

1.4.2. Гидравлическая схема многорезцового токарного станка 132, предназначенного для обработки контуров щек коленчатых валов авиамоторов (рис. 1.27).
В этом станке гидравлика выполняет следующие функции:
а) продольную подачу шпиндельных бабок с изделием;
б) поперечное перемещение шпиндельных бабок с изделием;
в) прижим супортов к копирам.
Продольная подача осуществляется цилиндром 14 (диаметром 320 мм), шток которого связан со шпиндельными бабками 23. Поперечное перемещение шпиндельных бабок с изделием производится цилиндром 15 (диаметром 100 мм); шток цилиндра связан с зубчатой рейкой 24, вращающей две шестерни 25. Шестерни связаны с винтами 26, которые при своем вращении перемещают в поперечном направлении шпиндельные бабки с изделием. Прижим супортов к копирам производится шестью цилиндрами 16 (диаметром 50 мм).
Описываемая гидравлическая схема станка предусматривает следующий цикл работы:
а) Непрерывный прижим супортов к копирам с постоянным давлением в продолжение всего цикла работы.
б) Поперечный подвод шпиндельных бабок с изделием к резцам при помощи цилиндра 15. Поперечный подвод ограничивается специальным ступенчатым упором 27, в который упирается шток цилиндра 15, цилиндр 15 остается под давлением в продолжение всего процесса резания.
в) Быстрый продольный подвод шпиндельных бабок с изделием к резцам при помощи цилиндра 14.
г) Рабочую подачу шпиндельных бабок с изделием.
д) Отвод шпиндельных бабок с изделием от резцов в поперечном направлении на заданное расстояние в конце рабочей подачи.
е) Быстрый отвод шпиндельных бабок с изделием в продольном направлении.
ж) Остановку в исходном положении.
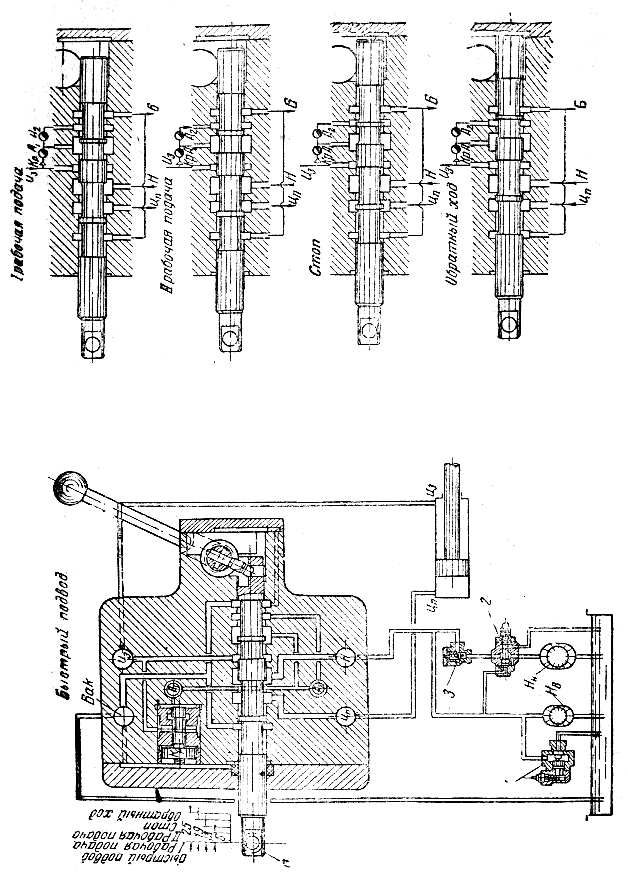
Рис. 1.23. Гидравлическая схема с панелью управления типа Vickers
с двумя насосами
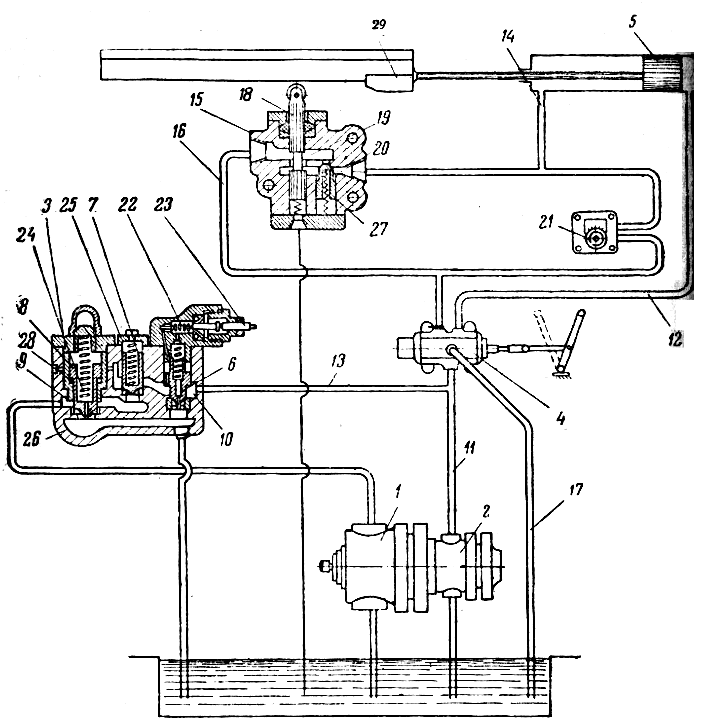
Рис. 1.24. Схема включения разделительных клапанов фирмы Vickers
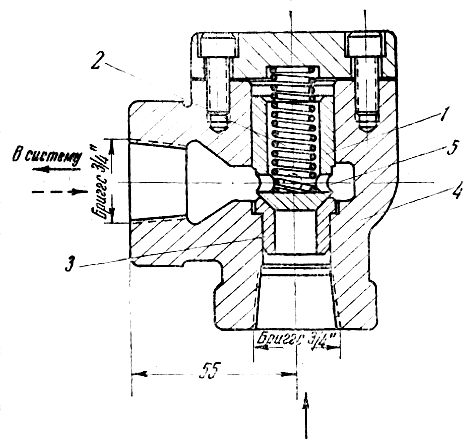
Рис. 1.25. Обратный клапан типа Vickers
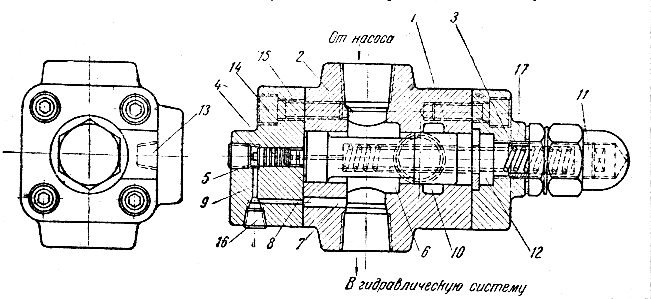
Рис. 1.26. Клапан (разгрузочный золотник) типа Vickers
После перестановки ступенчатого упора на новую глубину резания цикл повторяется до получения окончательного размера обрабатываемого изделия.
Гидравлическая схема станка включает в себя следующие узлы:
1) сдвоенный лопастной насос двойного действия, объединяющий в себе насос быстрых ходов 1 и насос подачи 2, используемый также для прижима супортов к копирам;
2) клапан 3 (см. рис. 1.19);
3) клапаны 5 и 13 (см. рис. 1.26);
4) обратный клапан 6 (см. рис. 1.25);
5) реверсивный золотник с электрическим управлением 9 (типа, изображенного на рис. 1.28);
6) комбинированный клапан 77, включающий в себя обратный клапан 6а (см. рис. 1.29);
7) регулятор скорости 10, включающий в себя редукционный клапан (см. рис. 1.30) и дроссель (см. рис. 1.22);
8) трехпозиционный золотник с электрическим управлением 8 (см. рис. 1.31);
9) редукционный клапан 12 (см. рис. 1.32);
10) осевые пилоты с электрическим управлением 4 и 4а (типа, изображенного на 1.33);
11) дроссель 7.
Все указанные узлы смонтированы в общем корпусе, являющемся одновременно баком для масла; узлы связаны друг с другом трубами и представляют собой в целом самостоятельный агрегат, соединенный трубами с цилиндрами 14, 15 и 16. Управление работой агрегата - дистанционное,электрическое, посредством командного аппарата и соленоидов.
Для начала цикла нужно включить соленоид 17, который переключает осевой пилот 4; последний разъединяет камеру клапана 3 от бака (см. схему на рис. 1.34) и клапан 3 создает давление в системе. Масло через редукционный клапан 12 поступает а цилиндры 16, прижимающие супорты к копирам. Редукционный клапан 12 снижает давление, создаваемое насосом, до нужной величины, определяемой настройкой пружины клапана (см. схему на рис. 1.32). Во время рабо-
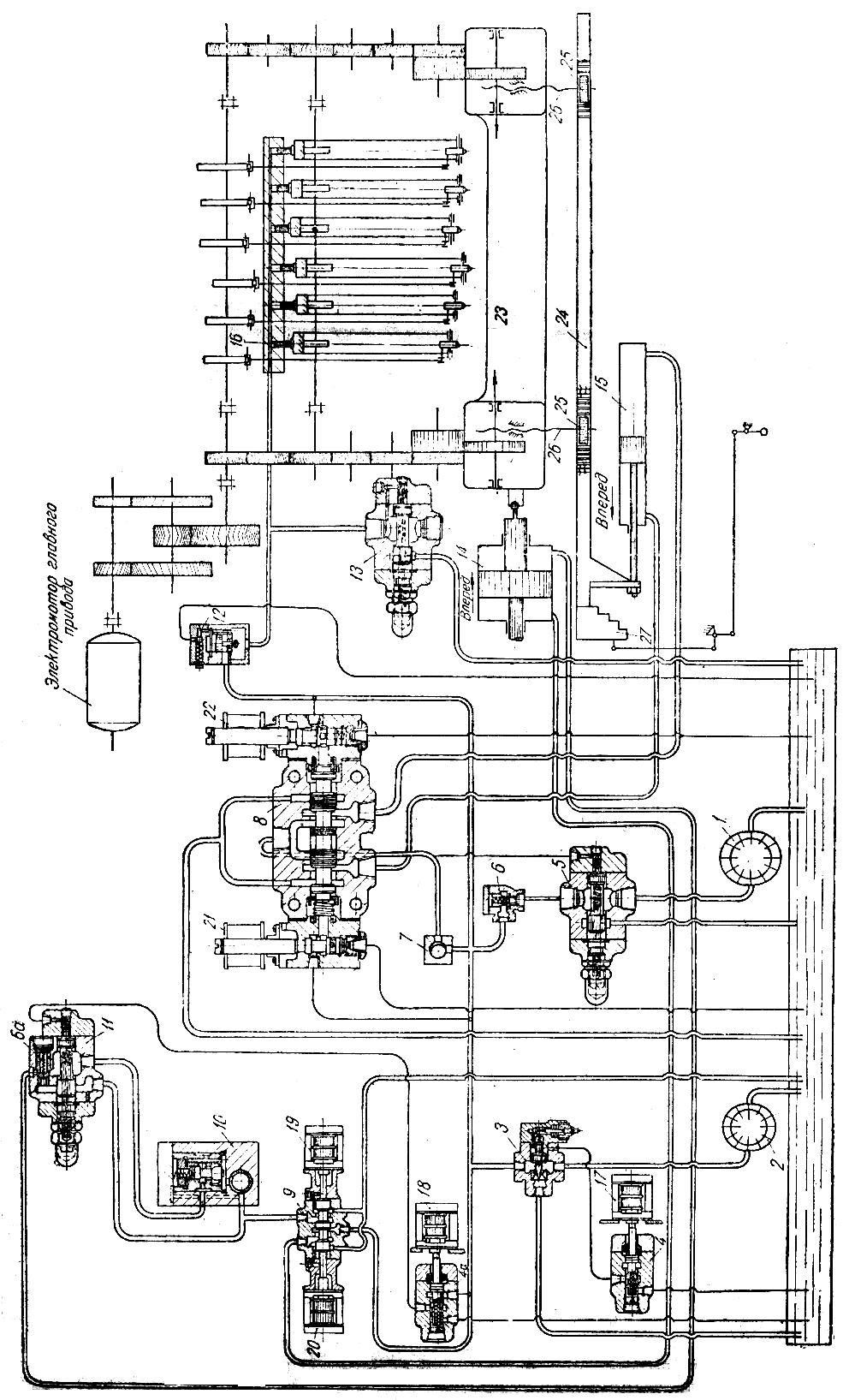
Рис. 1.27. Гидравлическая схема многорезцового токарного станка 132,
предназначенного для обработки контуров щек коленчатых валов
авиамоторов
ты станка поршни цилиндров 16 совершают возвратно- поступательные перемещения; в зависимости от положения копиров поршни цилиндров 16 или потребляют масло из системы или выжимают его через клапан 13 в бак.
При включении соленоида 21 перемещается осевой пилот и масло подается под торец золотника 8, который занимает положение, изображенное на рис. 1.27. При этом масло от обоих насосов через дроссель 7 поступает в цилиндр 15, поршень которого, перемещаясь, производит поперечный подвод шпиндельных бабок с изделием. Скорость подвода регулируется дросселем 7.
Продольное перемещение шпиндельных бабок с изделием начинается одновременным включением соленоидов 18 и 20. Соленоид 20 переключает реверсивный золотник 9 в положение хода вперед, а соленоид 19 переключает осевой пилот 4а, который подводит давление к плунжеру клапана 11; последний открывает выход маслу из цилиндра 14, и поршень его совершает быстрый ход вперед, подводя шпиндельные бабки с изделием к резцам.
Рис. 1.28. Золотник с электрическим управлением
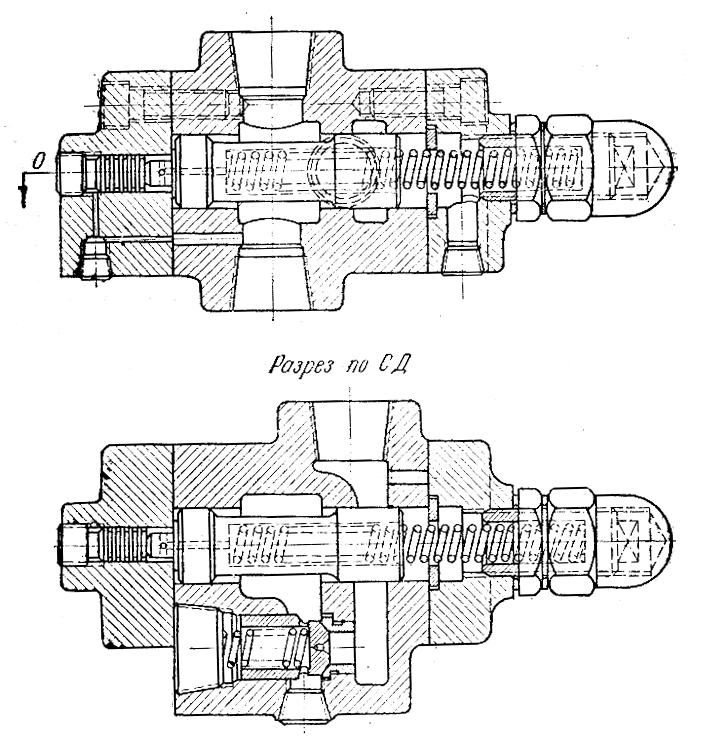
Рис. 1.29. Комбинированный клапан (разгрузочный золотник
с обратным клапаном) типа Vickers

Рис. 1.30. Детали регулятора скорости типа Vickers (цилиндрический тип)
Рис. 1.31. Трехпозиционный золотник типа Sundstrand
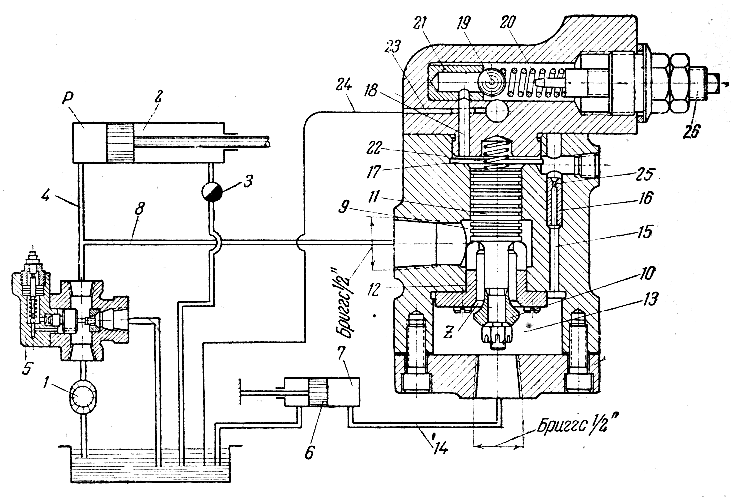
Рис. 1.32. Редукционный клапан типа Vickers
Рис. 1.33. Осевой пилот
Рис. 1.34. Схема включения клапана типа Vickers
В момент переключения на рабочую подачу соленоид 18 выключается; осевой пилот 4а сообщает плунжер клапана 11 с баком; тогда клапан 11, перемещаясь, прекращает свободный выход масла из цилиндра 14, при этом начинает действовать регулятор скорости 10, работающий по принципиальной схеме рис. 1.15. Одновременно возросшее давление в системе переключает клапан 5, закрывая обратный клапан 6, вследствие чего насос быстрых ходов 1 разгружается на бак (см. схему на рис. 1.23).
Нужная скорость перемещения поршня цилиндра 14 в пределах от 1,5 до 40 мм/мин может быть установлена регулятором скорости 10.
В конце рабочей подачи кратковременно включается соленоид 22 и пилот золотника 8 подает масло под его правый торец. Золотник 8 реверсирует поток масла к цилиндру 15 и поршень цилиндра отводит шпиндельные бабки с изделием, после чего соленоид 22 выключается и золотник 8 занимает среднее положение, при котором линия нагнетания насосов отсоединяется от обеих полостей цилиндра 15, затем включением соленоида 19 переключается золотник 9, реверсирующий движение поршня цилиндра 14, при этом масло от насосов может поступать в цилиндр 14 через обратный клапан 6а. Шпиндельные бабки с изделием быстро отходят в продольном направлении в исходное положение.