

13.2.4. Виды сопряжений зубьев колес в передаче
Для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала и ограничения мертвого хода при реверсировании отсчетных и делительных реальных передач они должны иметь боковой зазор jn (между нерабочими профилями зубьев сопряженных колес). Этот зазор необходим также для компенсации погрешностей изготовления и монтажа передачи и для устранения удара по нерабочим профилям, который может быть вызван разрывом контакта рабочих профилей вследствие динамических явлений. Такая передача является однопрофильной (контакт зубьев колес происходит по одним рабочим профилям). Только передача, изготовленная точно по номинальным параметрам (теоретическая зубчатая передача), является беззазорной двухпрофильной (контакт зубьев колес происходит одновременно по правым и левым боковым профилям) и имеет постоянное передаточное отношение
i = z1/z2 = ω2/ω1, (13.8)
где z1, z2 – число зубьев колес, ω1, ω2 – угловые скорости колес. Боковой зазор определяют в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам (рис. 13.12).
Система допусков на зубчатые передачи устанавливает гарантированный боковой зазор jn min, которым является наименьший предписанный боковой зазор, не зависящий от степени точности колес и передачи. Известно, что далеко не всегда точная передача должна иметь малые зазоры. Например, наиболее точные передачи скоростных редукторов турбин изготовляют с весьма большими боковыми зазорами, что необходимо для компенсации температурных деформаций, деформации колес от центробежных сил и для свободного протекания смазочного материала.
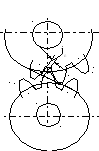
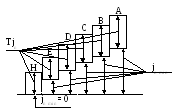
Рис. 13.12. Боковой зазор jn Рис. 13.13. Виды сопряжений и допуски
в передаче на боковой зазор
Для удовлетворения требований различных отраслей промышленности, независимо от степени точности изготовления колес передачи, предусмотрено шесть видов сопряжений, определяющих различные значения jn min (рис. 13.13). Каждому виду сопряжения соответствует определенный вид допуска (см. табл. 13.1).
Таблица 13.1
Виды сопряжений и соответствующие им виды допусков
на боковой зазор и классы отклонений на межосевое расстояние
|
Виды сопряжений с зазором |
Обозначение вида сопряжений |
Для степеней точности по нормам плавности |
Виды допусков на боковой зазор |
Классы отклонений на межосевое расстояние |
|
|
|
|
|
I |
|
нулевым |
H |
3 – 7 |
h |
II |
|
весьма малым |
E |
3 – 7 |
h |
II |
|
малым |
D |
3 – 8 |
d |
III |
|
уменьшенным |
C |
3 – 9 |
c |
IV |
|
нормальным |
B |
3 – 11 |
b |
V |
|
увеличенным |
A |
3 - 12 |
a |
VI |
|
|
|
|
z, y, x |
|
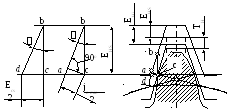
Рис. 13.14. Исходный контур: 1 – номинальное положение;
2 – действительное положение
Установлено шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами от I до VI (табл. 13.1). Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния. Соответствие видов сопряжений и указанных классов допускается изменять.
На боковой зазор установлен допуск Tjn, определяемый разностью между наибольшим и наименьшим зазорами. По мере увеличения бокового зазора увеличивается допуск Tjn. Установлено восемь видов допуска Tjn на боковой зазор: х, у, z, а, b, с, d, h (табл. 13.1). Боковой зазор jnmin, необходимый для компенсации температурных деформаций и размещения смазочного материала, определяют по формуле
jn min = V + aw (α1 Δt1 – α2 Δt2)2 sin α,
где V - толщина слоя смазочного материала между зубьями; aw - межосевое расстояние; α1 и α2 - температурные коэффициенты линейного расширения материала колес и корпуса; Δt1 и Δt2 - отклонение температур колеса и корпуса от 20о; α - угол профиля исходного контура.
Деформацию от нагрева определяют по нормали к профилям. Боковой зазор, обеспечивающий нормальные условия смазки, ориентировочно принимают в пределах от 0,01mn (для тихоходных кинематических передач) до 0,03тп (для высокоскоростных передач).
Боковой зазор обеспечивают путем радиального смещения исходного контура рейки (зуборезного инструмента) от его номинального положения в тело колеса. Под номинальным положением исходного контура понимают положение исходного контура на зубчатом колесе, лишенном погрешностей, при котором номинальная толщина зуба соответствует плотному двухпрофильному зацеплению.
Дополнительное смещение исходного контура ЕНr от его номинального положения в тело зубчатого колеса осуществляют для обеспечения в передаче гарантированного бокового зазора. Наименьшее дополнительное смещение исходного контура назначают в зависимости от степени точности по нормам плавности и вида сопряжения и обозначают: для зубчатых колес с внешними зубьями -ЕНs, для колес с внутренними зубьями через + ЕНs. Допуск ТН на дополнительное смещение исходного контура установлен в зависимости от допуска на радиальное биение Fr и вида сопряжения, причем для всех видов сопряжения Тн > Fr.
В табл. 13.2 приведены показатели, определяющие гарантированный боковой зазор, допуски и отклонения по нормам бокового зазора.
Таблица 13.2
Показатели бокового зазора
|
Контролируемый объект |
Показатель |
Допуск и отклонение | ||
|
Наименование |
Обозначение |
Наименование |
Обозначение | |
|
Передача с нерегулируемым расположением осей |
Отклонение межосевого расстояния |
far |
Предельное отклонение межосевого расстояния |
± fa |
|
Передача с регулируемым расположением осей |
Наименьший боковой зазор |
jn min |
Допуск бокового зазора |
Tjn |
|
Зубчатые колеса |
Наименьшее дополнительное смещение исходного контура |
EHs |
Допуск на смещение исходного контура |
TH |
|
Наименьшее отклонение средней длины общей нормали |
EWms |
Допуск на среднюю длину общей нормали |
Twm | |
|
Наименьшее отклонение длины общей нормали |
EWs |
Допуск на длину общей нормали |
Tw | |
|
Наименьшее отклонение толщины зуба |
Ecs |
Допуск на толщину зуба |
Tc | |
|
Верхнее отклонение измерительного межосевого расстояния |
Ea"s |
Нижнее отклонение измерительного межосевого расстояния |
Ea"i | |
Среднюю длину общей нормали определяют по формуле
Wm = (W1 + W2 + + Wz)/z ,
где W1, W2, Wz – действительные длины общей нормали; z – число зубьев.
Общий боковой зазор должен состоять из гарантированного бокового зазора jn min и зазора Кj, компенсирующего погрешности изготовления зубчатых колес и монтажа передачи и уменьшающего боковой зазор:
jn min + Кj = 2(EHs1 + EHs2)sin.
Зазор Кj отсчитывают по нормали к зубьям.
Необходимое наименьшее смещение исходного контура на обоих зубчатых колесах:
EHs1 + EHs2 = 0,5( jn min + Кj)/ sin.
Зазор Кj предназначен для компенсации ряда погрешностей изготовления зубчатых колес и монтажа передачи и определяется по формуле
![]() .
.
Наибольший боковой зазор, получаемый между зубьями в передаче, не ограничен стандартом. Он представляет собой замыкающее звено сборочной размерной цепи, в которой составляющими размерами, ограниченными допусками, являются межосевое расстояние и смещение исходных контуров при нарезании обоих колес и др. Поэтому наибольший зазор не может превышать значения, получаемого при наиболее неблагоприятном сочетании отклонений составляющих размеров:
jn max = jn min + 2(TH1 + TH2 + 2fa)sin.