

Суппорт №1
№2
То1 То2 Тмин
а)
Суппорт
№1
№2
То2 Тмин
То1
б)
Суппорт
№1
№2
То.п Тмин
То1
То2
в)
Рисунок 2.7. Схемы работы суппортов станка:
а) последовательная; б) параллельная; в) последовательно-параллельная, То.п – перекрываемое основное время.

Рисунок 2.8. Компоновочные схемы токарных станков с противошпинделем с одной головкой: а) - базовая (простейшая) компоновка с револьверной головкой; б) – обрабатывающий центр с револьверной головкой; в) – обрабатывающий центр с головкой с инструментальным шпинделем.
На рисунках 2.9 и 2.10 приведены компоновочные схемы станков с двумя головками, базовой конструкции и обрабатывающих центров. Обработка ведется одновременно в обоих шпинделях.
Револьверные головки по схемам 2.9а и 2.10а работают каждая со своим шпинделем. Противошпиндель перемещается по оси Z не только «перехвата» детали, но и для рабочей подачи (соответствующие револьверные головки по оси Z не перемещаются).
Одна из револьверных головок обрабатывающего центра по схеме 2.10в имеет возможность поворота вокруг оси Y (ось В).
На рисунке 2.10 приведены компоновочные схемы с максимальным количеством опций, выпускаются также станки без оси В.
На рисунке 2.11 приведены компоновочные схемы токарных обрабатывающих центров с тремя и четырьмя головками с максимальным количеством опций. Нижняя головка по схеме 2.11а и верхняя по схеме 2.11б могут работать с любым шпинделем и параллельно с другими револьверными головками.
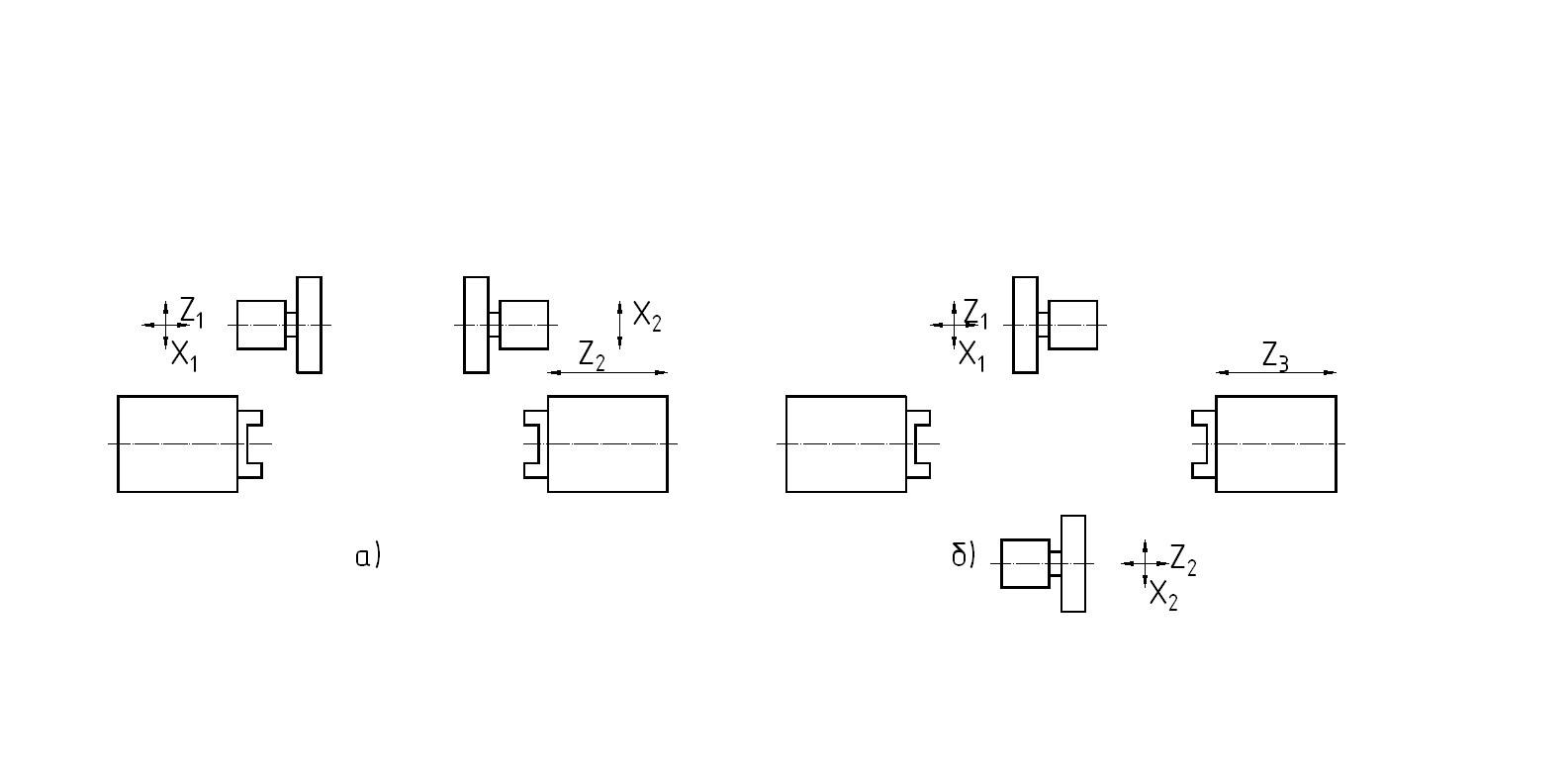
Рисунок 2.9. Компоновочные схемы базовых (простейших) токарных станков с противошпинделем с двумя револьверными головками: а) – каждая головка работает со своим шпинделем; б) – каждая головка может работать с любым шпинделем.
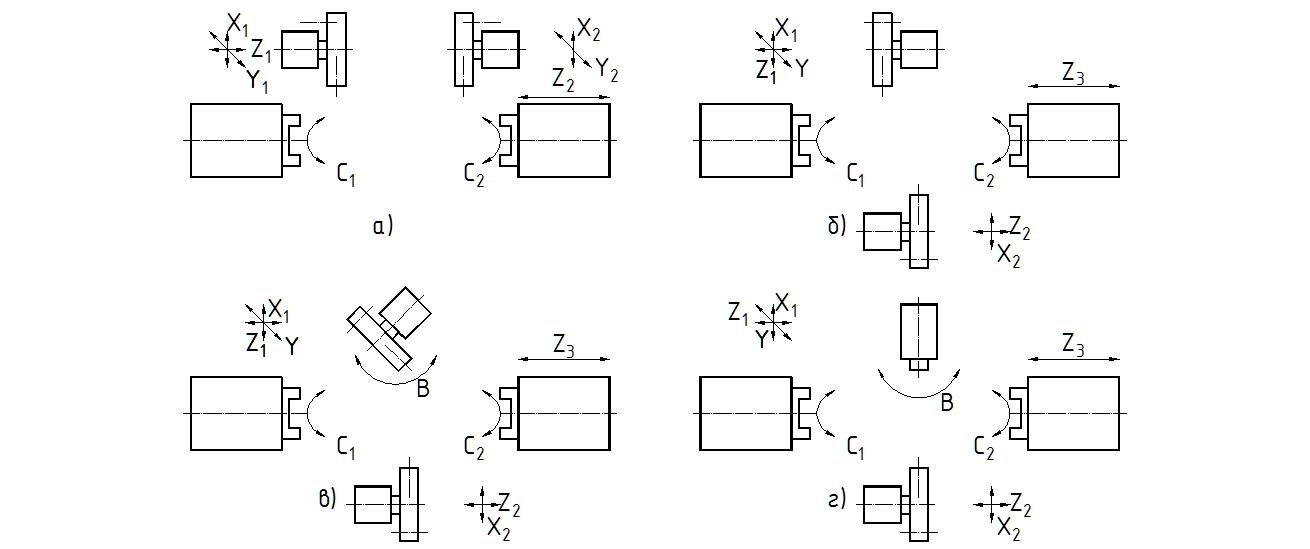
Рисунок 2.10. Компоновочные схемы токарных обрабатывающих центров с противошпинделем с двумя головками: а) – каждая головка работает со своим шпинделем; б); в); г) – каждая головка работает с обеими шпинделем.
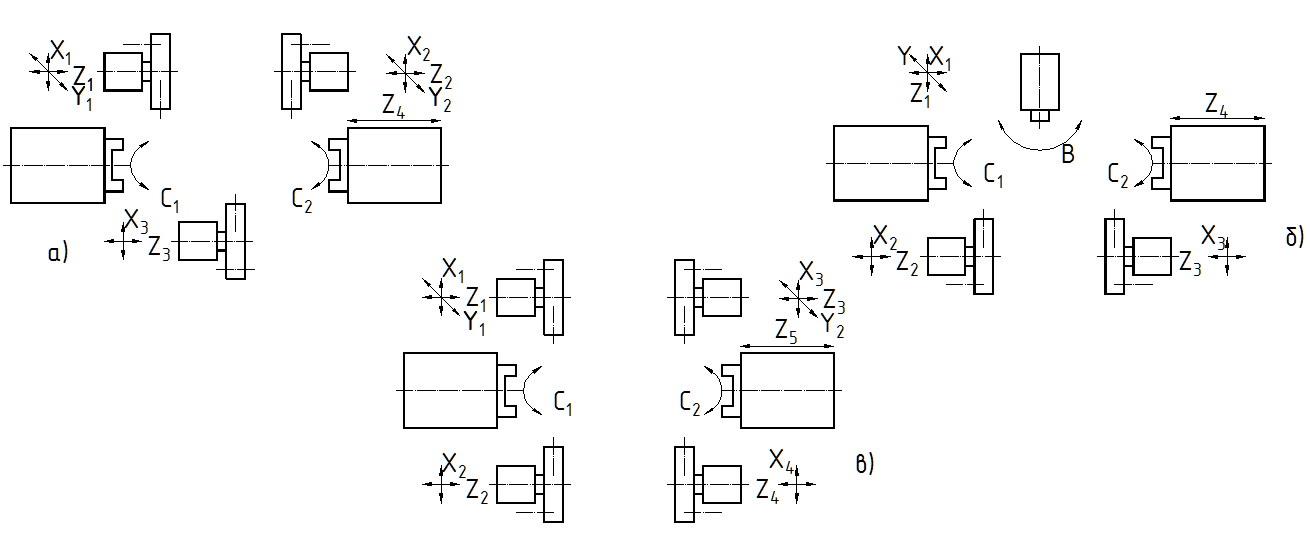
Рисунок 2.11. Компоновочные схемы токарных обрабатывающих центров с противошпинделем с тремя и четырьмя головками.
По схеме 2.11в левые револьверные головки работают с основным шпинделем, правые с противошпинделем (по любой схеме обработки).
Станки с противошпинделем наиболее целесообразно использовать для одновременной полной обработки детали с двух сторон. Вместе с тем, они могут применяться для одновременной обработки двух одинаковых или разных деталей.
Наиболее распространенным методом обработки цилиндрических наружных поверхностей является точение резцами.
При обработке длинных валов в качестве дополнительной опоры, повышающей жесткость технологической системы, применяют люнеты (подвижные и неподвижные).
Для точения цилиндрических поверхностей и поверхностей, прилегающих к ним (торцы, уступы, канавки, радиусы и т.п.) применяются проходные, подрезные, отрезные, канавочные и другие резцы с режущими элементами, в основном, из твердых сплавов, а также из композиционных материалов - режущей керамики и синтетических сверхтвердых материалов (кубический нитрид бора, алмаз). Режущие элементы либо припаиваются к державкам, либо в виде сменных многогранных пластин (СМП), механически закрепляются в них. В массовом производстве, в основном, используются резцы с механическим креплением СМП, стойкость которых по сравнению с напайными резцами выше от 3 до 5 раз. Это достигается за счет применения оптимальной геометрии передней поверхности, качества рабочих поверхностей, возможности использования износостойких покрытий.
Быстрорежущая сталь, как режущий материал, используется для изготовления мелкоразмерных нестандартных резцов.
При токарной обработке различают:
а) черновое точение (или обдирочное) – с точностью обработки IT13 … IT12 и шероховатостью поверхности Rа до 6,3 мкм;
б) получистовое точение - IT12 … IT11 и шероховатость до Rа до 1,6 мкм;
в) чистовое точение - IT10 … IT8 и шероховатость до Rа до 0,4 мкм;
При черновой обработке удаляется до 70% припуска, при этом назначаются максимально возможные глубина резания t и подача S.
На чистовых операциях подача ограничивается заданной шероховатостью поверхности, поэтому сокращение основного времени достигается за счет увеличения скорости резания.