

Министерство
науки и образования РФ
ФГБОУ «Сибирский государственный технологический университет»
Факультет Механической технологии древесины
Кафедра Технологии деревообработки
Отчет по производственной практике
на ООО «Березовская мебельная фабрика»
(ТД 000000.069)
Выполнил студент гр. 44-2
__________Н.В.Дылькова
«___»___________2012 г.
Руководил практикой
__________Е.В. Злобина
«___»___________2012 г.
Проверил
_________ Г.А. Логинова
«___»__________2012 г.

Содержание с.
Введение……………………………………………………………………………………………..3
1 Общие сведения о ООО «Березовская мебельная фабрика»………. 4
2 Производственный процесс изготовления корпусной мебели……..6
2.1 Подготовка процесса……………………………………………………………………..6
2.2 Производственный процесс изготовления изделий …..………………7
2.3. Комплектация, упаковка, отгрузка ……………………………………………..16
3 Оборудование для облицовывания кромок …………..…………………….18
Заключение………………………………………………………………………………………….29
Введение
Прохождение производственной практики студентами во все времена было важной частью в получении высшего инженерного образования. Очень важно получать не только теоретические знания о предмете, но и погружаться непосредственно в среду будущей профессии, набираться опыта у дипломированных специалистов.
В данном отчете представлены описание производственного процесса изготовления корпусной мебели на ООО «Березовская мебельная фабрика», историческая справка о предприятии, перечисление наименований и технические характеристики оборудования, а также выводы о проделанной работе.
-
Общие сведения об ООО «Березовская мебельная фабрика»
Общество с ограниченной ответственностью «Березовская мебельная фабрика» расположено по адресу 662520, Красноярский край, Березовский район, п. Березовка, ул. Пархоменко 2. Это предприятие было образовано в 1965 году на базе Сухобузимского леспромхоза, и сразу после образования перешло в подчинение краевого управления местной промышленности. Форма собственности – частная (до 1999 года – собственность общественных организаций). В 1992 году предприятие сменило форму собственности из-за реорганизации краевого управления местной промышленности. Было принято решение о переходе фабрики в подчинение Красноярского краевого управления Всероссийского общества инвалидов, которое было вызвано предоставлением льгот по налогу на прибыль, налогу на имущество, на отчисления в пенсионный фонд, фонд занятости населения, фонд обязательного медицинского страхования. В 1999 году произошла смена организационно-правовой формы: на смену Учебно-производственному предприятию пришло Общество с ограниченной ответственностью «Березовская мебельная фабрика». Единственным учредителем Общества является Краевое управление Всероссийского общества инвалидов. С 1974 года фабрика выпускает кухонные наборы, что до сих пор является основным видом деятельности. Предприятие выпускало серийные наборы кухонной мебели и являлось достаточно рентабельным, чтобы проводить активную политику в сфере социальной поддержки работников. Так, в рамках этой политики предприятием были построены три жилых дома на 44 квартиры в общей сложности. Кроме того, на территории предприятия постоянно действует столовая для работников, в которой в 2002 году был сделан капитальный ремонт. Стоит заметить, что услугами этой столовой пользуются не только работники фабрики, но и других близлежащих предприятий и организаций. В 1998 году с приходом нового директора предприятие перешло на выполнение индивидуальных заказов. Это повлекло за собой изменения в технологическом цикле. Теперь детали с пластиковым покрытием стали прессоваться на горячем прессе. Это было обусловлено тем, что для прессования на холодном прессе необходимо набрать пакет из 50 деталей, а в условиях индивидуальных заказов такие пакеты наберутся нескоро. На сегодняшний день ООО «Березовская мебельная фабрика»
производит
конкурентоспособную продукцию по
индивидуальным заказам. Оно принадлежит
к деревообрабатывающей отрасли народного
хозяйства России. Если несколько лет
назад предприятие практически потеряло
всех своих клиентов и покупателей, то
сейчас оно имеет довольно приличный
пакет заказов. Со склада предприятие
практически не работает, так как все
мощности предприятия задействованы
для выполнения заказов. Предприятие
работает только на внутренний рынок и
производит широкий ассортимент мебели
– от профилирующих кухонный гарнитуров
по нескольким технологиям до мягких
кухонных уголков и кроватей. Предприятие
ведет активную работу с инвалидами –
производит почтовые ящики, шканты и
иную мелкую продукцию на дому. Доля
инвалидов в среднесписочной численности
составляет более 50 %.
2 Производственный процесс изготовления корпусной мебели
2.1 Подготовка процесса
Любое производство мебели начинается с работы дизайнера. На ООО «Березовская мебельная фабрика» оригинальный стиль выпускаемой продукции разрабатывают профессиональные художники-специалисты мебельного дизайна, выпускники СибГТУ, факультета МТД. Помогают заказчикам определиться с габаритами изделий, размерами различных колонок, полочек, ящиков, подходящих непосредственно к квартире заказчика, решают вместе, каким будет внешний вид фасадов (цвет, рельеф…), подбирают фурнитуру, понравившуюся будущему владельцу мебели, оформляют заказ.
(пример заказа представлен в приложении 1).
Заказываемым изделием может быть как мягкая (диваны, кресла, мягкие уголки, различные пуфы), так и корпусная мебель (кухни, стенки, детские, офисная мебель).
Далее фабрика заказывает материалы у «Мебель-комплект», «М-мебель», или «Фасад-мебель». Эти компании являются главными поставщиками фасадов, фурнитуры, листов ЛДсП(Ламинированных Древесно-стружечных Плит), МДФ (древесноволокнистых плит средней плотности) и столешниц в «БМФ».
Поступивший от поставщика или доставленный заказчиком плитный материал, разгружается на складе временного хранения и устанавливается вертикально на передвижные тележки или на стационарные накопители с надежной фиксацией листов. Плиты ДСП идентифицируются с помощью штрих — кодов или подписываются на видимых торцах: наносится наименование заказчика и номер заказа. Во время разгрузки кладовщик производит осмотр каждого листа на наличие заводского брака и повреждений при доставке, проверяет размер листа, его толщину, декор и количество поступившего материала. При выявлении некондиционного материала производится возврат плит поставщику с последующей заменой
2.2 Производственный процесс изготовления изделий
После закупки у поставщиков листов ЛДсП и МДФ нужно их раскроить. Их первоначальные размеры – 1750*1830*16(22). Последняя цифра (толщина) выбирается в зависимости от того, что мы будем изготавливать из данного листа. Например, лист толщиной 16 мм мы можем использовать для изготовления перегородок кухонного гарнитура, 22 мм – для его полок. Основные декоры ЛДсП – натуральные: «Бук светлый», «Бук темный», «Вишня», «Выбеленный дуб», «Орех»…; цветные: «Желтый», «Лайм», «Мандарин», «Голубой»…и т.д.
Таблица 1- Технологический процесс изготовления корпусной мебели
|
Операция |
Оборудование |
|
- Форматно-раскроечный станок ПСГЭ-2М «Robland»; - Форматно-раскроечный – Kami-«3200 MAXI»
|
|
- Станок ленточнопильный SV-3 MEDIA Италия |
|
3 Фрезерование |
- Фрезерный станок Т1005 TR-PL - Фрезерный станок Ф130-03 |
|
- Прямолинейный-Кромкооблицовочный станок Mira-6 - Криволинейный- Kami – Кромкооблицовочный – FL-530 |
|
5 Сверление |
- Сверлильно-присадочный станок Boring System 240 4V/5V |
Таблица 2 – Технические характеристики форматно-раскроечного станка – Kami-«3200 MAXI»
|
Наибольшая длина пропила, мм
|
3200
|
|
Размеры основного стола, мм
|
1250 х 730
|
|
Размер подвижной каретки мм
|
3200х360
|
|
Диаметр основной пилы (посадочный диаметр), мм
|
350 (30)
|
|
Диаметр подрезной пилы (посадочный диаметр), мм
|
120 (22) |
|
Угол наклона пил, град
|
0-45 |
|
Наибольшая высота пропила основной пилой, мм (при угле
|
00/450) 110 / 70 |
|
Наибольшая ширина реза между пилой и направляющей линейкой, мм |
1000
|
|
Диаметр патрубка стружкоотсоса, мм
|
120
|
|
Частота вращения шпинделя основной пилы, об/мин
|
3000; 4000; 5000; 6000
|
|
Частота вращения шпинделя подрезной пилы, об/мин
|
9000
|
|
Мощность эл.двигателя основной пилы, кВт
|
5.5
|
|
Мощность эл.двигателя подрезной пилы, кВт
|
0,75
|
|
Габариты, мм
|
3300х3100х900 |
|
Масса, кг
|
1200 |

Рисунок 1 - Форматно-раскроечный станок – FILATO-«3200 MAXI»
Традиционно считалось и считается, что серьезное деревообрабатывающее оборудование высокого класса выпускается только в Германии или Италии. Однако проведя серьезный анализ продукции ведущих мировых производителей, выяснилось, что это утверждение не всегда верно. В частности ,такое исключение из общего правила – форматно-раскроечный станок фирмы «FILATO» модели FL-3200 MAXI. Конструкция данного станка разработана итальянскими инженерами и технологами на основе долгого опыта эксплуатации знаменитых на весь мир марок немецких форматно-раскроечных станков. Специалистам компании FILATO изначально была поставлена задача обобщить весь передовой опыт в достижениях форматно-раскроечных станков и создать свой станок экстра-класса ,но по цене значительно ниже немецких аналогов. Теперь ,на основе уже многолетнего опыта эксплуатации этих станков, техническая служба «Станкоагрегат» может с уверенностью сказать ,что поставленные задачи были достигнуты. ,такое исключение из общего правила – Форматно-раскроечный станок FL-3200 Maxi не уступает своим аналогам ни по качеству обработки ,ни по конструктиво-эксплуатационным свойствам ,ни по надежности. СТАНОК FL-3200 MAXI УСТУПАЕТ СВОИМ АНАЛОГАМ ТОЛЬКО В ЦЕНЕ.
Предназначен для продольного, поперечного и углового раскроя плитных материалов (МДФ, ДВП, ДСП и клееных щитов) облицованных и ламинированных, а также заготовок из массивной древесины, с предварительной подрезкой нижней кромки заготовки для исклю-чения образования сколов.
Областью применения являются предприятия и цеха по производству корпусной мебели, столярные мастерские по производству столярно-строительных изделий и другие деревообрабатывающие производства.
Таблица 2 – Технические характеристики станка ленточнопильного SV-3 MEDIA Италия
|
Максимальная ширина заготовки, мм |
400 |
|
Максимальная высота стопы заготовок, мм |
250 |
|
Максимальная высота заготовки без рабочего стола, мм |
300 |
|
Габариты рабочего стола, мм |
500 х 400 |
|
Максимальная длина пилы, мм Минимальная ширина пропила, мм |
2450 3 |
|
Максимальная ширина абразивной ленты, мм |
30 |
|
Мощность двигателя, кВт |
2.2 |
|
Напряжение, В |
220/ 380 |
|
Габариты пильного узла, мм |
950 х 500 х 890 |
|
Габариты станка в упаковке, мм |
1200 х 1200 х 1200 |
|
Масса пильного узла, кг |
40 |
Станок предназначен для высокоточного и быстрого изготовления деталей различной криволинейной формы. Детали могут выпиливаться: из листа фанеры, ДВП, ДСтП, бруса и т. п. Принцип действия станка основан на перемещении пильного узла вокруг заготовки. Пиление осуществляется ленточной пилой по копиру. Возможна обработка пакета заготовок. Перемещение пильного узла осуществляется вручную.
Отличительными особенностями являются:
малый вес и компактность пильного узла при большой высоте пропила;
низкий уровень шума и вибрации;
наличие 3-х направляющих шкивов, покрытых вулканизированной резиной позволяет применять пилы шириной от 3-х мм для осуществления пиления по малым радиусам, а также увеличивает срок службы пил;
станок легко переоборудуется в шлифовальную установку при замене пилы на шлифовальную ленту;
пила находится в защитном кожухе, что обеспечивает безопасность оператора во время работы;
cтанок снабжен направляющими и поддерживающими роликами, что обеспечивает стабильное положение пилы во время обработки и повышает

Рисунок 2 – Станок ленточнопильный SV-3 MEDIA Италия
Таблица 3 - Фрезерный станок Т1005 TR-PL (Технические характеристики)
|
Размер рабочего стола (длина и ширина), мм |
1100х900 |
|
Размер стола удлинения, мм |
500х320 |
|
Размер каретки, мм |
520х465 |
|
Диаметр шпинделя поставляемого со станком |
ø50 |
|
Рабочая высота,мм |
160 |
|
Мощность основного двигателя, кВт |
5,5 |
|
Мощность двигателя подъема/опускания вала |
0,12 |
|
Мах. диаметр фрезы |
ø350 |
|
Вертикальный ход шпинделя, мм |
120
|
|
Интегральные линейки, мм |
2х550 |
|
Диаметр под аспирационную систему, мм - над рабочим столом - под рабочим столом |
ø120 ø120 |
|
Наибольший диаметр режущего инструмента, мм - для профилирования - для нарезания шипов |
275 400 |
|
Частота вращения шпинделя, об/мин |
3000; 4000; 5000; 6000; 8000; 10000 |
|
Суммарная мощность кВт |
5,62 |
|
Габариты (без передвижного пульта), мм |
1100х100х1120 |
|
Масса, кг |
580 |
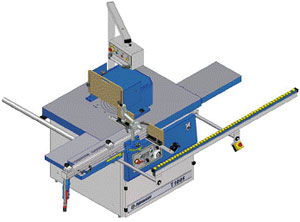
Рисунок 3 -- Фрезерный станок Т1005 TR-PL
Станок предназначен для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей, зарезки простых шипов с помощью шипорезной каретки и криволинейного фрезерования по шаблону с ручной подачей. Комплектация станка идеально подходит для нарезания шипов и проушин в брусках оконных блоков , как прямоуголных, так и косоугольных, в брусках дверных коробок и других рамных конструкциях. Также применяется для профилирования брусков, створок и коробок, для обработки створок оконных блоков и дверных полотен с притвором и других рамных конструкций по наружному контуру.
Применятся при производстве оконных блоков, дверей из массива древесины с притвором, деталей и элементов корпусной мебели, мебельных фасадов.
Устанавливается на предприятиях и в цехах по производству столярно-строительных деталей и изделий, на мебельном производстве и других
Таблица 4 -- Технические характеристики горизонтальной сверлильной группы сверлильно-присадочного станка Boring System 240 4V/5V
|
Количество сверлильных шпинделей в группе |
23 |
|
Расстояние между центрами шпинделей, мм |
32 |
|
Расстояние между центрами первого и послед. шпинделей, мм |
704 |
|
Ход группы по вертикали, мм |
37 |
|
Максимальная глубина сверления, мм |
65 |
|
Количество двигателей на группу |
1 |
|
Мощность двигателя, кВт |
1,5 |
|
Скорость вращения шпинделей, об/мин |
2800 |
Таблица 5 – Технические характеристики вертикальной сверлильной группы сверлильно-присадочного станка Boring System 240 4V/5V
|
Количесвто сверлильных шпинделей в группе |
11 |
|
Расстояние между центрами шпинделей, мм |
32 |
|
Расстояние между центрами первого и последнего шпинделей, мм |
320 |
|
Максимальная глубина сверления, мм |
55 |
|
Количество двигателей на группу |
1 |
|
Мощность двигателя, кВт |
1,1 |
|
Скорость вращения шпинделей, об/мин |
2800 |

Рисунок 4 -- Сверлильно-присадочный станок Boring System 240 4V/5V
Сверлильно-присадочный станок проходного типа предназначен для сверления за один проход сквозных и глухих отверстий под шканты, стержень стяжки в торцах деталей и отверстий под фурнитуру в пласти в деталях корпусной мебели. Работа станка осуществляется в полуавтоматическом режиме.Применяется для обработки необходимых монтажных отверстий в деталях корпусной мебели на предприятиях и в цехах по крупносерийному производству мебели, а также других деревообрабатывающих производств.