

1.5.2. Гидравлическая схема насосного агрегата типа fac-10307 фирмы Oil-Gear для сверлильно-расточных и токарных станков (рис. 141)
Насосный агрегат типа FAC-10307 состоит из следующих узлов:
1) поршневого насоса высокого давления (см. рис. 1.42);
2) шестеренчатого насоса для быстрых ходов (см. рис. 1.42);
3) золотника 3, управляющего циклом;
4) реле времени и реле давления (см. рис. 1.43);
5) предохранительного клапана высокого давления К4 (типа, изображенного на рис. 1.44);
6) предохранительного клапана шестеренчатого насоса К2 (см. рис. 1.45);
7) подпорного клапана k1 (см. рис. 1.45);
8) подпорного клапана k3 (типа, изображенного на рис. 1.46).
Все перечисленные узлы смонтированы в чугунном корпусе, являющемся одновременно баком для масла, который соединяется с рабочим цилиндром трубами.
Управление циклом осуществляется золотником 3, который имеет четыре положения: «стоп», «быстрый подвод», «рабочая подача» и «обратный ход». Управление золотником возможно вручную или от упоров станка.
Когда золотник 3 находится в положении «быстрый подвод», масло от обоих насосов поступает в рабочую полость ЦР цилиндра и поршень быстро перемещается вперед. Выход масла из задней полости ЦЗ цилиндра в бак происходит через подпорный клапан К1, (см. рис. 1.45). Клапан К1 настраивается на давление 0,4 - 1,0 атм.
При передвижении золотника 3 вправо система переключается на рабочую подачу. Поршневой насос высокого давления подает жидкость в рабочую полость ЦР цилиндра согласно принципиальной схеме, изображенной на рис. 1.47. Выход жидкости из задней полости ЦЗ цилиндра в бак происходит через

Рис. 1.41. Гидравлическая схема насосного агрегата типа FAC-10307
фирмы Oil-Gear для сверлильно-расточных и токарных станков

Рис. 1.42. Поршневой насос фирмы Oil-Gear типа F

Рис. 1.43. Реле давления и реле времени фирмы Oil-Gear
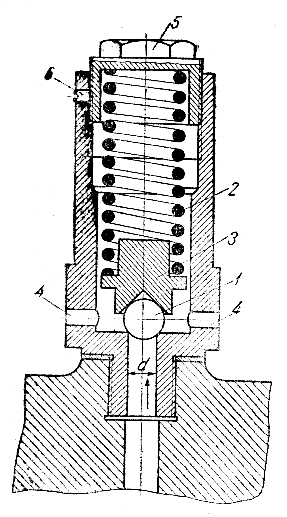
Рис. 1.44. Шариковый клапан
подпорный клапан Кз, настраиваемый на давление около 7 атм. Назначением этого клапана является создание противодавления в задней полости ЦЗ цилиндра, что обеспечивает более плавный ход поршня и механизмов станка.
Предохранение системы от перегрузки во время рабочей подачи осуществляется клапаном К4 настраиваемым на давление примерно 70 атм.
Шестеренчатый насос разгружается на бак через подпорный клапан К1. В конце рабочей подачи, когда шпиндель рабочего цилиндра упирается в жесткий
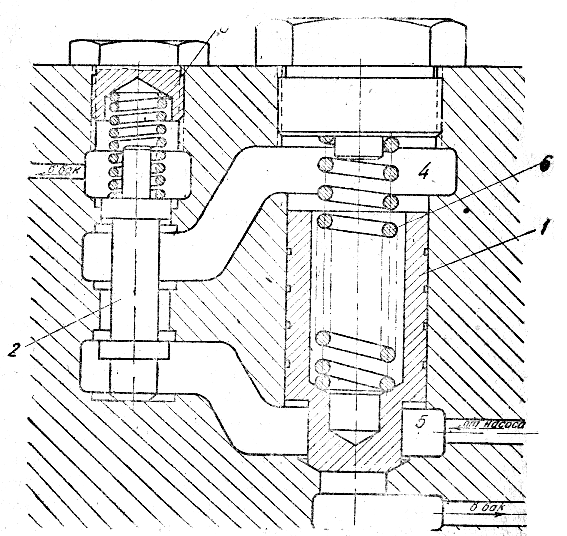
Рис. 1.45. Клапан фирмы Oil-Gear

Рис. 1.46. Клапан фирмы Oil-Gear

Рис. 1.47. Принципиальная схема гидравлической системы
с автоматической компенсацией утечек фирмы Oil-Gear
упор, повысившееся давление в линии нагнетания поршневого насоса приводит в действие реле давления и реле времени (см. рис. 1.43).
После выдержки на жестком упоре, определяемой настройкой реле времени, золотник 3 переводится в положение «обратный ход». Для того чтобы золотник 3 мог пройти через положение «стоп», не останавливая работы системы, на левый торец золотника 3 постоянно действует давление 0,4 - 1 атм, поддерживаемое клапаном К1.
При обратном ходе масло от обоих насосов поступает в заднюю полость Ц3 рабочего цилиндра, а выход жидкости из полости ЦП в бак происходит через клапан К1. В конце обратного хода упор, укрепленный на движущей части станка, воздействует на стержень золотника и переводит его влево в положение «стоп», преодолевая действие давления жидкости на левый торец золотника 3. При этом оба насоса разгружаются на бак через клапан К1, и поршень цилиндра останавливается. Предохранение системы от перегрузки при быстрых ходах обеспечивается предохранительным клапаном К2 регулируемым на давление ~ 21 атм.
Конструкция агрегата предусматривает возможность получения второй рабочей подачи, для чего пристраивается дополнительный цилиндр, управляемый от специального золотника; этот цилиндр воздействует на механизм изменения производительности поршневого насоса.