

2. Особенности процессов плавления и переноса электродного металла при сварке в защитных газах.
2.1. Перенос электродного металла.
Перенос металла с электрода на изделие является одной из важнейших характеристик сварки плавящимся электродом в защитных газах, он определяет технологические характеристики и области применения процессов сварки. Перенос металла может происходить в виде жидких капель различных размеров и пара. Основные виды переноса электродного металла при дуговой сварке в защитных газах следующие:
1) крупнокапельный с естественными короткими замыканиями разрядного промежутка;
2) крупнокапельный без коротких замыканий;
3) перенос каплями среднего размера без коротких замыканий;
4) струйный перенос электродного металла;
5) управляемый принудительный перенос каплями среднего размера без коротких замыканий;
6) перенос с принудительными короткими замыканиями разрядного промежутка каплями;
7) струйно-вращательный.
Перечисленные виды переноса электродного металла могут быть получены при сварке с постоянной и пульсирующей скоростью подачи электродной проволоки. Характер переноса электродного металла определяется энергетическими параметрами режима сварки и всецело зависит от комплекса сил, действующих на каплю электродного металла, находящуюся на торце непрерывно подаваемого электрода.
Виды процессов определяются характером переноса электродного металла. Характерным признаком сварки с естественными короткими замыканиями является образование на электроде крупных капель - в 1,5 раза и более, превышающих диаметр электрода. Капли указанных размеров, как правило, переходят в сварочную ванну во время коротких замыканий дугового промежутка. В процессе сварки с непрерывным горением дуги диаметр отрывающихся от электрода капель зависит от режима сварки и состава защитного газа и может быть от 0,8 до 2,5 диаметра электрода. При реализации струйного переноса электродного металла в сварочную ванну, жидкий металл на торце электрода формируется в виде конуса, с конца которого отрываются капли диаметром менее 0,7 диаметра электрода.
При струйно-вращательном переносе электродного металла дуга и электродный металл осуществляют круговые движения конусообразного металла плавящегося электрода, с конца которого, также как и при струйном переносе, отрываются капли диаметром менее 0,7 диаметра электрода.
При сварке стационарной дугой наблюдаются кратковременные изменения длины дуги, напряжения и тока, вызванные переносом крупных капель, однако при стабильном процессе характеристики плавления электрода и изделия определяются не ими, а параметрами стационарно горящей дуги.
3. Управление плавлением и переносом металла при дуговой сварке
Сварка в защитных газах легко поддается управлению. Основным условием стабильности процесса сварки нестационарной дугой является строго закономерное изменение напряжения, тока, длины дуги, и именно они определяют основные характеристики процесса (плавление и перенос электродного металла, проплавление детали и др.). Управление процессом производят путем импульсного повышения и уменьшения тока дуги.
Импульсно-дуговая сварка плавящимся электродомотносится к механизированным способам сварки с программным управлением. Программное изменение основных энергетических параметров режима преследует такие технологические цели, как управление плавлением и переносом электродного металла и управление кристаллизацией сварочной ванны и термическим циклом. Достижение первой связано с управлением энергетическими параметрами в частотном диапазоне следования импульсов 25 – 300 Гц, а второй – реализуется в частотном диапазоне 0,25 – 5 Гц. Такой процесс обычно называют сваркой пульсирующей дугой, или модулированным током.
Импульсно-дуговой сваркой плавящимся электродомназывается процесс программного управления плавлением и переносом металла путем изменения тока в виде импульсов значительной мощности.
Существуют два основных вида переноса электродного металлапри импульсно-дуговой сварке плавящимся электродом:«длинной дугой» – без замыкания дугового промежутка и«короткой дугой»– перенос электродного металла осуществляется во время коротких замыканий дугового промежутка (рис. 3).

а

б

в
Рис. 3. Осциллограммы тока и напряжения дуги при импульсно-дуговой сварке плавящимся электродом «длинной» (а) и «короткой» (б) дугой.
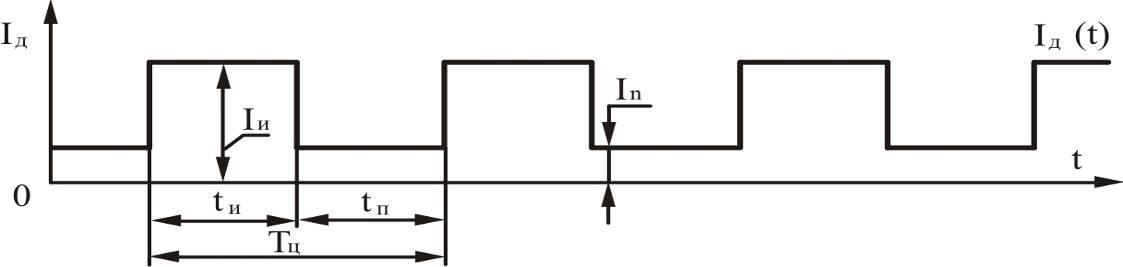
Основными параметрами импульсно-дуговой сварки плавящимся электродом «длинной дугой» (см. рис. 3, а) помимо известных являются амплитуда импульса Iи, длительности импульса tи, паузы tп и цикла Tц = tи + tп, частота импульсов f = 1/Tц, базовый ток Iб, или ток паузы, скорость нарастания тока импульса и его спада, скважность импульсов Q = Tц /tи.
Характерная особенность импульсно-дуговой сварки плавящимся электродом – управляемый перенос электродного металла. Существуют две разновидности управляемого переноса при сварке «длинной дугой»: 1 – импульс тока обеспечивает перенос одной капли электродного металла; 2 – при каждом импульсе тока от электрода отделяется и переносится в сварочную ванну несколько капель – такой процесс называется импульсно-дуговой сваркой с прерывисто струйным переносом металла. Процесс импульсно-дуговой сварки, обеспечивающий перенос электродного металла «импульс – капля», характерен для сварки в аргоне и углекислом газе, а также для сварки самозащитными порошковыми проволоками. Прерывисто струйный перенос характерен для сварки активированным электродом на токе прямой полярности, как в активных, так и в инертных газах, а также для сварки в аргоне током обратной полярности. При этом длительности импульсов тока во втором случае выбираются значительно большими, чем в первом.
Суть импульсно-дуговой сварки «длинной дугой»заключается в наложении мощных кратковременных импульсов тока на сварочную дугу средней мощности. При этом происходит резкое увеличение электродинамических сил, которые формируют жидкий металл на торце электрода в виде капли и сбрасывают ее строго в сварочную ванну в любом пространственном положении последней. Это дает возможность осуществлять мелкокапельный перенос при сварочном токе основного режима ниже критического значения, при котором в случае стационарного режима сварки с ростом тока резко уменьшается размер переносимых капель электродного металла.
Импульсно-дуговая сварка «короткой дугой»(см. рис. 3, б) реализуется в основном в защитной среде углекислого газа, но может иметь место и в Аr, Аr+ СO2+O2и т.д.
Процесс сварки в углекислом газе «короткой дугой» благодаря высокой производительности, широкой возможности механизации и автоматизации, обеспечению формирования неразъемных соединений в различных пространственных положениях широко применяется в ряде отраслей народного хозяйства. Однако для существующих методов характерны нестабильность и повышенное разбрызгивание электродного металла, что приводит к снижению производительности сварочных работ и дополнительным трудозатратам по зачистке свариваемых изделий от налипающих брызг электродного металла. Указанные недостатки в основном определяются свойствами питающей системы и зависят от характера изменения мгновенной мощности на интервалах горения дуги и короткого замыкания.
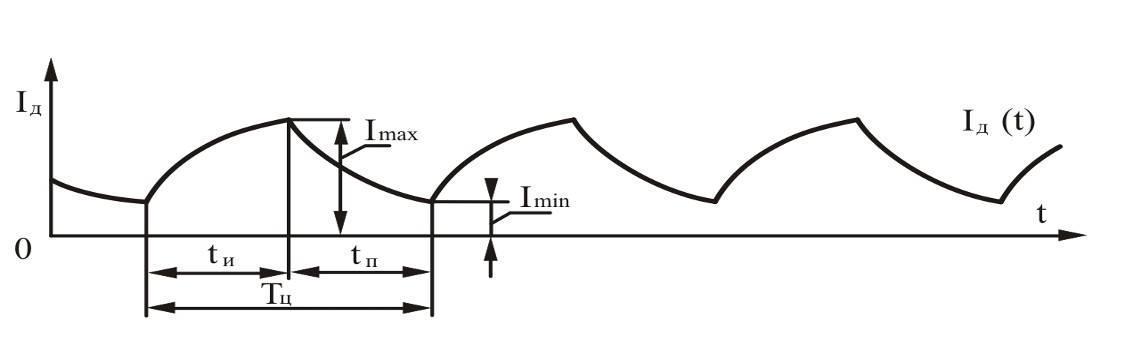
Для устранения основных недостатков, характерных для сварки «короткой дугой», наиболее эффективен процесс сварки, контролируемый по каналам обратных связей и зависящий от мгновенных значений его параметров. Он более устойчив как к постоянно действующим возмущениям на протяжении всего цикла сварки, так и к мгновенным возмущениям, действующим в пределах микроцикла. Представленный на рисунке процесс сварки кроме общепринятых показателей характеризуется дополнительными параметрами: Тц– периодом повторения микроциклов;tп1 – паузой в протекании сварочного тока к моменту разрыва перемычки;tи – длительностью горения дуги в импульсе;tп2 – длительностью горения дуги в паузе;Iкз– пиковым значением тока короткого замыкания;tп – значением тока паузы.
Суть импульсно-дуговой сварки короткой дугой заключается в обеспечении квазистабилизации процесса сварки с короткими замыканиями на стадии каплеобразования и достигается идентичными условиями плавления и переноса электродного металла в сварочную ванну.
Процесс импульсно-дуговой сварки пульсирующей дугой или модулированным током предполагает периодическое изменение энергетического состояния системы источник питания – сварочная дуга между высоким (импульс) и низким (пауза) уровнями.
а)
б)
в)

г)
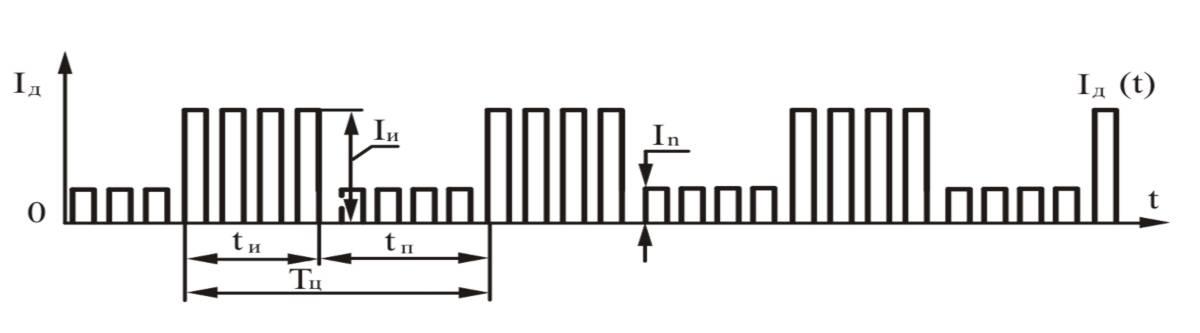
Рис. 4. Осциллограммы тока дуги процессов сварки модулированным током.
В периоды импульсов тока расплавляется основная часть электродного и свариваемого металлов, в последующие периоды паузы происходит кристаллизация большей части сварочной ванны. Существует большое количество способов сварки модулированным током, рис. 4.
Анализ научно-технической и патентной литературы, касающейся приемов модулирования сварочного тока, показывает, что наиболее приемлемой частотой, с точки зрения управления формированием металла шва, является частота в пределах 0,25 – 25 Гц. Указанный диапазон соизмерим с теплоинерционностью сварочной ванны, что позволяет периодически изменять тепловой поток, вводимый в металл, и тем самым регулировать во время сварки процесс проплавления основного металла и формирования шва. При низкочастотной модуляции тока достигается периодичность плавления и кристаллизации металла, что благоприятно сказывается на свойствах сварного соединения и наплавленного металла, а также значительно упрощается техника формирования сварных соединений во всех пространственных положениях.
Для практической реализации процесса сварки модулированным током в защитных газах требуется синхронная модуляция скорости подачи электродной проволоки с выходными характеристиками источника питания, что требует дополнительной доработки блоков управления сварочным оборудованием.