

Заключительный отчет
по проекту РФФИ № 10 – 08 – 01109а
«Формирование структуры и свойства зон сварных соединений и наплавленных покрытий в условиях импульсных изменений энергетических параметров и регулируемого тепломассопереноса при их получении»
за 2010 - 2012 годы
Цель работы: повышение ресурса, живучести и эксплуатационной надежности изделий технических систем со сварными соединениями и наплавленными покрытиями посредством управления быстропротекающими процессами тепломассопереноса.
План работ по проекту:
1. Изучить влияние импульсных изменений энергетических параметров режимов сварки на кинетику плавления и переноса электродного металла при дуговой сварке плавящимся электродом методом скоростной видеосъемки. 1.1. Настройка исследовательского комплекса для скоростной видеосъемки плавления и переноса электродного металла в сварочную ванну.
1.2. Изучение кинетики плавления и переноса электродного металла при сварке в среде защитных газов «короткой» и «длинной» дугой проволокой сплошного сечения диаметром до 1,2 мм.
1.3. Исследование кинетики плавления и переноса электродного металла при сварке порошковой проволокой диаметром до 1,2 мм, а также покрытыми электродами диаметрами 3 - 4 мм.
1.4. Разработка алгоритмов импульсного управления плавлением и переносом электродного металла проволокой сплошного сечения в среде защитных газов «короткой» и «длинной» дугой, а также порошковой проволокой и покрытыми электродами.
2. Изучить влияние импульсных изменений энергетических параметров режимов сварки и регулируемого тепломассопереноса на структуру металлов шва и ЗТВ неразъемных соединений сталей.
2.1. Изучить влияние импульсных изменений энергетических параметров режимов сварки и регулируемого тепломассопереноса на структуру низколегированных сталей.
2.2. Изучить влияние импульсных изменений энергетических параметров режимов сварки и регулируемого тепломассопереноса на структуру среднелегированных сталей.
3. Изучить влияние импульсных изменений энергетических параметров режимов сварки и регулируемого тепломассопереноса на физико-механические свойства металлов шва и ЗТВ, а также эксплуатационные свойства неразъемных соединений сталей в целом.
3.1. Изучить влияние параметров импульсного режима сварки низколегированных сталей на формирование корневого, заполняющего и облицовочного слоев шва, а также ЗТВ основного металла сварного соединения.
3.2. Изучить влияние параметров импульсного режима сварки низколегированных сталей на механические характеристики сварного соединения (прочность, пластичность).
3.3. Изучить влияние параметров импульсного режима сварки низколегированных сталей на ударную вязкость ЗТВ основного металла сварного соединения.
3.4. Изучить влияние параметров импульсного режима сварки низколегированных сталей на коррозионную стойкость зон сварного соединения.
1. Методы и подходы, использованные в проекте
1.1. Исследовательский комплекс.
Для изучения влияния энергетических параметров режимов сварки на кинетику плавления и переноса электродного металла при дуговой сварке плавящимся электродом, был модернизирован исследовательский комплекс для скоростной видеосъемки, позволяющий регистрировать процессы плавления и переноса электродного металла в сварочную ванну. При механизированных способах сварки частота перехода расплавленного электродного металла в сварочную ванну составляет в пределах 25-300 капель в секунду, что делает весьма затруднительным изучение быстропротекающих процессов, как на этапе плавления, так и на этапе их перехода в сварочную ванну. До настоящего времени такие исследования проводились в основном методами скоростной киносъемки, однако отсутствие в настоящее время требуемого качества кинопленки, химических реактивов для ее проявки, а также большая трудоемкость такого эксперимента, делают эти исследования трудновыполнимыми. Кроме того, до настоящего времени остаются малоизученными процессы тепломассопереноса, протекающие в сложной электродинамической системе источник питания – дуга – сварочная ванна – изделие при различных способах сварки, в том числе с импульсным изменением энергетических параметров режима. При изучении данных явлений возникает ряд сложностей, связанных со скоростью протекания процессов тепломассопереноса и мощного светового излучения сварочной дуги.
Первая трудность устраняется путем использования современных цифровых устройств видеофиксации с частотой регистрации в несколько тысяч кадров в секунду. В этом случае, также как и в случае скоростной киносъемки, используется мощный источник когерентного излучения, позволяющий получить теневое изображение изучаемого объекта. Вторая трудность заключается в том, что необходима синхронная регистрация энергетических параметров режима с видеоизображением исследуемого объекта. Для этих целей применен цифровой регистратор параметров сварки AWR-224МД 300А, который обеспечивает измерение, отображение и запоминание напряжения и тока дуги любых способов дуговой сварки.
Исследовательский комплекс для скоростной видеосъемки быстропротекающих процессов при сварке плавящимся электродом в защитных газах представлен на рисунке 1.

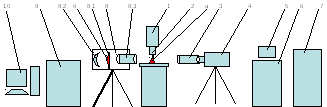
Рис. 1. Исследовательский комплекс, где 1 - подвесная сварочная головка ГСП-2 для автоматической сварки плавящимся электродом в защитных газах; 2 - смененное газоподводящее сопло (одно или двухструйное) для изменения условий истечения защитного газа; 3 – система линз для фокусировки цифровой скоростной видеокамеры на объекте исследования; 4 – цифровая скоростная видеокамера «Видео Спринт» с возможностью регистрации быстропротекающих процессов (частота работы до 52000 кадров в секунду); 5 – цифровой регистратор параметров сварки AWR-224МД 300А; 6 – сварочный источник питания постоянного тока ВС-300Б для питания сварочной дуги; 7 – блок автоматического регулирования сварки БАРС-2В для автоматического регулирования параметров сварки (тока, напряжения, скорости сварки, расхода газа и т.д.), возбуждения и гашения дуги; 8 – дуговой прожектор для получения теневого изображения изучаемого объекта – процесса сварки плавящимся электродом; 8.1. – угольные электроды для создания мощного источника светового излучения; 8.2 – сферическое зеркало для отражения светового потока; 8.3 – система линз для фокусировки потока когерентного светового излучения; 9 – источник питания ТИР-315 для возбуждения и питания дуги между угольными электродами; 10 – персональный компьютер со специальным программным обеспечением (ПО) для регистрации характеристик тепломассопереноса от цифровой видеокамеры и регистратора параметров сварки AWR-224МД 300А, а также обработки и хранения полученной видео информации, а – изучаемый объект дуговой сварки; когерентный источник светового излучения, образованный дугой горящей между двумя угольными электродами.