

page 157
35.5.0.1 - Interferometry (REWORK)
•Light waves can be used to measure various attribute, such as distance by generating interference patterns.
•In general, if we take a single beam of light, and split it, the two separated beams will have the same frequency, and phase. If the two beams take different length paths, but eventually intersect each other, then they will form interference patterns, much as is found in wave tanks.
35.5.0.1.1 - Light Waves and Interference
•In reality normal light from the sun, or a light bulb, etc. has many frequencies, directions, and phases. But when we use special light sources, such as lasers, the light is monochromatic. Each photon is in phase, and has the same frequency as all the others. In effect we have a ‘superphoton’.
•Aside: as a simple review, recall that light is just an electromagnetic field the is becoming more and less intense at a very high frequency. If you could shake a simple magnet fast enough (this is impossible physically) you could make light, radiowave, X-rays, heat that you can feel, etc.
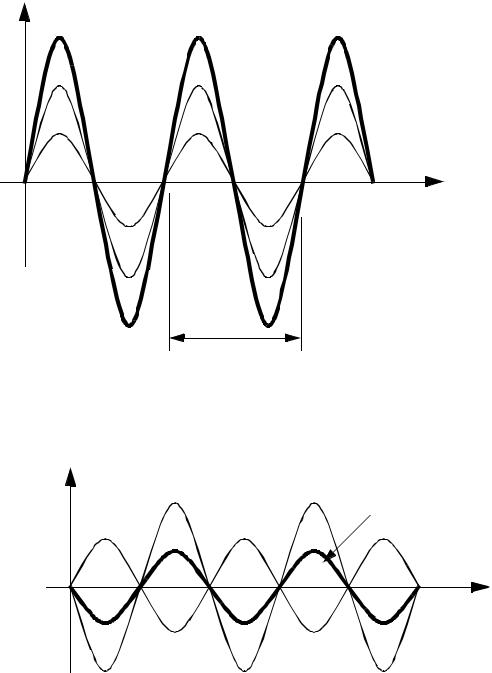
•another principle of importance to our discussion is superposition, and interference.If we have two or more photons in phase, their individual intensities will add together to a new higher intensity.
page 158
amplitude |
A+B = result |
wave B |
wave A |
time or |
linear position |
wavelength (lambda)
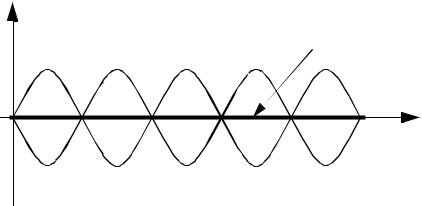
• The superposition approach where waves are added, also has the effect of reducing wave heights when waves are out of phase. At the most extreme, when the waves are 180° out of phase, the resultant wave is the difference in height.
amplitude |
wave B |
A + B = result |
wave A |
• If the two out of phase waves are the same magnitude, then they will cancel out (interfere) completely,
page 159
amplitude |
|
|
A + B = result |
wave A |
wave B |
35.5.0.1.2 - Optical Flats
•Optical Flats use a transparent surface with high precision finishes.
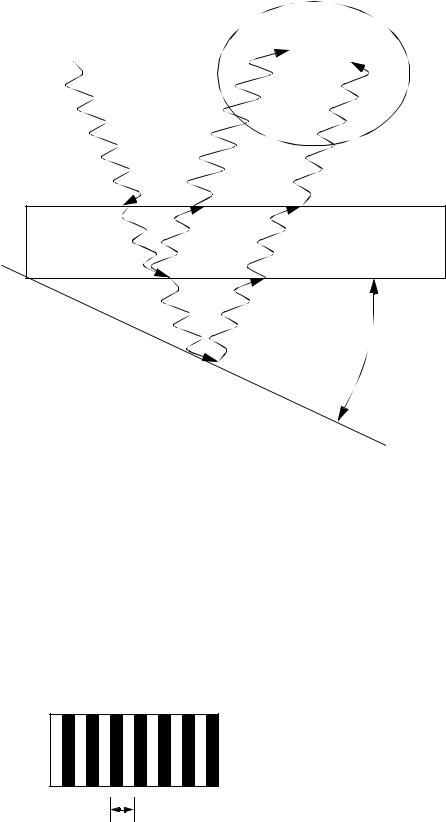
•a monochromatic light is shone through the optical flat, at the bottom interface, some of the light is reflected back, while some light escapes to reflect off the surface, and back through the flat. It is when some of the light is reflected at the back side of the optical flat that the beam is split. The distance between the flat and the surface then changes the pathlength of the two beams. As they are reflected back, the light waves interfere, and create light/dark fringes that are a function of distance between the flat and the plat.
page 160
When viewed, these two
Light source |
waves may or may not be out |
|
(monochromatic) |
||
of phase depending upon the |
||
|
||
|
length of the path. |
Optical Flat
a |
c |
Work
Surface
b |
θ |
•There are some mathematical relationships that should be observed,
1.θ should be small. Large values will introduce problems, and decrease accuracy.
2.the distance ‘abc’ will determine if a light/dark stripe is seen.
|
1 |
ab + bc = λ n |
ab + bc = λ |
n + -- |
|
|
2 |
|
Dark |
|
Light |
3. The distance between two fringes will represent a change in height of λ /2
height changes by λ /2