.34. Схема круглого наружного фрезерования коренных шеек и щек коленчатых валов: 1 – фреза, 2 – деталь.
1 1
n n
2 2
Sд.кр.
Sфр
Врезание Круговая подача
Рисунок 2.35. Схема круглого охватывающего фрезерования коренных шеек и щек коленчатых валов: 1 – фреза, 2 – деталь.






1 1




Sд.кр.






n n


Sфр Sфр



Врезание Круговая подача
Рисунок 2.36. Схема круглого наружного фрезерования шатунных шеек и
щек коленчатых валов: 1 – фреза, 2 – деталь.




1 1




n








2 n 2







Sд.кр.
Sфр Sфр



Врезание Круговая подача
Рисунок 2.37. Схема круглого охватывающего фрезерования шатунных шеек и щек коленчатых валов: 1 – фреза, 2 – деталь.


Sпр.кр.


Круговая протяжка






n






Деталь

Рисунок 2.38. Схема токарного протягивания коренных и шатунных шеек коленчатых валов: ось вращения детали – ось обрабатываемых поверхностей.
Главное движение – вращение обрабатываемой детали (при фрезеровании главное движение – вращение фрезы), подача за счет подъема зубьев протяжки (круговая протяжка вращается, плоская – перемещается). Так же, как и при фрезеровании, коренные и шатунные шейки обрабатываются раздельно.
Все коренные шейки и щеки обрабатываются одновременно, шатунные шейки и щеки обрабатываются, чаще всего, последовательно по две шейки.
Примеры обработки коленчатых валов
Коленчатый вал ВАЗ- 2108.
Заготовка – отливка из высокопрочного чугуна марки Gh75-50-03, твердость НВ = 250-300 (соответствует ВЧ70 по ГОСТ).
Фрезеруются четыре шатунные шейки (последовательно по две шейки) на круглофрезерном автомате для охватывающего фрезерования.
Коленчатый вал КамАЗ-740.
Заготовка – штамповка из конструкционной легированной стали 42ХМФА, твердость НВ = 248-286.
Фрезеруются:
одновременно пять коренных шеек и щек на круглофрезерном автомате для наружного фрезерования;
четыре шатунные шейки и щеки (последовательно по две шейки) на круглофрезерном автомате для охватывающего фрезерования.
Коленчатый вал ЯМЗ-238.
Заготовка – штамповка из конструкционной легированной стали 50Г, твердость НВ = 192-241.
Фрезеруются:
одновременно пять коренных шеек и щек на круглофрезерном автомате для наружного фрезерования;
четыре шатунные шейки и щеки (последовательно по одной шейке на двух одновременно обрабатываемых деталях) на круглофрезерном автомате для наружного фрезерования;
Сверление глубоких отверстий
Самым распространенным методом обычного (неглубокого) сверления является обработка спиральными сверлами, которая применяется только при глубине сверления, равной не более 3 – 5 диаметрам сверла. При сверлении более глубоких отверстий приходится применять прерывистый процесс, т.к. необходимо часто выводить спиральное сверло из отверстия для очистки его от стружки. Подобная работа, даже если она производится автоматически, снижает производительность сверления.
Важным фактором, от которого зависит непрерывность протекания процесса сверления, является отвод образующейся стружки. Чем больше глубина сверления, тем затруднительнее отвод стружки из зоны резания. Поэтому, глубокие отверстия сверлятся непрерывно с принудительным либо наружным, либо внутренним отводом стружки, осуществляемой жидкостью, подводимой в зону резания под давлением (соответственно с внутренним и наружным подводом смазочно-охлаждающей жидкости).
При глубоком сверлении различают также сплошное и кольцевое сверление (рисунок 2.39). При сплошном сверлении весь материал, расположенный в объеме будущего отверстия, превращается в стружку. При кольцевом сверлении, которое иногда называют трепанацией, в стружку переводится только кольцевая полость. В центре образующегося отверстия остается стержень


























































а) б)
Рисунок 2.39. Разновидности глубокого сверления: а) сплошное сверление; б) кольцевое сверление.
(или керн). Кольцевое сверление применяется при обработке отверстий диаметром выше 60 мм.
Сверла состоят из режущей головки, стебля и хвостовика. В зависимости от конструкции сверла режущая часть либо припаивается к стеблю, либо механически закрепляется к нему.
Сверла для глубокого сверления, как правило, одностороннего резания, при котором режущая кромка ( или несколько режущих кромок) расположена таким образом, что результирующая радиальной составляющей силы резания направлена в одну и ту же сторону и прижимает сверло направляющей частью к обрабатываемому отверстию. Этим достигается высокая точность отверстия и высокая прямолинейность его оси, что имеет существенное значение при глубоком сверлении.
Различают несколько видов сверл глубокого сверления.
Сверла одностороннего резания с внутренним подводом СОЖ через полый V-образный стебель и отверстия в режущей головке и наружным отводом стружки через канавку (рисунок 2.40). Обеспечивают обработку отверстий с квалитетом точности Н7 – Н12, диаметры сверл отечественного производства, изготавливаемых по ТУ от4 – 20,3 мм. Германская фирма «Гюринг» выпускает сверла с внутренним подводом СОЖ диаметром от 1,2 до 40 мм.










Б






 А
А














































Б


По А Б-Б

































Рисунок 2.40. Сверло одностороннего резания с внутренним подводом СОЖ.
Сверла одностороннего резания с наружным подводом жидкости и внутренним отводом стружки обеспечивают обработку отверстий по Н10 – Н12. Диаметры выпускаемых сверл от 20 – 60 мм. Различают сверла с эжекторным отводом стружки и работающие по методу БТА.
Эжекторные сверла (рисунок 2.41) имеют двойной стебель, СОЖ подводится между наружным и внутренним стеблями. Через периферийные отверстия в наружном стебле часть жидкости попадает к направляющим и в зону резания и отводится со стружкой через внутренний стебель. Он имеет наклонные прорези, через которые часть жидкости попадает во внутренний стебель и создает разряжение, т.е. эффект эжекции, что облегчает отвод стружки.
В сверлах одностороннего резания с внутренним отводом стружки по методу БТА СОЖ подается в зазор между стеблем и обрабатываемым отверстием с помощью специального патрона. Отвод стружки осуществляется через внутренний канал сверла и отверстие стебля.
Станки для глубокого сверления можно разделить на две группы: станки токарного типа и станки без вращения заготовки.
На станках токарного типа обрабатываемая заготовка устанавливается выходным торцом в патроне, закрепленном на рабочем конце шпинделя, а входной конец поддерживается либо маслоприемником, если обработка производится с внутренним отводом стружки, либо люнетом при наружном отводе стружки. Стебель со сверлом закрепляется либо на стойке суппорта, либо в стеблевой бабке. В станках токарного типа, как правило, сверлятся детали, представляющие тела вращения небольших поперечных размеров.

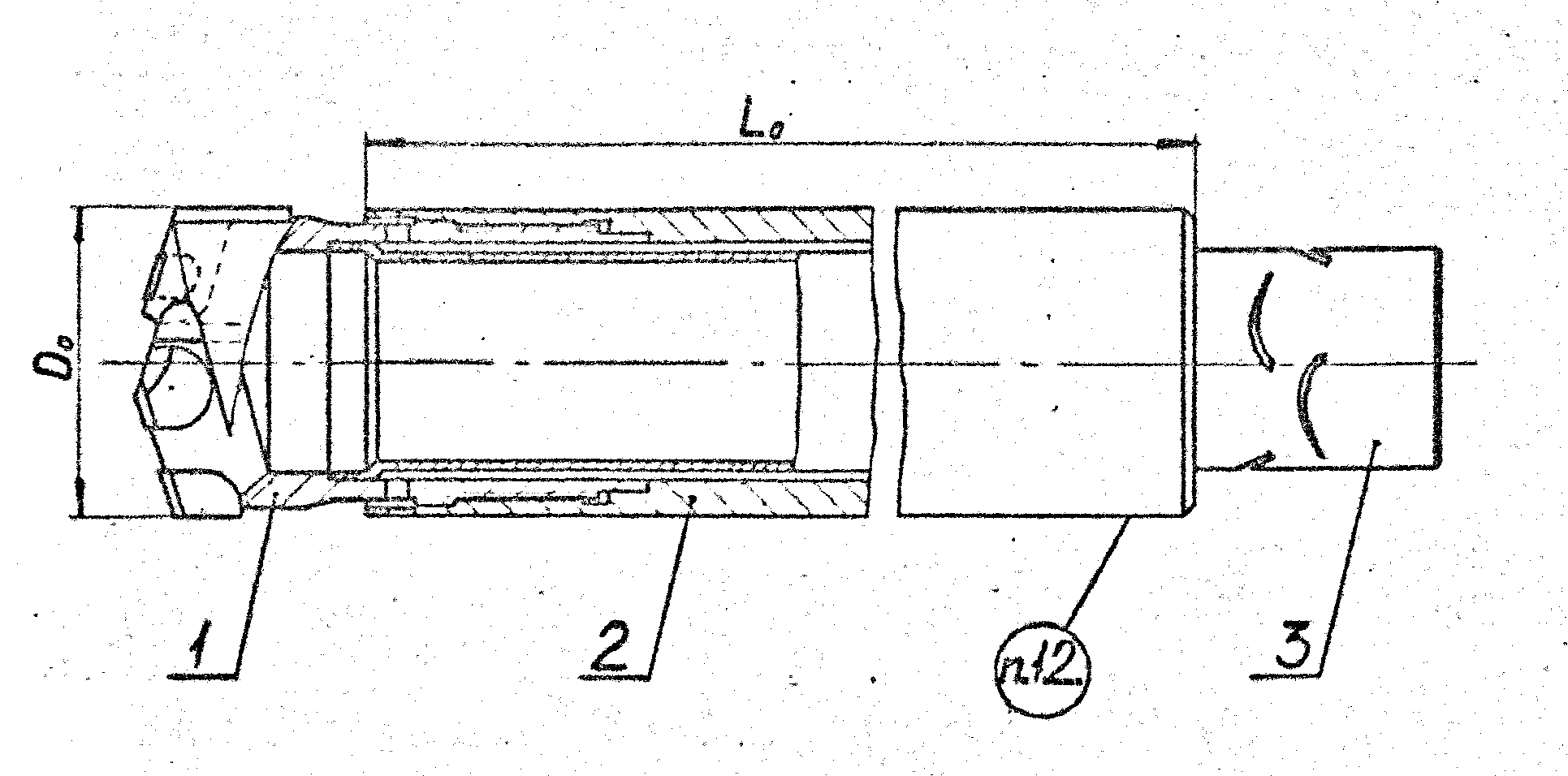
Рисунок 2.41. Эжекторное сверло: 1 – режущая головка, 2 – наружный стебель, 3 – внутренний стебель.
Станки без вращения заготовок применяются для сверления деталей несимметричной формы или с несколькими параллельно расположенными отверстиями