

2-я часть. детали машин
.pdf2 Расчет зубчатых и червячных передач
При расчете необходимо определить минимальные размеры передачи, ко-
торые обеспечивали бы ее работоспособность в течение заданного срока службы.
Наиболее рациональное решение такой задачи возможно при проведении прочно-
стного расчета с учетом влияния геометрических параметров зацепления, терми-
ческой и термохимической обработок зубьев на нагрузочную способность пере-
дачи.
Из анализа работы зубчатой передачи, очевидно, что зубья под действием нормальной силы и силы трения находятся в сложном напряженном состоянии.
Решающее влияние на их работоспособность оказывают контактные напряжения
σН и напряжения изгиба σF, изменяющиеся по некоторому прерывистому циклу.
Переменные контактные напряжения и трение профилей вызывают повре-
ждения рабочих поверхностей зубьев, что учитывается при расчете на усталость по контактным напряжениям повышением твердости поверхностей зубьев и сте-
пени их точности. Напряжения изгиба являются причиной поломки зубьев. Уста-
лостные поломки могут быть предупреждены правильным расчетом на усталость по напряжениям изгиба, поломки от перегрузок — защитой передачи от случай-
ных неучтенных при расчете перегрузок.
Материалы зубчатых колес. Способы упрочнения зубьев
Практикой эксплуатации и специальными исследованиями установлено,
что нагрузка, допускаемая по контактной прочности зубьев, определяется в ос-
новном твердостью материала. Наибольшую твердость, а, следовательно, и
наименьшие габариты и массу передачи, можно получить при изготовлении зуб-
чатых колес из сталей, подвергнутых термической обработке.
Основным материалом для изготовления зубчатых колес силовых передач служат легированные или углеродистые стали. В зависимости от твердости рабо-
чих поверхностей зубьев после термической обработки зубчатые колеса можно условно разделить на две группы: с твердостью не более НВ 350 — нормализо-
~ 27 ~
ванные или улучшенные и с твердостью более НВ 350 (более HRC 45) — закален-
ные, цементированные, нитроцементированные, азотированные.
При твердости материала не более НВ 350 чистовое нарезание зубьев про-
изводят после окончательной термической обработки заготовки. Поверхности
нормализованных и улучшенных зубьев хорошо прирабатываются, в результате че-
го погрешности, допущенные при нарезании зубьев и при сборке передачи, час-
тично устраняются. К недостаткам улучшенных и нормализованных зубчатых ко-
лес следует отнести главным образом их сравнительно невысокую прочность,
вследствие чего передачи с такими колесами получаются относительно больших размеров. Поэтому рассматриваемые способы упрочнения зубьев используют в передачах, масса и габаритные размеры которых строго не ограничены.
Зубчатые колеса с твердостью рабочих поверхностей зубьев более НВ 350
применяют в средне- и высоконагруженных передачах (при М2 ≥ 4000Нм) в целях уменьшения их габаритов.
Закаленные колеса обладают средней нагрузочной способностью. Зубья после закалки обычно шлифуют для устранения неточностей, обусловленных из-
менением при закалке их формы и размеров (короблением). Однако шлифование малопроизводительно и удаляет слой материала с наибольшей контактной проч-
ностью, поэтому желательно избежать шлифования. Это удается сделать в зубча-
тых передачах при небольших окружных скоростях колес (до 12,5 м/с). Для за-
калки используют углеродистые и легированные стали со средним содержанием углерода 0,35...0,5% (стали 45, 40Х, 35ХМ и т.д.). Твердость поверхности зубьев
HRC 45...55.
Цементации (насыщение углеродом поверхностного слоя с последующей закалкой) подвергают колеса из низкоуглеродистых (сталь 15 и 20) и легирован-
ных (20Х, 20ХН2М и др.) сталей. Этот вид упрочнения зубьев является длитель-
ным и дорогим процессом. Однако цементация обеспечивает очень высокую твердость поверхностного слоя (HRC 56...63) с сохранением повышенной прочно-
сти сердцевины у легированных сталей, что предохраняет продавливание хрупко-
го поверхностного слоя при перегрузках. Иными словами, при цементации хоро-
шо сочетаются весьма высокие контактная и изгибная прочности. Ее применяют в
~ 28 ~

изделиях, для которых масса и габариты имеют решающее значение (на транспор-
те, в авиации и пр.).
Зубчатые колеса после газовой нитроцементации, характеризуются высо-
кой и стабильной нагрузочной способностью. Но потребность в уникальном и до-
рогом оборудовании ограничивает распространение этого вида упрочнения зубьев.
Изломная прочность зубьев может быть значительно повышена (до 40%)
накаткой впадин и переходных участков у ножки зубьев, чеканкой или обдувкой дробью, путем уничтожения тонкого дефектного поверхностного слоя и нагар-
товкой.
|
HRC |
|
|
|
|
|
|
65 |
|
|
|
|
|
|
60 |
|
|
|
|
|
|
55 |
|
|
|
|
|
|
50 |
|
|
|
|
|
|
45 |
|
|
|
|
|
|
40 |
|
|
|
|
|
|
35 |
|
|
|
|
|
|
30 |
|
|
|
|
|
|
25 |
|
|
|
|
|
|
200 |
300 |
400 |
500 |
600 |
НВ |
|
|
|
|
|
|
|
|
Рисунок 2.1 – График зависимости между величинами НВ и HRC |
|||||
Азотирование (насыщение поверхностного слоя азотом) обеспечивает не |
||||||
меньшую твердость, чем цементация. Степень коробления при азотировании дос- |
||||||
таточно |
мала. Для азотирования применяют колеса из молибденовых сталей типа |
|||||
38Х2МЮА. В связи с длительностью и дороговизной этого процесса его приме- |
||||||
~ 29 ~
няют с ограничением, например, когда трудно выполнить шлифование зубьев (у
колес с внутренними зубьями волновых и планетарных передач и в других высо-
коответственных передачах).
Кроме термических и химико-термических способов упрочнения зубьев применяют механическое упрочнение и электрополирование.
Электрополирование уничтожает тонкий дефектный слой (например, по-
сле закалки), снижает шероховатость поверхности, образуя небольшие завалы,
имитирующие бочкообразность, которая исключает очень опасный кромочный контакт.
В правильно спроектированной зубчатой паре соотношение твердости ра-
бочих поверхностей зубьев шестерни и колеса не может быть выбрано произ-
вольно. Если твердость рабочих поверхностей зубьев колеса не более НВ 350, то в целях выравнивания долговечности зубьев шестерни и колеса, ускорения их при-
работки и повышения сопротивляемости заеданию твердость поверхностей зубьев шестерни назначается выше твердости зубьев колеса. Для прямозубых колес раз-
ность средних твердостей шестерни и колеса должна составлять не менее НВ
20...30, для косозубых колес эта разность должна быть большей. Чем выше твер-
дость рабочих поверхностей зубьев шестерни, тем больше несущая способность передачи по критерию контактной выносливости. Если твердость рабочих поверх-
ностей зубьев шестерни и колеса более НВ 350 (не менее НRС 45), то обеспечи-
вать разность твердостей зубьев шестерни и колеса не требуется. Ниже приведены рекомендации по выбору марки стали в зависимости от вида термической или химико-термической обработки.
Основные механические характеристики наиболее часто используемых сталей представлены в таблице 2.1.
Для равномерного изнашивания зубьев и лучшей их прирабатываемости твердость шестерни HB1 назначается больше твердости колеса НВ2. Разность средних твердостей рабочих поверхностей зубьев шестерни и колеса в передачах
спрямыми и непрямыми зубьями составляет НВ1ср - НВ2ср = 20…50.
~30 ~

Таблица 2.1 - Механические характеристики и термообработка некоторых сталей
Марка |
, МПа |
, |
Твердость НВ |
Термообработка |
|
стали |
МПа |
||||
|
|
|
|||
|
500…600 |
250 |
140…170 |
Нормализация |
|
35 |
700…800 |
400 |
194…222 |
Закалка 860ºС, вода +отпуск 600 ºС |
|
|
800…900 |
550 |
223…250 |
Закалка 860ºС, вода +отпуск 500 ºС |
|
35Л |
500…600 |
270 |
163…207 |
Нормализация |
|
40 |
500…600 |
280 |
152…207 |
Нормализация |
|
|
700…800 |
400 |
192…228 |
Закалка 860ºС, вода +отпуск 550 ºС |
|
40Л |
530 |
300 |
153…196 |
Закалка 870ºС, вода +отпуск 600 ºС |
|
|
600…700 |
320 |
167…194 |
Закалка 860ºС, вода +отпуск 600 ºС |
|
45 |
700…800 |
400 |
194…222 |
Закалка 860ºС, вода +отпуск 400 ºС |
|
|
800…900 |
550 |
223…250 |
Нормализация |
|
45Л |
500…600 |
270 |
160…212 |
Нормализация |
|
600…700 |
410 |
207…235 |
Закалка 860ºС, вода +отпуск 600 ºС |
||
|
|||||
50 |
640 |
350 |
179…228 |
Закалка 840ºС, вода +отпуск 600 ºС |
|
|
700…900 |
530 |
228…255 |
Закалка 860ºС, вода +отпуск 400 ºС |
|
35Х |
700…750 |
490 |
220…260 |
Закалка 860ºС, вода +отпуск 600 ºС |
|
35 ХМ |
700…800 |
670 |
235…262 |
Закалка 860ºС, вода +отпуск 600 ºС |
|
900…950 |
790 |
269…302 |
Закалка 860ºС, вода +отпуск 500 ºС |
||
|
|||||
35 ХГСА |
970 |
810 |
280 |
Закалка 880ºС, масло +отпуск 600 ºС |
|
1100 |
1000 |
320 |
Закалка 880ºС, масло +отпуск 500 ºС |
||
|
|||||
|
700…800 |
400 |
200…230 |
Закалка 860ºС, масло +отпуск 650 ºС |
|
40 Х |
800…900 |
550 |
230…257 |
Закалка 860ºС, масло +отпуск 600 ºС |
|
|
900…1000 |
700 |
257…287 |
Закалка 860ºС, масло +отпуск 500 ºС |
|
45 Х |
800…900 |
650 |
240…280 |
Закалка 850ºС, масло +отпуск 500 ºС |
|
40 ХН |
800…900 |
550 |
215…243 |
Нормализация |
|
|
900…1000 |
700 |
265…295 |
Закалка 790ºС, масло +отпуск 540 ºС |
|
20ХН2М |
900…1000 |
700 |
30…43 |
Цементация + закалка |
В ряде случаев для увеличения нагрузочной способности передачи,
уменьшения ее габаритов и металлоемкости достигают разности средних твердо-
стей НВ1ср - НВ2ср ≥ 70. При этом твердость рабочих поверхностей зубьев колеса составляет ≤ 350 НВ, а зубьев шестерни ≥ 350 НВ и измеряется по шкале Роквел-
ла. Соотношение твердостей в единицах НВ и НRС представлено выше на рисун-
ке 2.1.
Определение допускаемых контактных напряжений
Допускаемые контактные напряжения при расчетах на прочность опре-
деляются отдельно для зубьев шестерни 
 и колеса
и колеса 
 в следующем порядке:
в следующем порядке:
1.Определяется коэффициент долговечности КHL:
~31 ~
где  - число циклов перемены напряжений, соответствующее пределу вынос-
- число циклов перемены напряжений, соответствующее пределу вынос-
ливости (таблица 2.2);
 - число циклов перемены напряжений за весь срок службы (наработка).
- число циклов перемены напряжений за весь срок службы (наработка).
Таблица 2.2 – Значение числа циклов 
Средняя твердость |
|
НВср |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
поверхности зубьев |
|
HRCср |
--- |
25 |
32 |
38 |
43 |
47 |
52 |
56 |
60 |
, млн.циклов |
|
10 |
16,5 |
25 |
36,4 |
50 |
68 |
87 |
114 |
143 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Рекомендуется принимать 




 в зависимости от термообработ-
в зависимости от термообработ-
ки. Если 

 , то необходимо принять
, то необходимо принять 

 .
.
2. Определить допускаемое контактное напряжение 
 , соответствую-
, соответствую-
щее пределу контактной выносливости при числе циклов перемены напряжений
 .
.
Таблица 2.3 – Определение допускаемых напряжений
Термообработка |
Марка стали |
, МПа |
, МПа |
|
|
|
|
|
|
Улучшение |
45 40Х 40ХН 35ХМ 45ХЦ |
1,8 НВср+70 |
1,03НВср |
|
Закалка по контуру |
40Х 40ХН 35ХМ 45ХЦ |
14НRСср+170 |
370 |
|
|
|
|||
Закалка сквозная |
310 |
|||
|
|
|||
|
|
|
|
|
Цементация и закалка |
20Х 20ХНМ 18ХГТ |
19НRСср |
480 |
|
12ХН3А 25ХГНМ |
||||
|
|
|
||
|
|
|
|
3. Определить допускаемые контактные напряжения для зубьев шестерни
 и колеса
и колеса 
 :
:
Цилиндрические и конические зубчатые передачи с прямыми и непрямыми
зубьями при НВ1ср – НВ2ср = 20…50 рассчитывают по меньшему из полученных
значений  для шестерни (
для шестерни (
 и колеса (
и колеса (
 ), т.е. по менее прочным зубьям.
), т.е. по менее прочным зубьям.
~ 32 ~
Таблица 2.4 – Предельные значения коэффициентов долговечности  и
и  для зубчатых передач
для зубчатых передач
Материал |
|
|
|
|
зубчатого колеса |
|
|
|
|
min |
max |
min |
max |
|
|
|
|
|
|
Сталь НВ ≤ 350 |
1 |
2,6 |
1 |
2,08 |
|
|
|
|
|
НВ > 350 |
1 |
2,6 |
1 |
1,63 |
|
|
|
|
|
Чугун |
1 |
1,4 |
1 |
1,63 |
|
|
|
|
|
Неметаллические |
1 |
1 |
1 |
1 |
|
|
|
|
|
Зубчатые передачи с непрямыми зубьями при разности средних твердостей рабочих поверхностей зубьев шестерни и колеса НВ1ср – НВ2ср ≥ 70 и твердости зубьев колеса ≤ 350 НВ2 рассчитывают по среднему допускаемому контактному напряжению:
При этом 

 не должно превышать 1,23
не должно превышать 1,23

 для цилиндрических косо-
для цилиндрических косо-
зубых колес и 1,15

 для конических колес с непрямыми зубьями. В против-
для конических колес с непрямыми зубьями. В против-
ном случае 







 и
и 







 .
.
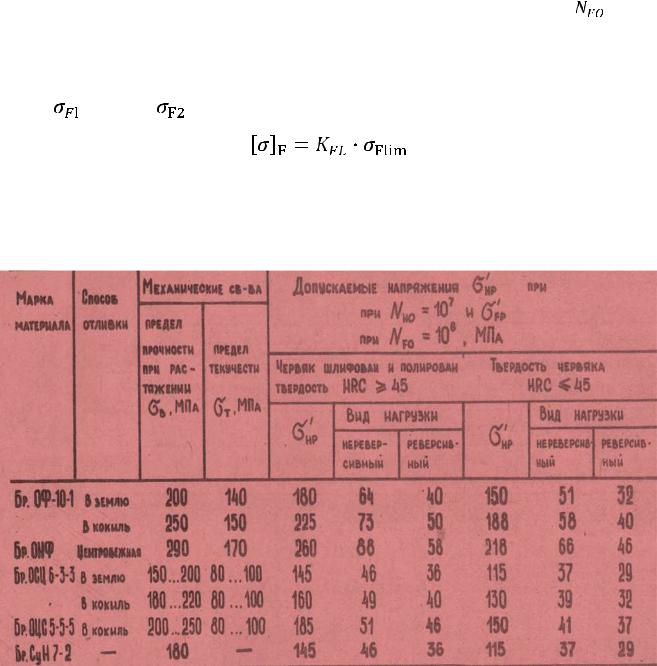
4. Определить допускаемые напряжения изгиба 

 . Проверочный расчет зубчатых передач на изгиб выполняется отдельно для зубьев шестерни и колеса по допускаемым напряжениям изгиба
. Проверочный расчет зубчатых передач на изгиб выполняется отдельно для зубьев шестерни и колеса по допускаемым напряжениям изгиба 

 и
и 

 , которые определяются в сле-
, которые определяются в сле-
дующем порядке:
- определяется коэффициент долговечности КFL:
где  - число циклов перемены напряжений для всех сталей, соответствующее пределу выносливости;
- число циклов перемены напряжений для всех сталей, соответствующее пределу выносливости;
 - число циклов перемены напряжений за весь срок службы (наработка).
- число циклов перемены напряжений за весь срок службы (наработка).
При твердости ≤ 350 НВ 





 . Если имеем твердость > 350 НВ
. Если имеем твердость > 350 НВ






 . Если
. Если 


 , то необходимо принять
, то необходимо принять 

 .
.
-определить допускаемое напряжение изгиба 
 , соответствующее пре-
, соответствующее пре-
~33 ~
делу изгибной выносливости при числе циклов перемены напряжений |
(опре- |
||
деляем по таблице 2.3) |
|
|
|
|
- определить допускаемые контактные напряжения изгиба для зубьев шес- |
||
терни |
и колеса |
: |
|
Для реверсивных передач 

 уменьшают на 25%.
уменьшают на 25%.
Таблица 2.5 – Материалы для червячных колес
5. При расчете червячной передачи червяки изготавливают из тех же марок сталей, что и шестерни зубчатых передач. Выбор марки стали для червяка и опре-
деление ее механических характеристик производят аналогично зубчатому зацеп-
лению. При этом для передач малой мощности (менее 1кВт) применяют термооб-
работку – улучшение с твердостью ≤ 350 НВ, а для передач большей мощности с целью повышения КПД – закалку ТВЧ до твердости ≥ 45 НRС, шлифование и полирование витков червяка.
Материалы для изготовления зубчатых венцов червячных колес условно делят на три группы: группа I - оловянные бронзы; группа II - безоловянные брон-
~ 34 ~
зы и латуни; группа III - серые чугуны. В учебных целях при проектировании дос-
таточно принимать материалы I группы.
Расчет зубчатых (червячных) передач редукторов
Техническим заданием предусмотрено проектирование нестандартных
одноступенчатых закрытых передач индивидуального производства.
Расчет зубчатой (червячной) закрытой передачи производится в два этапа:
первый расчет — проектировочный, второй — проверочный. Проектировочный расчет выполняется по допускаемым контактным напряжениям с целью опре-
деления геометрических параметров редукторной пары. В процессе проектиро-
вочного расчета задаются целым рядом табличных величин и коэффициентов; ре-
зультаты некоторых расчетных величин округляют до целых или стандартных значений; в поиске оптимальных решений приходится неоднократно делать пере-
расчеты. Поэтому после окончательного определения параметров зацепления вы-
полняют проверочный расчет. Он должен подтвердить правильность выбора таб-
личных величин, коэффициентов и полученных результатов в проектном расчете,
а также определить соотношения между расчетными и допускаемыми напряже-
ниями изгибной и контактной выносливости. При неудовлетворительных резуль-
татах проверочного расчета нужно изменить параметры передачи и повторить проверку.
Проектный и проверочный расчеты нельзя рассматривать как простую арифметическую задачу, сводящуюся к подстановке в определенную формулу тех или иных исходных данных. Для решения этой задачи требуется ее всесторонний анализ, учет специфических факторов работы всего машинного агрегата, а также отдельных деталей и узлов передачи.
Так, при всем конструктивном разнообразии общепромышленных редук-
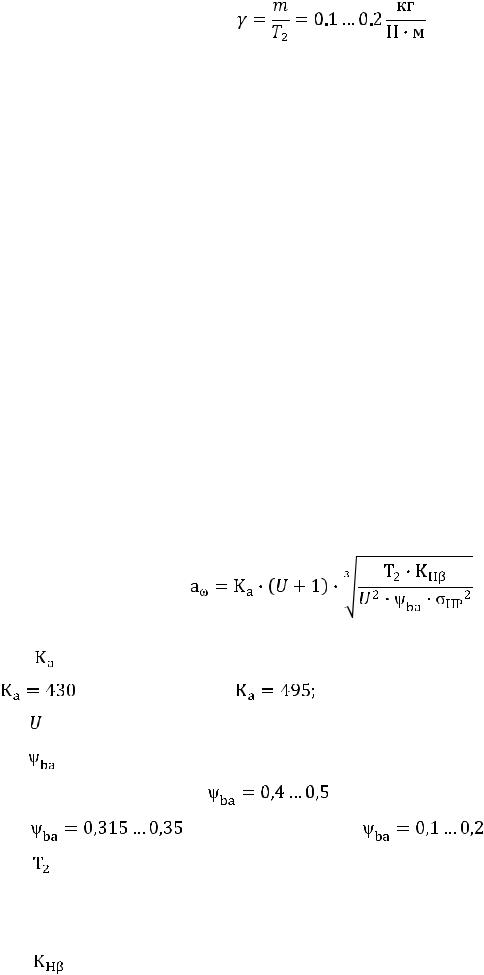
торов они мало различаются по технико-экономическим характеристикам и для них типичны средние требования к техническому уровню, критерием которого  является отношение массы редуктора т, кг, к моменту Т2, Н·м, на тихоходном ва-
является отношение массы редуктора т, кг, к моменту Т2, Н·м, на тихоходном ва-
лу. В эскизном проектировании предварительно можно принять
~ 35 ~
Это дает возможность ориентировочно прогнозировать значение глав-
ного параметра редуктора (aw — межосевое расстояние для цилиндрической и червячной передач, dе2 — внешний делительный диаметр колеса для конической передачи), который и определит его нагрузочную способность, массу, габариты
итехнологические особенности изготовления.
Впроектируемых приводах рассчитывают одноступенчатые зубчатые пе-
редачи внешнего зацепления: закрытые цилиндрические прямозубые и косозубые и конические прямозубые передачи. Порядок расчета передач с прямыми и не-
прямыми зубьями практически одинаков. Червячные одноступенчатые передачи рассчитывают в закрытом исполнении с верхним или нижним расположением ци-
линдрического червяка.
Расчет закрытой цилиндрической зубчатой передачи
1. Определение межосевого расстояния
где |
- вспомогательный коэффициент. Для косозубых и шевронных передач |
||
|
, для прямозубых - |
|
|
|
- передаточное число редуктора; |
|
|
|
- коэффициент ширины венца колеса. Для симметрично расположенных |
||
колес относительно опор |
, при несимметричном расположении ко- |
||
лес |
; для коробок передач |
; |
|
|
- вращающий момент на валу колеса редуктора, Нм; |
|
|
 - допускаемое контактное напряжение колеса с менее прочным зубом или среднее допускаемое контактное напряжение, МПа;
- допускаемое контактное напряжение колеса с менее прочным зубом или среднее допускаемое контактное напряжение, МПа;
- коэффициент, учитывающий неравномерность распределения нагрузки
~ 36 ~