

2.1.3 Основные схемы базирования
Основными базами подавляющего большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей затруднительно, особенно при условии сохранения единства баз. Поэтому на большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр.
Форма и размеры центровых отверстий стандартизованы. Наиболее часто для валов используются два типа - без предохранительного конуса и с предохранительным конусом, а также с дугообразными образующими при обработке изделий повышенной точности (рисунок 2.2).

 r
r
























 120
120






















 6060
6060







Рисунок 2.2. Формы центровых отверстий.
При обработке крупных, тяжелых валов применяют усиленные станочные центры с углом конуса 75 или 90. С соответствующими углами конусов выполняют и центровые отверстия валов. Предохранительный конус
с углом 120 позволяет избежать случайных забоин на рабочем конусе в процессе межоперационного транспортирования вала.
Использование центров в качестве установочных элементов предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке. Такими устройствами являются поводковые патроны, хомутики и т.п.
Основные способы установки валов следующие (рисунок 2.3):































В патроне В патроне с поджимом задним
центром































В центрах с поводковым устройством В центрах с подвижным
люнетом
Рисунок 2.3. Способы установки валов.
Методы предварительной обработки наружных цилиндрических поверхностей
Обработка на универсальных токарных станках и токарных станках с ЧПУ.
Технологические переходы, выполняемые на токарных станках условно делятся на две группы:
– точение наружных (обтачивание, подрезание торцев) и внутренних (растачивание) поверхностей, прорезание наружных и внутренних канавок, нарезание наружных резьб, обработка соосных с обрабатываемой деталью отверстий (сверление, развертывание, нарезание резьбы);
– обработка отверстий, ось которых параллельна, перпендикулярна, наклонна к оси обрабатываемой детали, фрезерование плоскостей, канавок, лысок, уступов, винтовых поверхностей, зубьев.
Выполнение переходов первой группы характерно для универсальных станков станков с ЧПУ базовой (простейшей) компоновки и предполагает вращение детали как главное движение.
Переходы второй группы могут выполняться либо при неподвижной детали, либо вращающейся с небольшим числом оборотов (фрезерование винтовых канавок, зубьев). Главным движением является вращение режущего инструмента. Возможность выполнения переходов второй группы реализуется путем придания базовым конструкциям токарных станков с ЧПУ дополнительных функций, что превращает их в многофункциональное металлорежущее оборудование – токарные обрабатывающие центры.
Расширение технологических возможностей токарных станков обеспечивается за счет новых конструктивных решений:
– позиций револьверных головок с вращающимися режущими инструментами (сверлами, развертками, метчиками, фрезами), ось которых параллельна или перпендикулярна оси детали;
– конструкции шпинделя с управляемым поворотом (ось «С») для ориентированного останова шпинделя и программируемым вращением для фрезерования сложных криволинейных поверхностей;
– конструкции револьверных головок с перемещением по оси Y (перпендикулярной к осям Х и Z) для фрезерования плоскостей;
– применения инструментального шпинделя с возможностью поворота вокруг оси «Y» для сверления наклонных к оси детали отверстий, фрезерования зубьев червячными фрезами и др.
На рисунке 2.4 приведены компоновочные схемы одношпиндельных токарных станков с одним суппортом (горизонтального исполнения). Станки выпускаются в патронном (2.4б) и патронно-центровом (2.4а, 2.4в, 2.4г, 2.4д) исполнениях.
На токарно-винторезных станках суппорт с резцедержкой перемещается по двум осям – Х и Z (рисунок 2.4а). На токарных станках с ЧПУ (рисунки 2.4б, 2.4в) суппорт также перемещается по двум осям (Х и Z), осевые инструменты (сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки) – невращающиеся.
На рисунке 2.4г приведена компоновочная схема обрабатывающего центра с револьверной головкой, а на рисунке 2.4д с головкой с инструментальным шпинделем, в который инструменты автоматически загружаются из магазина. Приведенные на рисунках 2.4г и 2.4д обрабатывающие центры выполнены с максимальным количеством опций (исполнений). Выпускаются также станки с револьверной головкой с приводным инструментом и осью С (без оси Y). Станки по схемам 2.4в и 2.4г (без оси Y) выпускаются также в вертикальном исполнении.
На рисунке 2.5 приведены компоновочные схемы одношпиндельных токарных станков с ЧПУ с двумя револьверными головками, каждая револьверная головка расположена на отдельном суппорте. На рисунке 2.5а приведена компоновка базового станка, на рисунке 2.5б компоновка токарного обрабатывающего центра с максимальным количеством опций.

Рисунок 2.4. Компоновочные схемы одношпиндельных токарных станков с одним суппортом: а) – токарно-винторезный станок; б) – токарный станок с ЧПУ с линейной инструментальной наладкой; в) – токарный станок с ЧПУ с револьверной головкой базовой (простейшей) компоновки; г); д) – токарные обрабатывающие центры с револьверной головкой и с головкой с инструментальным шпинделем соответственно.

Рисунок 2.5. Компоновочные схемы одношпиндельных токарных станков с ЧПУ с двумя револьверными головками (РГ№1 и РГ№2): а) – токарный станок базовой (простейшей) компоновки; б) – токарный обрабатывающий центр.
Исполнения – патронное и патронно-центровое. Револьверные головки могут работать по любой из трех схем: последовательной, параллельной и параллельно-последовательной.
На рисунке 2.6 приведены примеры схем обработки на станках с двумя револьверными головками.
При последовательной работе головок время их работы не перекрывается.
При параллельной работе время работы головок полностью перекрывается (например, время работы головки №2 перекрывается временем работы головки №1). При последовательно-параллельной работе головок время их работы перекрывается частично (например, работу начинает головка №1, а заканчивает головка №2, определенное время головки работают одновременно).
Примеры схем обработки на станках с двумя суппортами с линейными многоинструментными наладками приведены на рисунке 2.7.
При последовательной работе суппортов (рисунок 2.7а), время работы продольного и поперечного суппорта не перекрывается. При параллельной работе суппортов (рисунок 2.7б), время работы суппортов полностью перекрывается (например, время работы поперечного суппорта перекрывается временем работы продольного суппорта). При параллельно-последовательной работе суппортов (рисунок 2.7в), время работы суппортов перекрывается частично (например, работу начинает продольный суппорт, а заканчивает поперечный, определенное время суппорты работают одновременно).
На рисунках 2.8, 2.9, 2.10 и 2.11 приведены компоновочные схемы токарных станков с ЧПУ с противошпинделем (контршпинделем). Противошпиндель имеет возможность перемещения по оси Z для «перехвата» детали, обработанной в основном шпинделе с одной стороны, и, последующей ее обработки со второй стороны. Станки с противошпинделем выпускаются с горизонтальной осью вращения детали.
Компоновочные схемы станков с одной головкой приведены на рисунке 2.8: 2.8а – базового (простейшего) станка, 2.8б – обрабатывающего центра с револьверной головкой, 2.8в – обрабатывающего центра с головкой с инструментальным шпинделем. Программированное вращение шпинделя (ось С) имеют как основной шпиндель, так и противошпиндель.
На рисунке 2.8б показана компоновка с максимальным количеством опций, выпускаются также станки с револьверной головкой с приводным инструментом и осью С (без оси Y).
 Револьверные
Режущий инструмент
Револьверные
Режущий инструмент
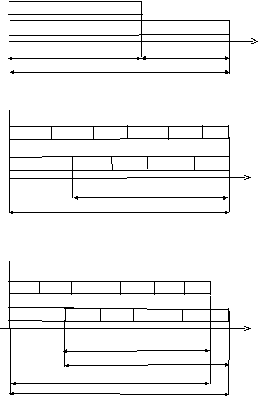 головки
№№ 1
6
головки
№№ 1
6
№1 №№ 7 10
№2
То рг1 То рг2 Т мин
То
а)
Револьверные Режущий инструмент
головки №1 №2 №3 №4 №5 №6
№1
№7 №8 №9 №10
№2
То рг2 Т мин
То рг1 = То
б)
Револьверные Режущий инструмент
головки №1 №2 №3 №4 №5 №6
№1
№7 №8 №9 №10
№2
Топ
То рг2
То рг1
То
в)
Рисунок 2.6. Примеры схем обработки на станках с ЧПУ с двумя револьверными головками: а; б; в – последовательная, параллельная и паралельно-последовательная работа головок соответственно; То, То рг1, То рг2 – основное время операции, работы головок №1 и №2 соответственно; Топ – перекрываемое основное время работы револьверных головок.