

Лекции по детали машин / Лекция 14
.docЛекция № 14 (2 часа)
Соединение деталей посадкой с натягом
План лекции:
-
Некоторые сведения о допущениях и посадках в машиностроении.
-
Некоторые сведения о шероховатости поверхности деталей.
-
Особенность конструкции и расчет на прочность крестовых соединений.
-
Основные определения:
Номинальный размер (Н) – желаемый, закладываемый конструктором размер, относительно которого определяют предельные отклонения действительного размера заданной точности.
Действительный размер (Д) – размер, получаемый рабочим в ходе механической обработки детали и устанавливаемый измерением с допустимой погрешностью.
Отклонение (Е) – алгебраическая разность между действительным (предельным размером) и соответствующим номинальным.
Верхнее и нижнее отклонения (ES и EI) – отклонения наибольшего и наименьшего возможных значений действительного размера заданной точности от номинального.
Допуск (Т) – абсолютная величина разности между верхним и нижним отклонениями действительного размера, определяющее точность выполнения относительно номинального размера.
Поле допуска – поле, ограниченное верхним и нижним отклонениями, определяется величиной допуска и его расположением относительно номинального размера.
Посадка – сопряжение двух деталей, охватывающей (отверстие) и охватываемой (вал) с определением сочетания их полей допусков.
Для взаимозаменяемости деталей и узлов лишь в строках СЭВ – единая система допусков и посадок (ЕСДП).
Основу ЕСДП составляют ряды допусков, и ряды основных отклонений, определяющих положение относительно лини нулевого отклонения.
Чем меньше величина допусков, тем меньше его размер и выше точность выполнения действительного размера.
Поле допусков обозначают буквой, характеризующей положение поля и цифрой – номером.
Стандартом СЭВ рекомендуют для образования посадок в основном систему отверстия. В ней основное отверстие с полем, предельные отклонения которого при одном и том же номинальном размере одинаковы во всех посадках. Различные же посадки образуются путем изменения предельных отклонений вала. При этом различают:
-
Посадка с зазором:
 ;
; -
Посадка с натягом
 .
.
Выбор посадок следует вести в основном из числа рекомендуемых СТ, предпочтительно для каждого вида.
-
При различных видах механической обработки поверхностей деталей получают ту или иную шероховатость в зависимости от их функционального назначения. В соответствие с ГОСТами 2789-73 и 2.303-73 различают 14 классов шероховатости. Чем больше номер класса, тем меньше шероховатость поверхности (высота микронеровностей).
Для оценки
шероховатости в машиностроении является
параметр R![]() ,
так называемое среднее арифметическое
отклонение профиля в мкм. При этом, чем
меньше значение R
,
так называемое среднее арифметическое
отклонение профиля в мкм. При этом, чем
меньше значение R![]() соответствуют большим классам
шероховатости поверхности.
соответствуют большим классам
шероховатости поверхности.
-
При соединении двух деталей по круговой цилиндрической поверхности с использованием посадки с натягом вследствие упругих и пластических деформаций поверхностей вала их диаметр d становится общим. При этом на поверхности посадки возникает удельное давление p и соответствующее ему силы трения F
 при попытке относительного смещения
вала.
при попытке относительного смещения
вала.
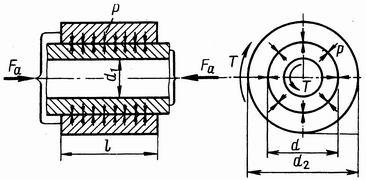
Нагрузочная способность соединения прежде всего зависит от натяга при выбранной посадке:
![]() .
.
Способы сборки соединения:
-
Прессовка
-
Охлаждение вала
-
Нагрев втулки.
Критерием работоспособности соединения: прочность (неподвижность) самого соединения и прочность его деталей (вала и втулка).
Алгоритм проектного расчета соединения:
(выбор посадки при известной нагрузке и размерах деталей)
-
Из условий прочности (неподвижности) соединения при заданной нагрузке определяется требуемое давление p:
При действии только
одного силы F![]() :
:
![]()
При действии только крутящего момента Т:
![]()
При одновременном
действии F![]() и Т:
и Т:
![]() ,
,
где
![]() .
.
-
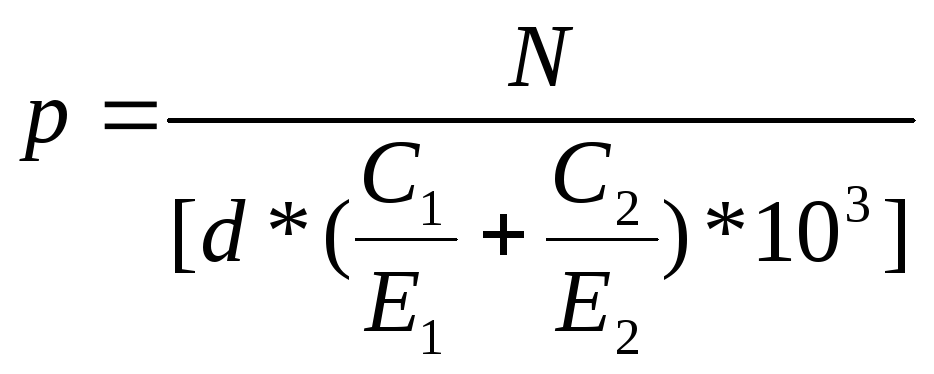
Из известной формулы Ляме (курс Сопротивление материалов) для толстостенных цилиндров, дает связь между p и N, вычисляют значение расчетного состояния тяги:
![]() ,
,
где
 ;
;
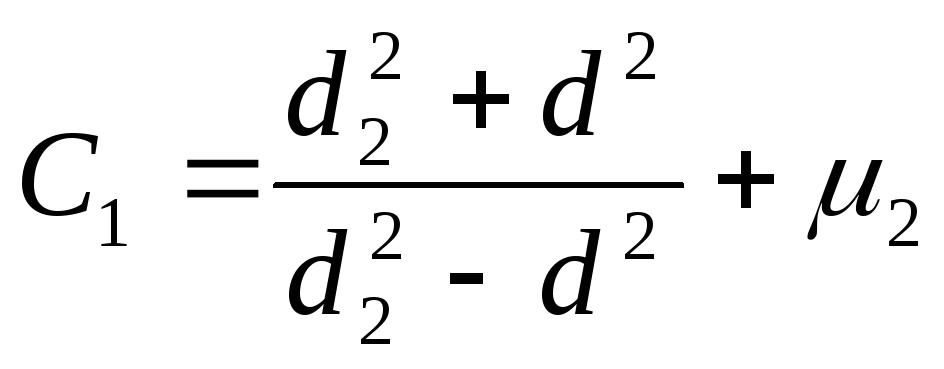 - коэффициенты геометрии соединения;
- коэффициенты геометрии соединения;
![]() и
и
![]() - модуль Юнга и коэффициент Пуассона
для вала и втулки.
- модуль Юнга и коэффициент Пуассона
для вала и втулки.
-
Делая поправку на срез и смятие при получении соединения, определяем минимальный действительный натяг
 в соединении:
в соединении:
![]() ,
,
где
![]() - при прессовке или U=0
(при других способах соединения);
- при прессовке или U=0
(при других способах соединения);
![]() ,
,
![]() - шероховатость поверхностей вала и
втулки.
- шероховатость поверхностей вала и
втулки.
-
Задавшись для отверстия нолем допуска и выбрав из таблиц ES, имеем для вала:
![]()
Проверочный расчет ведется в обратном порядке.
Проверка на прочность деталей соединения
-
При известной посадке:
![]() ,
,
тогда расчетный натяг:
![]()
-
Рассчитываем P:
-
Проверяется прочность из условий отсутствия пластических деформаций.