

21. Виды арматурных изделий для сборных железобетонных конструкций
1 Арматура
Арматурой называют стальные стержни, профили, проволоку и изделия из них, предназначенные для восприятия в железобетонных конструкциях растягивающих и знакопеременных усилий.
Арматура, применяемая для изготовления железобетонных изделий, подразделяется:
по материалу - на стальную и неметаллическую;
по способу изготовления - на стержневую, канатную и проволочную;
по профилю - на круглую гладкую (класс А-1) и периодического профиля;
по принципу работы - на ненапрягаемую и напрягаемую;
по назначению - на рабочую, распределительную и монтажную;
по способу установки - на сварную и вязаную в виде отдельных стержней, сеток и каркасов.
2 Производство арматурных работ на строительной площадке Арматурная сталь поступает на строительство партиями: стержневая в пакетах до 60 т, холоднотянутая проволока, пряди или канаты в мотках и бухтах до 5 т. Каждая партия арматуры сопровождается сертификатом, по которому сталь принимают. Кроме того, на каждом пакете или бухте стали крепится металлическая бирка, где указывается вид арматуры, номер партии, масса, дата выпуска и завод-изготовитель.
Транспортируют арматурные изделия на строительство тягачами, автомобильным или железнодорожным транспортом. При перевозке арматуры учитывают соизмеримость ее размеров с габаритами транспортных средств, а также допускаемую величину упругой деформации (гибкость) перевозимых изделий. При погрузочно-разгрузочных работах необходимо соблюдать условия, обеспечивающие проектные размеры арматурных изделий.
Современные методы индустриализации производства заготовительных и основных видов арматурных работ с использованием стержней диаметром до 60—80 мм позволяют изготавливать и транспортировать весьма крупногабаритные арматурные изделия. Так, арматурные пакеты могут быть длиной более 8ми шириной до 4 м, а арматурные пространственные блоки можно изготавливать массой до 20 т и размерами 20Х10X4 м. Арматурные пространственные фермы достигают максимальных размеров 30×8x4 м.
С увеличением производства железобетонных конструкций будет расти и потребление арматурной стали, и объемы арматурных работ — наиболее трудоемкого процесса. Без повышения его эффективности невозможно решить проблему совершенствования технологии строительного производства. При этом более высокая эффективность изготовления арматурных изделий может быть достигнута на централизованных арматурных заводах с широким использованием комплексной механизации и автоматизации рабочих операций.
В строительном производстве при изготовлении арматурных изделий важнейшя роль принадлежит сварочной технике. По уровню развития сварочного производства Россия занимает одно из ведущих мест в мире. В нашей стране разрабатываются и совершенствуются новые сварочные машины, установки и оборудование. Создаются новые марки электродов для сварки сталей различных классов и марок. При этом наряду с расширением использования различных видов механизированной сварки возрастает и объем применения ручной дуговой сварки благодаря созданию новых оборудования и материалов. Все большее значение приобретает высокопроизводительная, автоматизированная контактная и точечная сварка с применением в дальнейшем роботов и манипуляторов. Ускорение научно-технического прогресса в строительстве и совершенствование железобетонных конструкций требуют лучшего использования оборудования, материалов, энергоресурсов, рабочего времени, широкого применения высокопроизводительной технологии.
Современное производство по изготовлению арматурных изделий постоянно оснащается и обновляется новым, более совершенным оборудованием, машинами и станками. В настоящее время отечественная промышленность выпускает несколько сот типов различных машин и оборудования для арматурных работ, которые постоянно модернизируются. Но высокая производительность труда может быть достигнута лишь при высокой квалификации арматурщиков, овладевших как теоретическими знаниями, так и практическими навыками. Современная техника и технология требуют от арматурщиков и сварщиков постоянного повышения квалификации, мастерства.
Арматурные работы должны выполнять строительные организации, получившие в установленном порядке соответствующие лицензии на их производство.
Арматурные работы должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по выполнению арматурных работ.
При производстве арматурных работ должно быть обеспечено соблюдение строительных норм и правил, проекта и ППР.
Выполнение арматурных работ должно производиться по утверждённому проекту производства работ (ППР).
Запрещается осуществление арматурных работ без утверждённого проекта производства работ. Не допускаются отклонения от решений проектов производства работ без согласования с организациями, разработавшими и утвердившими их. Расчленение пространственных крупногабаритных арматурных изделий, а также замена предусмотренной проектом арматурной стали должны быть согласованы с заказчиком и проектной организацией.
До начала монтажа арматуры необходимо:
тщательно проверить соответствие опалубки проектным размерам, соответствие её положения проектному, качество выполнения опалубочных работ;
составить акт приёмки опалубки;
подготовить к работе такелажную оснастку, инструменты и электросварочную аппаратуру;
очистить арматуру от ржавчины;
проёмы в перекрытиях закрыть деревянными щитами или поставить временное ограждение.
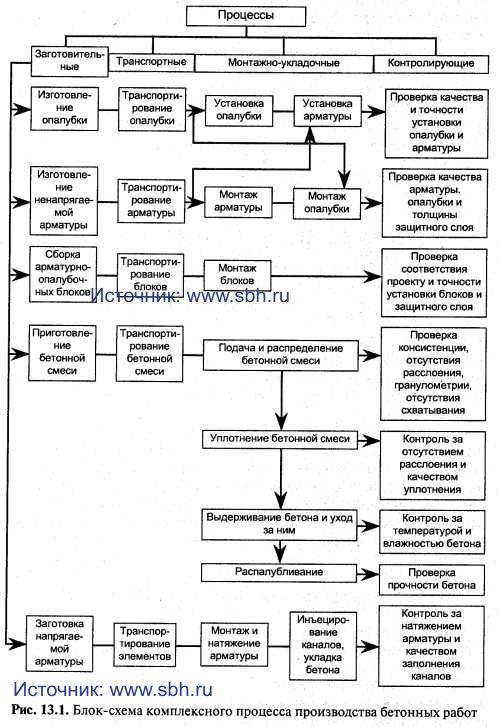
22. СОСТАВ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ РАБОТ при возведении зданий и сооружений
Большинство сооружений возводится из бетонных и железобетонных конструкций. В зависимости от способа производства работ различают конструкции монолитные, сборные и сборно-монолитные с ненапрягаемой и напрягаемой арматурой.
В
состав бетонных и железобетонных работ
входят
заготовительные, транспортные и
монтажно-укладочные процессы.
Заготовительные процессы включают в
себя изготовление опалубки,
арматуры, или их блоков, подача и
распределение смеси, ее укладка и
уплотнение, выдерживание бетона и уход
за ним, распалубливание и отделка
конструкций. Блок-схема комплексного
процесса производства бетонных работ
представлена на рис. 1.
 Рисунок
1 - Блок-схема комплексного процесса
производства бетонных работ
Рисунок
1 - Блок-схема комплексного процесса
производства бетонных работ
23. ОПАЛУБОЧНЫЕ И АРМАТУРНЫЕ РАБОТЫ Опалубка предназначена для придания возводимым конструкциям проектной формы, заданных размеров и положения в пространстве. В опалубку укладывают бетонную смесь и выдерживают ее в ней до достижения распалубочной прочности. По материалам формирующей поверхности различают опалубку деревянную, металлическую, железобетонную, армоцементную, из синтетических материалов (пластмассовая опалубка) и прорезиненных тканей. По условиям применения опалубку подразделяют на инвентарную, т.е. многократно используемую, и стационарную, используемую только для одного сооружения. По конструкции и назначению инвентарная опалубка может быть разборно-переставной, переставной, скользящей, катучей и несъемной. Опалубку всех типов изготовляют из различных материалов и их комбинаций. Опалубка может выполняться греющей и утепленной (термоопалубка). Разборно-переставная опалубка бывает мелко- и крупнощитовая, а также объемная (блочная). Мелкощитовая опалубка состоит из отдельных шитов небольшого размера (до 1м2) и массы (до 50кг), а также несущих и поддерживающих элементов, крепежных и соединительных узлов. Крупнощитовая опалубка состоит из крупноразмерных щитов (массой более 50 кг), элементов их соединений и крепления. Щиты этой опалубки воспринимают все технологические нагрузки без применения дополнительных несущих и поддерживающих конструкций. Они включают в себя палубу, элементы жесткости и несущие детали, оборудованы подмостями для бетонирования, подкосами и анкерами для установки. Объемно-переставная опалубка состоит из секций, образующих в рабочем положении опалубку П-образной формы для бетонирования стен и перекрытий. Объемно-переставная опалубка используется для бетонирования коллекторов и тоннелей, блочная опалубка может состоять как из отдельных щитов, так и из специально изготовленных блоков.
Катучая опалубка применяется для бетонирования стен и тоннелей коллекторов. Рама опалубки установлена на катках для перемещения вдоль бетонируемых конструкций. Внутренняя опалубка для прямоугольных коллекторов и тоннелей может раздвигаться на разные размеры по высоте и ширине. Ее устанавливают и распалубливают с помощью винтового домкрата. Разновидностью катучей опалубки является горизонтально-скользящая конструкция, используемая для бетонирования прямо- и криволинейных стен сооружений.
Несъемная опалубка устраивается из ребристых или гладких железобетонных плит; применяют также армо- и стеклоцементные плиты, пластмассовые и асбестоцементные листы, реже металл. Она выполняет одновременно две функции: опалубки при бетонировании и защитной облицовки. Плиты имеют размеры 1 х 4 м и толщину 50—60 мм. Для лучшего сцепления с бетоном их делают с шероховатой поверхностью или снабжают анкерующими петлями-выпусками. Ребристые опалубочные плиты изготавливают шириной 0,6 м или 1,2 м и длиной до 6 м. Применяют несъемную опалубку-облицовку при бетонировании массивных фундаментов, стен толщиной более 0,5 м, опускных колодцев и т.п. Греющая опалубка включает в себя греющие элементы, из которых наиболее удобны в применении электрические нагреватели. Для увеличения долговечности, т.е. оборачиваемости инвентарной опалубки и повышения качества поверхности бетонируемых конструкций применяют меры по уменьшению сил сцепления опалубки с бетоном. С этой целью используют различные гидрофобизирующие, т.е. водоотталкивающие смазки, эмульсии, а также различные покрытия, особенно из полимеров (пластмассовая опалубка). Они почти полностью устраняют сцепление, не загрязняют бетон и выдерживают до 30 циклов оборачиваемости.
Монтаж арматуры. Для армирования железобетонных конструкций применяют стержневую, проволочную арматуру и арматурные изделия. Конструкции армируют как отдельными стержнями, так и укрупненными арматурными изделиями — сетками и пространственными каркасами. По назначению арматура подразделяется на рабочую (расчетную), распределительную (конструктивную), монтажную и хомуты. Применение арматурно-опалубочных блоков позволяет значительно ускорить арматурно-опалубочные работы. Их изготавливают из готовых пространственных самонесущих арматурных каркасов и оснащают опалубкой и подмостями.
Сварка арматуры при ее монтаже. Для соединения арматурных стержней, сеток и каркасов применяют различные виды сварки. Электродуговая сварка, основанная на принципе образования электрической дуги между свариваемыми стержнями и электродом, применяется при изготовлении арматурных каркасов из стержней диаметром 8-80 мм (внахлест и с накладками). Однако этот способ неэкономичен, так как вызывает значительный расход металла на накладки. Ванная и ванношовная сварка являются разновидностью электродуговой. При их использовании стержни с необходимым зазором укладывают в стальную или медную желобчатую форму, а в зазор вставляют гребенку электродов. При прохождении тока между формой и электродами возникает дуга и образуется ванна расплавленного металла, который плавит торцы стержней и сваривает их. Применяют эти виды сварки для соединения стержней больших диаметров непосредственно на месте установки арматуры. Контактная сварка, или сварка сопротивлением, заключается в том, что при прохождении электрического тока металл в месте контакта стержней плавится и сваривает их. Разновидностью ее является контактно-точечная и контактно-сты ко рая сварки. Первая используется при изготовлении сеток и плоских каркасов (для сварки пересечений стержней), а вторая — для наращивания арматурных стержней из горячекатаной стали. Это самый экономичный способ сварки арматуры, так как не требует дополнительного расхода металла на электроды, накладки и подкладки. Полуавтоматическая сварка под слоем флюса является также весьма экономичной и распространенной на практике, особенно при соединении стержней больших диаметров. Для такой сварки применяют медные или графитовые разъемные формы, а также медные съемные накладки. После из установки в зазор между стержнями засыпают небольшое количество флюса и производят сварку стержней электродной проволокой. Соединения вертикальных и горизонтальных стержней арматуры диаметром 20-40 мм выполняют полуавтоматической сваркой открытой дугой.
Особенности устройства предварительно напряженной арматуры. При устройстве предварительно напряженных железобетонных конструкпий применяют два способа натяжения арматуры: на упоры, т.е. до бетонирования конструкции, и на бетон (после его затвердения). Заготовка стержней напрягаемой арматуры заключается в правке, чистке и отрезке стержней заданного размера, в образовании на их концах анкеров или в установке инвентарных зажимов. Сборку арматурных элементов в пакеты с их выравниванием, высадку анкеров или установку зажимов выполняют на постах заготовки арматуры. После установки напрягаемой арматуры краном формы или стенды и закрепления приступают к ее натяжению механическим, электротермическим или электротермомеханическим способом.
24. ВИДЫ И СПОСОБЫ ПРИГОТОВЛЕНИЯ БЕТОННЫХ СМЕСЕЙ ДЛЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Комплексный технологический процесс бетонирования конструкций, включает приготовление бетонной смеси и транспортирования ее на строящийся объект, подачу, распределение, укладку и уплотнение ее в конструкции, уход за бетоном в процессе твердения. К бетонной смеси предъявляются два основных требования: при транспортировании, перегрузке и укладке в опалубку она должна сохранять однородность; обладать удобоукладываемостью.
Однородность смеси обеспечивается связностью (нерасслаиваемостью) и водоудерживающей способностью, которые достигаются правильным подбором состава смеси, точностью дозировки составляющих и тщательным их перемешиванием. Удобоукладываемость смеси зависит от ее зернового состава и количества воды, которые назначаются в зависимости от характера и размеров бетонируемых конструкций, степени армирования, способов транспортирования и уплотнения смеси. Чтобы отвечать этим требованиям, смесь должна иметь определенную консистенцию, которая в зависимости от условий укладки ее может изменяться от жидкой до густой и жесткой. Уровень этой консистенции определяют с помощью стандартного конуса и вискозиметра. Если осадка конуса до 2 см смесь считается жесткой, если 4— 6 см — смесь малоподвижная, если 8-12 - подвижная, если 14-18 - высоко подвижная и, наконец, если осадка конуса превышает 18 см — смесь литая.
Бетонную смесь готовят в соответствии с заданными по проекту маркой (или как теперь принято классом) бетона по прочности и с предъявляемыми к нему требованиями по водонепроницаемости, морозостойкости, сохранению механических свойств в агрессивных средах. Удобоукладываемость (жесткость) смеси определяется на техническом вискозиметре и составляет: более 200 с - для особо жестких; 30-200 - для жестких; 15-30 - для малоподвижных смесей. По прочности на сжатие, согласно СНиПу, установлены следующие классы тяжелых бетонов В3,5; B5; B7,5; BIO; B12,5; B15; В20; В25; ВЗО; В35; В40; В45; B50; B55; В60. Соотношение между классами и марками приведено в табл. 1.
Таблица 1 - Соотношение между классами и марками бетона по прочности на сжатие
|
Класс бетона по прочности (В) |
Средняя прочность бетона данного класса МПа (кгс/см2) |
Ближайшая марка бетона по прочности (М) |
|
В3,5 |
4,6 (45,84) |
М50 |
|
В5 |
6,5 (65,48) |
М75 |
|
В7,5 |
9,8 (98,23) |
М100 |
|
В10 |
13,1 (130,97) |
М150 |
|
В12,5 |
16,4 (163,71) |
М150 |
|
В15 |
19,6 (196,45) |
М200 |
|
В20 |
26,2 (261,93) |
М250 |
|
В25 |
32,7 (327,42) |
М350 |
|
В30 |
39,3 (392,90) |
М400 |
|
В35 |
45,8 (458,39) |
М450 |
|
В40 |
52,4 (523,87) |
М550 |
|
В45 |
58,9 (589,35) |
М600 |
|
В50 |
65,5 (654,84) |
М700 |
|
В55 |
72,0 (720,32) |
М700 |
|
В60 |
78,6 (785,81) |
М800 |
По водонепроницаемости установлены марки W2; W4; W8; W10; W12. По морозостойкости для тяжелого бетона установлены марки F50; F75; F100; F150. Для напрягающего и мелкозернистого - F200; F300; F400; F500. Для легкого бетона - F25; F35; F50; F100; F150; F200; F300; F400; F500. В строительном производстве используют различные виды бетонов. Для возведения сооружений систем водоснабжения и водоотведения применяется в основном гидротехнический бетон, отличающийся повышенными показателями по прочности, водонепроницаемости, водо- и морозостойкости. Процесс приготовления бетонной смеси включает в себя операции по приему и складированию составляющих материалов (цемента и заполнителей), дозирования и перемешивания с водой, а также выдачи готовой бетонной смеси на транспортные средства. Обычно бетонную смесь приготовляют на централизованных бетонных заводах или на приобъектных инвентарных (передвижных) бетоносмесительных установках. Основными техническими средствами, смонтированными на бетоносмесительных заводах и установках, являются расходные бункеры с распределительный устройствами, дозаторы, бетоносмесители, системы внутренних транспортных средств и коммуникаций, раздаточный бункер.
25. СПОСОБЫ ТРАНСПОРТИРОВАНИЯ, УКЛАДКИ И УПЛОТНЕНИЯ БЕТОННОЙ СМЕСИ. ВЫДЕРЖИВАНИЕ И УХОД ЗА БЕТОНОМ Транспортирование бетонной смеси включает в себя доставку ее от места приготовления на строительный объект, подачу смеси непосредственно к месту укладки и распределения по блоку бетонирования. При перевозке смесь должна быть защищена от атмосферных осадков, замораживания, высушивания, а также от вытекания цементного молока. Допустимая продолжительность перевозки зависит от температуры смеси при выходе из смесителя: она не должна превышать 1 ч при температуре 20-30°С; 1,5 ч - 19-10°С; 2 ч - 9-5°С. Длительная перевозка по плохим дорогам приводит к ее расслаиванию. Поэтому в транспортных средствах без побуждения смеси в пути не рекомендуется перевозить на расстояние больше 10 км по хорошим дорогам и больше 3 км - по плохим. Для перевозки смеси на объект широко применяют автомобильный транспорт - автосамосвалы общего назначения, автобетоновозы и автобетоносмесители (миксеры). Поскольку при перевозке смеси автосамосвалами, широко применявшимися до недавнего времени, возникают большие трудности по защите смеси от замерзания, высушивания, утечки цементного молока через щели в кузовах, а также по необходимости их последующей ручной очистки, в последнее время все чаще для перевозки бетонной смеси используют специализированные автобетоновозы, оборудованные герметичными опрокидывающимися кузовами мульдообразной формы. Ими стало возможно перевозить смеси на расстояние до 25-30 км, причем без расплескивания ее и вытекания цементного молока. Но наиболее эффективным средством транспортирования являются автобетоносмесители, или миксеры, которые загружаются на заводе сухими компонентами и в пути следования или на стройплощадке приготавливают бетонную смесь с осадкой конуса от 1 см и выше при температуре окружающего воздуха не ниже 0°С. Выпускаются автобетоносмесители вместимостью по готовому замесу от 3 до 10 м3. Дальность перевозки сухих компонентов смеси в автобетоносмесителях технологически не ограничена. Перемешивание их с водой обычно начинается за 30—40 мин до прибытия на объект. В автобетоносмесителях (миксерах) выгодно перевозить также готовые бетонные смеси вследствие имеющейся возможности их побуждения в пути за счет вращения барабана.
Доставленную на объект смесь подают в бетонируемые конструкции кранами в неповоротных или поворотных бадьях или ленточными конвейерами (транспортерами), бетононасосами и пневмонагнетателями (по трубам), звеньевыми хоботами и виброхоботами, ленточными бетоноукладчиками. Поворотные бадьи вместимостью 0,5—8 м3 загружают непосредственно из самосвалов или бетоновозов, причем при вместимости бадей 0,5 м3 - по четыре сразу, а бадьи на 1,5...8 м3 загружают из бетоновозов, вместимость кузова которого равна или кратна вместимости бадьи сразу. Ленточные передвижные конвейеры применяют в тех случаях, когда подать смесь к месту укладки средствами доставки или в бадьях трудно или невозможно. Конвейерами длиной до 15 м подают смесь на высоту до 5,5 м. Чтобы уменьшить высоту свободного падения смеси при выгрузке, применяют направляющие щитки или воронки. Но конвейеры в процессе бетонирования необходимо часто переставлять. Поэтому более эффективны в этом отношении самоходные ленточные бетоноукладчики, смонтированные на базе трактора , оборудованные скиповым подъемником и ленточным конвейером длиной до 20 м. Бетононасосы применяют для подачи смеси в любые виды конструкций, расположенных в стесненных условиях и в местах, не доступных для других средств транспорта.
Качество бетонируемых конструкций во многом зависит от правильной укладки и уплотнения бетонной смеси. Смесь при укладке должна плотно прилегать к опалубке, арматуре и закладным частям сооружения, а также полностью заполнять (без каких-либо пустот) объем бетонируемой конструкции.
Способы укладки смеси. Смесь укладывают горизонтальными слоями толщиной 30-50 см по всей площади бетонируемой части сооружения (блока). При этом все слои укладывают в одном направлении, одинаковой толщины, непрерывно на всю высоту и тщательно уплотняют. Для равномерного распределения смеси в массивных неармированных блоках применяют малогабаритные электробульдозеры на базе гусеничного трактора или оборудованные отвалом электровездеходы, приводимые в движение питающим электрокабелем. Их производительность при разравнивании смеси достигает 100 м3/ч. Если размеры бетонируемого блока не позволяют применить микробульдозеры, то смесь распределяют вручную лопатами. Перекидывать смесь во избежание ее расслоения допускается лишь в исключительных случаях; двойная перекидка, как правило, не допускается. Продолжительность укладки слоя ограничивается временем начала схватывания цемента, устанавливаемого лабораторией. Перекрывать предыдущий слой последующим необходимо до начала схватывания цемента в предыдущем слое.
Уплотнение бетонной смеси, необходимое для улучшения качества и прочности бетонных конструкций, осуществляют вибрированием или вакуумированием. При вибрировании смеси передают колебания, разрушающие силы внутреннего трения и сцепления между ее частицами В результате смесь приобретает свойства структурной жидкости, обладающей текучестью, которая хорошо заполняет опалубочную форму При этом из смеси удаляется воздух, что также способствует улучшению структуры и повышению прочности бетона. Для уплотнения смеси вибрированием применяют вибраторы различных типов и конструкций. Глубинные вибраторы выполняются с погруженным в бетонную смесь и передающим ей колебания вибронаконечником или корпусом. Глубинными вибраторами смесь уплотняют путем вертикального или наклонного погружения вибронаконечника или корпуса в уплотняемый слой. При уплотнении шаг перестановки глубинного вибратора не должен превышать радиуса его действия, а глубина погружения в бетонную смесь должна обеспечивать заглубление его в ранее уложенный слой на 5-10 см. В процессе уплотнения нельзя касаться вибратором арматуры, так как это может нарушить ее сцепление с бетоном. Чтобы не допустить пропущенных невибрированных участков, смесь уплотняют полосами вдоль опалубки или арматуры.
Поверхностные вибраторы, устанавливаемые на уложенную бетонную смесь, передают ей колебания через рабочую площадку. Их применяют при уплотнении неармированных или армированных одиночной арматурой плоских конструкций толщиной не более 250 мм, а также с двойной арматурой толщиной не более 120 мм. Поверхностными вибраторами смесь уплотняют правильными непрерывными полосами, перекрывая границы уже провибрированного бетона на 10—20 см. Переставляя поверхностный вибратор проволочным крючком, отрывая его от бетона.
Вакуумированне бетона в целях его уплотнения осуществляется за счет отсоса из смеси свободной, химически не связанной воды и воздуха. При этом помимо уплотнения смеси уменьшаются усадочные явления, быстрее нарастает прочность бетона, повышается морозостойкость и водонепроницаемость. Прочность вакуумированного бетона по сравнению с вибрированным выше на 15-20 %. Вакуумирование бетона производят с опалубленных и неопалубленных поверхностей.
Выдерживание бетона и уход за ним производят в целях его твердения, т.е. набора им необходимой прочности. Для нормального твердения бетона нужна положительная температура 20±2°С с относительной влажностью воздуха не менее 90 %. При нормальных ус ловиях твердения прочность бетона нарастает довольно быстро, и бетон (на портландцементе) через 7-14 дней набирает 60-70 % своей 28-дневной прочности. Затем нарастание прочности замедляется. Чтобы свежеуложенный бетон приобрел требуемую прочность в назначенный срок, необходимо: создание влажной среды при его твердении, предохранение от сотрясений, повреждений и ударов, резких изменений температуры. Особенно важен уход за бетоном в первые дни после его укладки, так как в этот период качество бетона может ухудшиться, после чего его улучшить практически невозможно. Необходимые для твердения бетона температурно-влажностные условия создают укрытием его различными покрытиями, а также систематической поливкой. Снимать опалубку разрешается только после приобретения бетоном прочности, установленной проектом или техническими условиями.
26. СПЕЦИАЛЬНЫЕ МЕТОДЫ БЕТОНИРОВАНИЯ Такие методы бетонирования применяют в тех случаях, когда обычные методы мало пригодны или неэкономичны. Из специальных применяют методы литья, раздельного бетонирования, торкретирования, инъецирования и др. Укладка смеси литьем возможна при применении бетонов повышенной подвижности, в частности с добавлением суперпластификаторов, являющихся химическими добавками (на основе меламиновой смолы или нафталинсульфокислоты). Введение суиерпластификато-ров в бетонную смесь резко увеличивает ее подвижность, что, в свою очередь, позволяет укладывать ее в опалубку методом литья, т.е. без необходимости ее распределения и виброуплотнения. При этом смесь полностью заполняет всю опалубку под действием гравитационных сил. Метод позволяет сократить расход цемента и повысить качество бетонируемых конструкций. Метод раздельного бетонирования заключается в раздельной укладке в опалубку крупного заполнителя (щебня), а затем цементно-песчаного раствора, который заполняет в нем пустоты. Его применяют при возведении железобетонных резервуаров, бетонировании в условиях интенсивного притока грунтовых вод и в других случаях. Раздельное бетонирование может быть гравитационным и инъекционным. При первом раствор проникает в крупный заполнитель под действием сил тяжести, а при втором - под давлением, создаваемым нагнетателем.
27. ТРЕБОВАНИЯ К КАЧЕСТВУ БЕТОННЫХ РАБОТ Качество бетонных и железобетонных конструкций зависит от качества используемых материалов, а также от соблюдения основных требований технологии на всех стадиях комплексного процесса бетонных работ. Для этого необходим контроль на всех стадиях этих работ, включая: приемку и хранение исходных материалов (цемента, песка, щебня, арматурной стали, лесоматериалов и др.); изготовление и монтаж арматурных сеток и каркасов, изготовление и монтаж опалубки; подготовку основания и опалубки к укладке бетонной смеси; приготовление и транспортировку смеси; укладку, уплотнение и уход за бетоном в процессе его твердения. Все исходные материалы должны отвечать требованиям ГОСТа. Показатели свойств материалов следует проверять в строительной лаборатории по принятой единой методике. На стадии приготовления смеси проверяют точность дозировки материалов, продолжительность перемешивания, подвижность и плотность смеси. Причем подвижность надо проверять не реже двух раз в смену, и она не должна от заданной более чем на 1 см, а плотность - более чем на 3%. При транспортировке смеси следят за тем, чтобы она не начала схватываться, не расслаивалась на составляющие, не теряла подвижности из-за потерь воды, цемента или схватывания. В процессе армирования проверяют качество арматурной стали, правильность формы и размеров (диаметров) стержней, качество сварки, правильность положения арматуры в конструкции с учетом допускаемых отклонений, приведенных в СНиПе. Аналогично при устройстве опалубки особое внимание надо обратить на правильность ее установки, плотность стыков в щитах и сопряжениях, взаимное положение опалубочных форм и арматуры (для обеспечения необходимого защитного слоя бетона). Перед укладкой бетонной смеси проверяют чистоту поверхности опалубки и качество ее смазки. Контролируют в процессе укладки смеси высоту ее сбрасывания, продолжительность вибрирования и равномерность уплотнения, не допуская расслоения смеси и образования раковин, пустот. Процесс виброуплотнения контролируют визуально, по степени осадки смеси, прекращению выхода из нее пузырьков воздуха и появлению на поверхности цементного молока. В некоторых случаях используют плотномеры. Контроль качества уложенного бетона осуществляют систематически в процессе бетонирования конструкций. Он заключается в проверке соответствия физико-механических характеристик бетона требованиям проекта. Прочность бетона на сжатие проверяют на контрольных образцах, изготовленных из бетонной смеси, взятой после ее приготовления и непосредственно на месте укладки. Приемку выполненных монолитных бетонных и железобетонных конструкций производят лишь после достижения бетоном проектной прочности. Железобетонные резервуары и другие емкостные сооружения испытывают, кроме того, на утечку воды из них, а метантенки - на утечку воздуха.
28. ПРИГОТОВЛЕНИЕ, ТРАНСПОРТИРОВАНИЕ И УКЛАДКА БЕТОННОЙ СМЕСИ В ЗАВОДСКИХ УСЛОВИЯХ
Приготовление бетонной смеси. В современном строительстве приготовление бетонной смеси в основном сосредоточено на автоматизированных бетонных заводах и в бетоносмесительных узлах предприятий. Процесс приготовления бетонной смеси состоит из автоматического дозирования всех компонентов бетонной смеси и перемешивания их в бетоносмесителях до получения однородной массы.
Применяемые бетоносмесители непрерывного действия состоят из цилиндрического барабана с лопастями на внутренней поверхности. За счет вращения барабана и винтообразного направления лопастей материалы перемещаются вдоль барабана и тщательно перемешиваются, а готовая бетонная смесь через разгрузочное устройство непрерывным потоком поступает на транспортные средства. Производительность бетоносмесителей непрерывного действия до 120 мЗ/ч, в то время как бетоносмеситель периодического действия емкостью 2400 л имеет производительность до 36 мЗ/ч.
Однородность и прочность бетона в значительной, мере определяются качеством перемешивания смеси. Для получения однородной бетонной смеси следует строго соблюдать оптимальное время перемешивания, которое зависит от емкости барабана бетоносмесителя, подвижности бетонной смеси и других факторов и устанавливается опытным путем.
Транспортирование бетонной смеси в большинстве случаев производится автосамосвалами, а на малые расстояния (в пределах строительной площадки) -ленточными транспортерами, бетононасосами, вагонетками, бадьями и др. Любой способ транспортирования должен исключать возможность расслоения и снижения степени подвижности бетонной смеси в результате испарения воды, вытекания цементного молока или начала схватывания цемента. Поэтому следует транспортировать бетонную смесь по кратчайшим расстояниям, с наименьшим числом перегрузок и ограничивать длительность перевозки (до 1 ч.)
В случае, когда строительная площадка находится на значительном расстоянии от бетонного завода для перевозки и приготовления бетонной смеси используются автобетоносмесители. Смесительный барабан автобетоносмесителя загружают на заводе исходными материалами, а бетонная смесь приготовляется в пути в непосредственной близости от места укладки бетона.
Укладка бетонной смеси. Качество бетонных и железобетонных конструкций в значительной мере зависит от способа укладки и уплотнения бетонных смесей. В заранее подготовленную опалубку (форму) с установленной в ней арматурой бетонную смесь обычно укладывают горизонтальными слоями. При этом смесь должна плотно заполнять весь объем опалубки или формы, включая углы и суженные места. Для механизации этой довольно трудоемкой операции используют специальные механизмы: бетонораздатчики и бетоноукладчики. Бетонную смесь, как правило, уплотняют вибрированием, после чего зерна крупного заполнителя укладываются компактно, промежутки между ними заполняются цементным раствором, а пузырьки воздуха вытесняются наружу. При прекращении вибрирования уложенная в опалубку или форму бетонная смесь мгновенно загустевает.
Для уплотнения бетонной смеси применяют электромагнитные, пневматические, но чаще всего электромеханические вибраторы. По конструкции различают вибраторы поверхностные, глубинные и площадочные. Выбирают вибратор в зависимости от вида, формы и размеров бетонируемой конструкции. Конструкции с большими открытыми поверхностями (полы, плиты и т. п.) бетонируют поверхностными вибраторами, которые обеспечивают распространение колебаний в толщу бетона на глубину 20 - 25 см. Перемещать поверхностный вибратор с одной позиции на другую рекомендуется так, чтобы он своей площадкой перекрывал на 10 - 20 см границу уже провибрированного участка.
При бетонировании массивных конструкций (фундаменты, колонны и др.) используют глубинные вибраторы - вибробулавы и вибраторы с гибким валом. Уплотняют бетонную смесь внутренними вибраторами по слоям, толщина которых не должна превышать 1,25 длины рабочей части вибратора, а шаг перестановки не должен быть выше полуторного радиуса их действия. Продолжительность вибрирования на каждой позиции должна обеспечивать достаточное уплотнение бетонной смеси, основными признаками которого являются прекращение оседания бетонной смеси, появление цементного молокана ее поверхности и прекращение выделения воздушных пузырьков.
В зависимости от степени подвижности бетонной смеси продолжительность вибрирования на одной позиции 20 - 60 с. транспортировать бетонную смесь по кратчайшим расстояниям, с наименьшим числом перегрузок и ограничивать длительность перевозки (до 1 ч.). В случае, когда строительная площадка находится на значительном расстоянии от бетонного завода для перевозки и приготовления бетонной смеси используются автобетоносмесители. Смесительный барабан автобетоносмесителя загружают на заводе исходными материалами, а бетонная смесь приготовляется в пути в непосредственной близости от места укладки бетона. Укладка бетонной смеси.
Качество бетонных и железобетонных конструкций в значительной мере зависит от способа укладки и уплотнения бетонных смесей. В заранее подготовленную опалубку (форму) с установленной в ней арматурой бетонную смесь обычно укладывают горизонтальными слоями. При этом смесь должна плотно заполнять весь объем опалубки или формы, включая углы и суженные места. Для механизации этой довольно трудоемкой операции используют специальные механизмы: бетонораздатчики и бетоноукладчики.
Бетонную смесь, как правило, уплотняют вибрированием, после чего зерна крупного заполнителя укладываются компактно, промежутки между ними заполняются цементным раствором, а пузырьки воздуха вытесняются наружу. При прекращении вибрирования уложенная в опалубку или форму бетонная смесь мгновенно загустевает. Для уплотнения бетонной смеси применяют электромагнитные, пневматические, но чаще всего электромеханические вибраторы. По конструкции различают вибраторы поверхностные, глубинные и площадочные. Выбирают вибратор в зависимости от вида, формы и размеров бетонируемой конструкции. Конструкции с большими открытыми поверхностями (полы, плиты и т. п.) бетонируют поверхностными вибраторами, которые обеспечивают распространение колебаний в толщу бетона на глубину 20 - 25 см. Перемещать поверхностный вибратор с одной позиции на другую рекомендуется так, чтобы он своей площадкой перекрывал на 10 - 20 см границу уже провибрированного участка.
При бетонировании массивных конструкций (фундаменты, колонны и др.) используют глубинные вибраторы - вибробулавы и вибраторы с гибким валом. Уплотняют бетонную смесь внутренними вибраторами по слоям, толщина которых не должна превышать 1,25 длины рабочей части вибратора, а шаг перестановки не должен быть выше полуторного радиуса их действия. Продолжительность вибрирования на каждой позиции должна обеспечивать достаточное уплотнение бетонной смеси, основными признаками которого являются прекращение оседания бетонной смеси, появление цементного молокана ее поверхности и прекращение выделения воздушных пузырьков. В зависимости от степени подвижности бетонной смеси продолжительность вибрирования на одной позиции 20 - 60 с. На заводах сборного железобетона бетонную смесь уплотняют в формах на стационарных виброплощадках. Применяют, кроме того, и другие способы уплотнения бетонных смесей, например, центрифугирование, вибропрессование, виброштампование, вибровакуумирование, вибропрокат. Твердение бетона и уход за ним. Рост прочности бетона возможен только при определенных температурных и влажностных условиях. В нормальных условиях твердения (температура окружающей среды 15 - 20оС и влажность 90 -100%) бетон в течение 28 сут набирает марочную прочность.
Твердение бетона значительно ускоряется при повышении температуры среды до 60 - 85оС с обязательным сохранением в бетоне влаги. Во влажной среде бетон приобретает значительно большую прочность, чем на воздухе. В сухих условиях он быстро теряет влагу, и его дальнейшее твердение прекращается. Для того чтобы уложенный и уплотненный бетон получил требуемую прочность в назначенный срок, за ним необходим правильный уход.
Особенно важен уход за бетоном в первые дни после укладки, иначе можно настолько снизить качество бетона, что его нельзя будет исправить даже при последующем тщательном уходе. Свежеуложенный бетон выдерживают во влажном состоянии и предохраняют от сотрясений, ударов, каких-либо повреждений, а также резких изменений температуры.
В летнее время открытые поверхности свежеуложенного бетона следует укрывать мешковиной, рогожей, песком, опилками или другими материалами и периодически увлажнять. Поливать бетон начинают не позднее чем через 10 -12 ч после бетонирования, а в жаркую ветренную погоду через 2-З ч. Летом бетон обычно поливают в течение первых 3 сут не реже чем через каждые 4 ч днем и не менее 1 раза ночью, а в последующее время - не менее 3 раз в сутки. Бетон, приготовленный на портландцементе, следует поливать не менее 7 сут., на прочих цементах, в том числе на цементах с пластифицирующими добавками - не менее 14 сут. Особенно обильно надо поливать ночью. Вместо полива водой поверхности бетона можно покрывать битумной эмульсией, лаком этиноль, латексом и другими жидкими материалами, которые образуют непроницаемую пленку, надежно защищающую бетон от испарения влаги. Распалубливать бетонные и железобетонные конструкции следует только после достижения бетоном определенной прочности, устанавливаемой путем испытания контрольных образцов-кубов.
Твердение бетона при температурах ниже 5 - 10оС значительно замедляется, а при температурах ниже нуля практически прекращается. Находящаяся в бетоне свободная вода, замерзая, увеличивается в объеме, что приводит к нарушению структуры еще не затвердевшего цементного камня, а это, в свою очередь, снижает конечную прочность бетона. Наиболее опасно замерзание бетона в период схватывания цемента. Поэтому основным условием ведения бетонных работ в зимнее время является обеспечение в уложенном бетоне определенной положительной температуры, исключающей замерзание бетона в раннем возрасте до достижения им к моменту замерзания 50% марочной прочности.
Для предупреждения раннего замерзания бетона и обеспечения твердения его при низких температурах применяются способ "термоса", паро- и электротермообработка бетона, а также применение бетона с химическими добавками - ускорителями твердения. Каждый способ можно применять самостоятельно или в сочетании. Способ "термоса" применяется при бетонировании массивных конструкций и предусматривает обеспечение в бетоне во время его твердения положительной температуры за счет подогрева до 40оС составляющих бетонной смеси (воды, песка, крупного заполнителя) и теплоты, выделяемой цементом при твердении. Для сохранения запаса теплоты в течение определенного срока конструкции из свежеуложенного бетона утепляют, покрывая их соломенными матами, опилками, шлаком и др. При бетонировании в зимнее время немассивных конструкций (колонн, балок, перекрытий и т.п.) уложенную в опалубку бетонную смесь подвергают паро-и электротермообработке. Применяя эти методы термообработки бетона, удается в течение 1 - 2 сут получать прочность, равную 50 -70% марочной. Химические добавки применяют с целью снизить температуру замерзания воды в бетонной смеси и обеспечить возможность твердения бетона при отрицательной температуре.
В качестве химических добавок вводят хлористый кальций и натрий, нитрит натрия, нитрит-нитрат кальция, мочевину, поташ, а также комплексные химические добавки на основе пластификатора и противоморозного компонента. Контроль качества бетона. Качество бетонных работ контролируют на всех этапах производства: испытывают составляющие бетонной смеси, систематически проверяют правильность дозирования, перемешивания и уплотнения бетонной смеси, контролируют твердение бетона, определяют прочность затвердевшего бетона. Прочность бетона контролируют путем отбора проб бетонной смеси и изготовления из нее контрольных образцов-кубов, которые должны твердеть в тех же условиях, что и бетон монолитных конструкций. Контрольные образцы испытывают в возрасте 7 и 28 сут. или в другие установленные сроки.
Разработаны неразрушающие механические и физические методы определения прочности и однородности бетона. Принцип действия их основан на зависимости величины заглубления в бетон бойка (шарика) при ударе от прочности испытуемого бетона или на изменении скорости распространения ультразвукового импульса или волн удара в бетон в зависимости от его плотности и прочности. Для выявления внутренних скрытых дефектов структуры бетона (трещин, раковин, пустот и т.д.) применяют специальные ультразвуковые дефектоскопы.
29. ОПАЛУБОЧНЫЕ РАБОТЫ
1 Основные понятия
Опалубка - конструкция, представляющая собой форму для укладки и выдерживания бетонной смеси. Состоит из формообразующих, несущих, поддерживающих, соединительных, технологических и других элементов и обеспечивает проектные характеристики монолитных конструкций.
Элемент опалубки - составная часть опалубки, например щит, подкос, стойка, балка.
Монолитные конструкции - бетонные и железобетонные строительные конструкции, бетонирование которых осуществляется непосредственно на месте их проектного положения.
Строительные конструкции - часть здания или другого строительного сооружения, выполняющая определенные несущие, ограждающие и (или) эстетические функции.
2 Опалубочные работы
Для изготовления бетонной и железобетонной конструкции определенных размеров и конфигурации необходимо бетонную смесь и арматуру уложить в заранее приготовленную форму, которая называется опалубкой. Опалубка на высоте поддерживается в проектном положении при помощи лесов. Опалубка и леса должны быть жесткими, прочными и неизменяемыми, простыми в изготовлении, сборке и разборке. Сторона опалубки, примыкающая к бетону, должна быть гладкой, стыки досок и щитов не должны при бетонировании пропускать цементного молока. Для удешевления бетонных и железобетонных конструкций щиты и другие элементы опалубки делают с учетом их много кратного использования. Стоимость опалубки составляет 20-30% общей стоимости бетонных и железобетонных конструкций.
3 Классификация опалубки по материалу
По основному материалу опалубка монолитных бетонных и железобетонных конструкций подразделяется на деревянную, металлическую, фанерную, железобетонную и комбинированную. Деревянная опалубка обычно изготовляется на опалубочном дворе или в плотничном цехе деревообделочного комбината строительства. Для изготовления деревянной опалубки применяется лесоматериал хвойных пород с влажностью древесины до 25%. Элементы опалубки заготовляются на станках. От точности изготовления элементов опалубки во многом зависит качество возводимых конструкций, поэтому отклонения от проектных размеров в изготовленных элементах должны быть минимальными. Деревянная опалубка обладает малой теплопроводностью по сравнению с металлической и железобетонной, что имеет большое значение при работе в условиях низких температур. К ней легко крепить различные элементы отепления в зимнее время, влагопоглощающую облицовку и другие устройства. Основными недостатками деревянной опалубки является ее относительно невысокая прочность и склонность к деформациям при намокании, усушке и транспортировке, следствием чего является коробление, растрескивание досок и раскрытие швов между ними. Несмотря на указанные недостатки деревянная опалубка до сего времени широко применяется при постройке монолитных бетонных и железобетонных конструкций и сооружений. Металлическая опалубка и оснастка к ней изготовляются в механических мастерских или цехах металлоконструкций. Детали металлической опалубки выполняются из стали марки Ст.0. Заготовки элементов опалубки обрабатываются с достаточно высоким классом точности. Допускаемые отклонения от проектных размеров в длине и ширине на 1 погонный метр щитов металлической щитовой опалубки не должны превышать 2 мм, отклонения в расположении отверстий для соединительных элементов (клиньев, болтов и т. д.) — 0,5 мм. Допускаемые отклонения в размерах элементов подвижной, катучей и подъемно-переставной опалубок должны приниматься в каждом отдельном случае в соответствии с указаниями, приведенными в проектах опалубки. Металлическая опалубка проходит контрольную сборку. Детали ее, соприкасающиеся с бетоном, покрывают смазкой, а остальные окрашивают, после чего все элементы опалубки маркируют. Металлическая опалубка обеспечивает ровную, гладкую поверхность бетона и как вид многооборачиваемой инвентарной опалубки имеет много достоинств. Она значительно дороже деревянной, но практически имеет беспредельную оборачиваемость. Считается экономически целесообразным применять металлическую опалубку при ее оборачиваемости не менее 50 раз. Кроме этого металлическая опалубка обладает следующими положительными качествами, а именно: жесткостью, легкостью распалубки (при соответствующей смазке поверхностей опалубки), отсутствием деформаций при различных режимах влажности. К недостаткам металлической опалубки относятся высокая ее стоимость, теплопроводность, трудность крепления различных элементов к опалубке. Фанерная опалубка наряду с металлической может быть отнесена к числу высокооборачиваемых, инвентарных типов опалубки. Фанера обычно используется только для обшивки, несущий же каркас фанерной опалубки делается из дерева или металла. Фанерная опалубка имеет меньшую теплопроводность, чем металлическая, к ней легче крепить различные элементы. По сравнению с деревянной и металлической, она имеет и меньший вес. Особенно целесообразно применять фанерную опалубку для криволинейных поверхностей. Но к фанере, используемой для опалубки, предъявляются сравнительно высокие требования, например, она должна быть водостойкой. Дефицитность и сравнительно высокая стоимость такого сорта фанеры ограничивают ее широкое применение как материала для опалубки. Поэтому использование фанерной опалубки пока ограничено. Железобетонная опалубка в период бетонирования выполняет роль опалубки, а в последующем является постоянным конструктивным элементом сооружения. Достоинством железобетонной опалубки является исключение процесса распалубки. В связи с этим значительно упрощается ее крепление. К недостаткам железобетонной опалубки относятся высокая теплопроводность и сравнительно большой вес. Применяется она в основном при строительстве гидротехнических сооружений, где является постоянной наружной защитной облицовкой сооружения. Комбинированная опалубка устраивается в целях наилучшего использования положительных качеств различных материалов. Такая опалубка чаще всего комбинируется из дерева и металла.
4 Классификация опалубки по конструктивным признакам
По конструктивным признакам в строительстве применяются следующие виды опалубок:
стационарная;
разборно-переставная;
скользящая;
подъемно-переставная;
катучая;
бетонные и железобетонные блоки и плиты оболочки;
армоцементные и металлические плиты;
безопалубочное бетонирование (сетчатая форма). Применение стационарной (необорачиваемой) опалубки допускается в исключительных случаях для нетиповых конструкций и сооружений, не имеющих повторяющихся элементов. Для лесов применяются круглый и пиленый лес преимущественно хвойных пород, сортовая сталь и трубы. Все опорные части лесов должны устанавливаться на прочном основании с достаточной площадью опирания во избежание недопустимых осадок забетонированных конструкций и сохранения проектных отметок конструкций при замерзании и оттаивании грунта. В строительной практике широко применяется разборно-переставная опалубка, состоящая из отдельных щитов, устанавливаемых вручную или с помощью кранов, и поддерживающих их частей — кружал, ребер, схваток, стяжек, хомутов. Скользящая, или подвижная, опалубка широко применяется при строительстве силосных башен, цементных складов, зерновых элеваторов, резервуаров, водонапорных башен и других сооружений, имеющих большую высоту и относительно небольшое поперечное сечение. Опалубка состоит из металлических стенок или прочных деревянных щитов, охватывающих сооружение по всему контуру с внутренней и наружной сторон. Подъем опалубки на очередную рабочую позицию при бетонировании осуществляется при помощи домкратной рамы. Заполнение непрерывно поднимаемой опалубки бетоном производится слоями 10—15 см без перерывов, при этом уровень бетонной смеси не доводится до верха форм на 15—20 см. Перерывы в бетонировании более 2—3 ч не рекомендуются. Уплотнение бетона производится обычными методами стержневым вибратором с гибким валом. Применение скользящей опалубки освобождает от необходимости устраивать леса и многократной сборки и разборки опалубки. Катучая (передвижная) опалубка применяется для бетонирования линейных сооружений большой протяженности, имеющих постоянное поперечное сечение. Сборная катучая опалубка передвигается на катках или колесах по рельсовому пути. Опалубка-облицовка — это используемые в качестве опалубки плиты-оболочки и блоки. Такая опалубка, прочно соединяемая с бетонируемой частью конструкции с помощью выпусков арматуры, остается в сооружении в качестве облицовки. При возведении массивных бетонных и железобетонных конструкций, помимо перечисленных, применяется вакуум-опалубка и абсорбирующая опалубка.
5 Производство опалубочных работ
Деревянную и фанерную опалубки и элементы поддерживающих их деревянных лесов рационально изготовлять в опалубочных цехах деревообделочных комбинатов. При малых объемах работ и отдаленности объектов от центральных мастерских деревянная опалубка может быть изготовлена в приобъектных опалубочных мастерских. Для правильной сборки и разборки опалубки последняя маркируется. Опалубщики работают по маркировочному или установочному чертежу, состоящему из плана сооружения с нанесенными элементами железобетонной конструкции и присвоенными им марками. Сборка опалубки производится с применением шаблонов, кондукторов и других приспособлений, обеспечивающих точность работ при минимальных затратах труда. При наличии на строительной площадке кранов достаточной грузоподъемности опалубку следует собирать в укрупненные блоки и устанавливать этими кранами.
30. АРМАТУРНЫЕ РАБОТЫ
В железобетоне арматурой называются стальные стержни различного сечения и формы, стальные канаты и пряди, воспринимающие растягивающие и скалывающие напряжения, возникающие в железобетонных элементах от внешних нагрузок и собственного веса конструкций. Арматура может быть постоянного сечения (гладкие стержни) и периодического профиля. По трудоемкости изготовления арматура с диаметром стержней до 12 мм называется легкой, а от 12 и до 40 мм — тяжелой.
Виды арматуры Арматура, применяющаяся в железобетонных конструкциях и сооружениях, делится на рабочую, распределительную, хомуты, монтажную. Рабочая арматура воспринимает возникающие в железобетоне растягивающие и скалывающие усилия от внешних нагрузок и собственного веса конструкций. Распределительная арматура, располагаемая обычно перпендикулярно к рабочей, удерживает рабочие стержни арматуры в определенном положении и распределяет нагрузку между ними. В тех случаях, когда рабочие стержни располагаются не только в растянутых, но и в сжатых частях конструкций, например в балках, ригелях, арматура называется двойной. Хомуты связывают арматуру в единый каркас и предохраняют бетон от появления косых трещин около опор. Монтажная арматура никаких усилий не воспринимает, служит для сборки арматурного каркаса и обеспечивает точное положение рабочей арматуры и хомутов при бетонировании. Для лучшего предохранения арматуры от скольжения в бетоне арматурные стержни, подверженные растяжению, на концах загибаются в виде крюков. Применение арматуры периодического профиля благодаря повышенному сцеплению с бетоном позволяет в большинстве случаев отказаться от крюков, что приводит к экономии стали. Араматурные стержни в точках пересечений соединяются преимущественно сваркой и только в отдельных случаях при незначительных объемах работ — вязкой мягкой проволокой. Арматуру по способу установки подразделяют на следующие виды: штучная арматура, арматурные сетки, арматурные каркасы, арматурные конструкции. Штучная арматура может быть прутковая из круглых стержней и жесткая из профильной прокатной стали: двутавровых балок, швеллеров, уголков, рельсов, труб. Штучная арматура собирается путем сварки на месте бетонирования в арматурный каркас или арматурную конструкцию из отдельных элементов. Применение штучной арматуры целесообразно при малых объемах работ, при необходимости пригонки стержней по месту в стесненных условиях бетонируемой конструкции. Арматурная сетка представляет собой взаимно перекрещивающиеся стержни, соединенные в местах пересечений сваркой или вязкой, и применяется в основном для армирования плит. Они могут изготовляться в виде отдельных полотнищ (плоские сетки) нужного размера и в виде рулонов большой длины, от которых отрезают куски необходимых размеров. Арматурные каркасы состоят обычно из продольной арматуры и соединяющей их решетки. Это так называемые плоские каркасы. Другой разновидностью арматурных каркасов являются пространственные каркасы, собранные из нескольких плоских каркасов или плоских сеток и пакетов. Арматурные каркасы применяются для армирования балок, колонн и т.д. В последнее время все большее применение находят арматурные несущие каркасы, что позволяет обойтись без специальных лесов, поддерживающих опалубку, уменьшает расход лесоматериала и сокращает трудоемкость и сроки работы.
Опалубка во многом определяет скорость, стоимость и качество возведения монолитных конструкций. Ее качество во многом определяется качеством применяемых для ее изготовления материалов и профилей.
Качество профилей достигло высокого уровня в передовых зарубежных фирмах. Гнутые профили оптимальной конструкции имеют высокую прочность и жесткость, высокую точность изготовления и позволяют одновременно защитить торцы фанеры от механических повреждений; соединять торцы щитов не по всей плоскости, а по отдельным выступающим поверхностям; углубления или выступы, выполненные с высокой точностью, позволяют при использовании стягивающих замков (эксцентриковых, клиновых и др.) выравнивать поверхности щитов при соединении; выступающее над поверхностью фанеры ребро позволяет получить небольшие, легко отделываемые запады в поверхности бетона, а не выступы, что потребовало бы дорогостоящей обработки после распалубки. Она позволяет получить высококачественные бетонные поверхности, служит уплотнителем и сохраняет форму при динамических нагрузках.
Каркас щита, выполненный из специальных высокоточных профилей, с ламинированной фанерой палубой, является идеальным сочетанием. Введение дополнительных доборных элементов, угловых щитов, в том числе шарнирных, а также щитовкомпенсаторов позволяет создавать панели и блоки практически любых конфигураций и размеров, удовлетворяющих потребности возведения любых внутренних и наружных стен. Поэтому применение крупнощитовой опалубки из модульных каркасных щитов как наиболее эффективной и универсальной является преобладающей в последние годы.
Однако такого класса профили, изготавливаемые методом гнутья из тонколистовой стали с высокой точностью, могут выполнить немногие в Европе корпорации — такие, как “Тиссен”, “Круппи”. В России пока этой технологии нет. Все профили, изготавливаемые до сих пор, в том числе из трубы, не удовлетворяют по точности или требуют дополнительной дорогостоящей доводки.
Профили такого класса смогли изготовить методом прессования из высокопрочных алюминиевых сплавов в ООО “Агрисовгаз”. Причем алюминиевые профили в общем даже более высокого качества, так как прессуются более сложной конфигурации, с переменной толщиной стенок и оптимальным распределением материала по сечению. Опалубка высокого класса даже ниже по цене стальных опалубок зарубежных фирм. Она имеет меньшую массу, что позволяет монтировать ее более крупноразмерными элементами с использованием тех же кранов, при необходимости монтировать вручную снизить трудоемкость работ, а также трудозатраты на транспортировку.
Алюминиевая опалубка стен, разработанная НТЦ “Стройопалубка” АОЗТ ЦНИИ ОМТП, состоит из модульных каркасных щитов. Каркас выполнен из высокоточных профилей, в качестве палубы применяется ламинированная водостойкая фанера, торцы которой защищены конструктивно — алюминиевым профилем и герметиком. Благодаря широкому диапазону ширины щитов (от 0,3 до 1,2 м) с промежуточными размерами и высотой 1,2 м; 2,0 м; 3,0 м, а также наличию компенсирующего элемента 0,3 м и угловых элементов опалубка может быть приспособлена к любой планировке. На строительных площадках щиты собираются посредством центрующих замков в панели, которые крепятся между собой при помощи тяжей, шайб и гаек, принимающих на себя давление бетонной смеси. Для выверки панели в проектное положение опалубка снабжена подкосами, винтовые пары которых позволяют регулировать установку панели в вертикальное положение. Для организации рабочего места по приемке бетона предусмотрены подмости с ограждениями, которые навешиваются на каркас. Комплектующие опалубки, выполненные из стали (подкосы, замки, подмости и т.д.), изготавливаются на экспериментальной базе.
Существует несколько систем опалубки перекрытий, им свойственны и преимущества, и недостатки. Наиболее эффективные из них следующие:
1. Сборно-разборная конструкция:
с применением телескопических стоек, продольных и поперечных балок и фанеры в качестве палубы;
с применением рамных конструкций и тех же балок и фанеры;
с применением опалубки с так называемыми падающими головками;
стволовая опалубка размером на комнатную ячейку.
Опалубка с падающими головками позволяет при снятии щитов оставлять опоры в виде стоек, такие промежуточные опоры позволяют снимать основную опалубку до достижения бетоном распалубочной прочности (однако в этом случае дополнительно требуется армирование перекрытий в местах промежуточных опор).
Наименьшая трудоемкость работ достигается при использовании столовой опалубки, но в то же время такие опалубки наиболее дорогие. Отдельно стоящие телескопические стойки удобны и дешевы, однако наиболее эффективно применение опорных рам. В отличие от стоек, рамы, набираемые в любом соотношении по высоте, более универсальны. Трудоемкость работ значительно ниже по сравнению с применением телескопических стоек. Но рамная конструкция эффективна при использовании рам небольшой массы, поэтому НТЦ “Стройопалубка” разработал рамную конструкцию с применением высокопрочных алюминиевых сплавов. Опалубка перекрытий состоит из рам (которые на 50% легче обычных стальных) высотой 0,3; 0,6; 0,9; 1,5; 1,8; 2,1 и шириной в зависимости от нагрузок 1,2; 1,5; 1,8 м.
Опорные стойки рам снабжены винтовыми домкратами в сборе с рабочим ходом 600 мм, продольными и поперечными балками высотой 160 и 140 мм соответственно, также изготовленными из высокопрочных сплавов. В комплект опалубки перекрытий входят специальные крестовые связи рам, успокоители домкратов, основания, опоры под балки, фиксаторы, вставки, ограждающие устройства, вставки-переходники. Кроме того, разработана усиленная система опалубки для строительства мостов, туннелей и других сооружений, состоящая из несущих рам, воспринимающих большие нагрузки от 0,5 м на больших высотах.