

11 Механизм зажима режущих инструментов
Приводом механизма зажима инструмента является поршневой гидроцилиндр одностороннего действия. Работу гидроцилиндра во вторую сторону обеспечивает пружина 6.
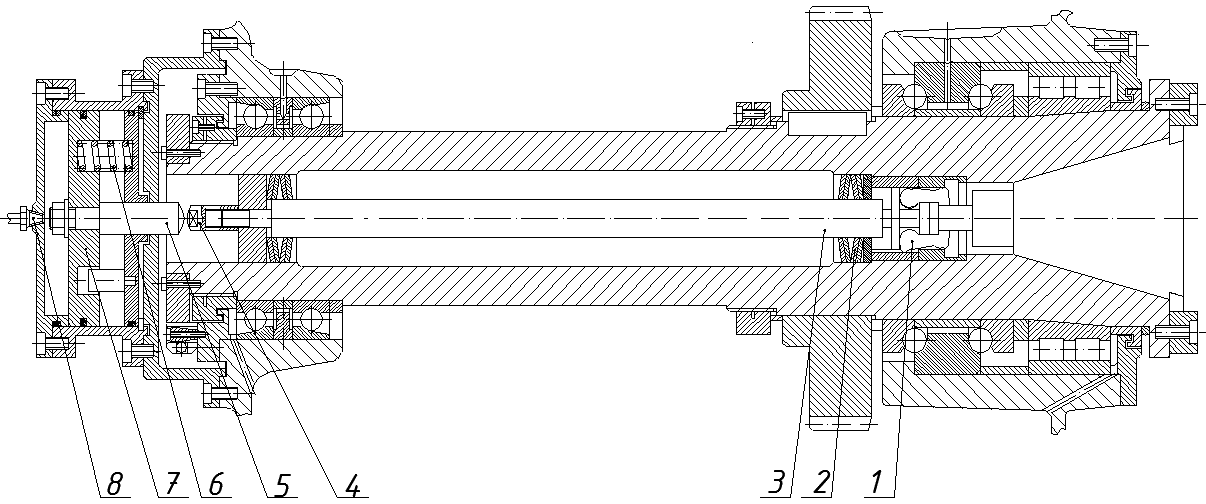
Рисунок 11.1 – Механизм зажима инструмента широкоуниверсального инструментального фрезерного станка с ЧПУ
При отключенной подаче рабочей жидкости поршень 7 со штоком 5 отводится влево под действием сил упругости пружины 6. Тяга 3 под действием сил упругости тарельчатых пружин 2 отводится также влево, вследствие чего зажимаются кулачки 1 и удерживают инструмент за хвостовик. За счет действия тарельчатых пружин инструмент не только зажимается, но и находится постоянно в зажатом положении. В таком состоянии механизма зажима инструмента проводится обработка на станке.
Для разжима инструмента через штуцер 8 подается рабочая жидкость в левую полость гидроцилиндра. В результате чего поршень 7 под давлением сжимает пружину 6 и перемещает шток 7 вправо. Шток 7 передает усилие на тягу 3 и также еще передвигает, сжимая тарельчатые пружины 2. В результате перемещения тяги 3 разжимаются кулачки 1 и инструмент освобождается.
Гайка 4 служит для регулирования хода тяги.
12 Технические требования к шпиндельной бабке
12.1 Требования, определяющие качество и точность изготовления
Нормы
точности и жесткости шпиндельных узлов
широкоуниверсальных фрезерных
инструментальных станков устанавливает
ГОСТ 26016 – 83 «Станки фрезерные
широкоуниверсальные инструментальные.
Нормы точности». Для фрезерных
широкоуниверсальных инструментальных
станков класса точности П с размерами
рабочей поверхности стола
 должны обеспечиваться:
должны обеспечиваться:
Допуск радиального биения конического отверстия горизонтального и вертикального шпинделей 0,008 мм;
Допуск осевого биения вертикального и горизонтального шпинделей 0,008 мм;
Допуск перпендикулярности оси вращения горизонтального шпинделя направлению продольного перемещения стола 0,016 мм;
Допуск параллельности оси вращения горизонтального шпинделя направлению перемещения шпиндельной бабки 0,025 мм;
Допуск перпендикулярности оси вращения шпинделя направлению перемещения стола в вертикальной плоскости 0,020 мм.
12.2 Требования к точности монтажа изделия
Пятно контакта в зубчатых зацеплениях должно занимать по высоте зуба – не менее 45%, а по длине зуба – не менее 60% номинальной поверхности зуба;
Зубчатые передачи должны соответствовать 7-й степени точности;
Затяжку крепежных винтов направляющих начинать с середины, по очереди в стороны обоих концов.
12.3 Требования к настройке и регулирования изделия
Регулирование зазоров и предварительного осевого натяга в подшипниках выполнять затяжкой гаек. Величину натяга обеспечивать подшлифовкой регулировочных полуколец, регулировочных и распорных втулок.
Тарельчатые пружины тарировать усилием не менее 10000 Н, усилие при отжиме не более 15000 Н.
При сборке гидроцилиндров резиновые уплотнения смазать маслом ВНИИГИП 403 и предохранять от перекосов, попадания абразивных материалов и продуктов коррозии.