

3. Основи теорії способу зварювання
3.1 Схема формування зварного з’єднання
Шовне, або роликове, зварювання застосовують для одержання міцних і щільних швів при виготовленні тонкостінних посудин, призначених для зберігання і транспортування рідини, газів та інших продуктів, а також при виробництві тонкостінних плоскоскручених труб.
У шовному зварюванні листи завтовшки 0,3...3,0 мм складають внапусток і потім затискують між двома мідними роликами , до яких підводять електричний струм від зварювального трансформатора . Одному чи обом роликам надає примусового обертання спеціальний привід. При ввімкненні струму і одночасному обертанні роликів відбувається переміщення і нагрівання до розплавлення контактних поверхонь зварюваних виробів, які під дією стискальних зусиль зварюються.
Розрізняють три основних способи шовного зварювання: безперервне, переривисте і крокове.
При безперервному зварюванні подача струму на ролики і обертання роликів провадиться безперервно. Такий вид зварювання застосовують при виготовленні виробів з низьковуглецевих сталей завтовшки до 1 мм.
При більших товщинах безперервна подача струму на ролики не дає задовільної якості зварного з'єднання. Такі з'єднання зварюють переривистим методом, при якому ролики обертаються безперервно, а струм подається переривисто. В результаті переривистої подачі струму в місці зварного з'єднання утворюється ряд безперервних точок, які перекривають одна одну. При переривистому методі зварювання дістають зварні з'єднання високої якості як при зварюванні вуглецевих, так і корозієстійких сталей, а також алюмінієвих і мідних сплавів.
Крокове зварювання, при якому обертання роликів і подача струму на них переривисті, великого поширення не набуло.
При даному способі зварювання як і при точковому зварювані з’єднання відбувається за трьома схемами.
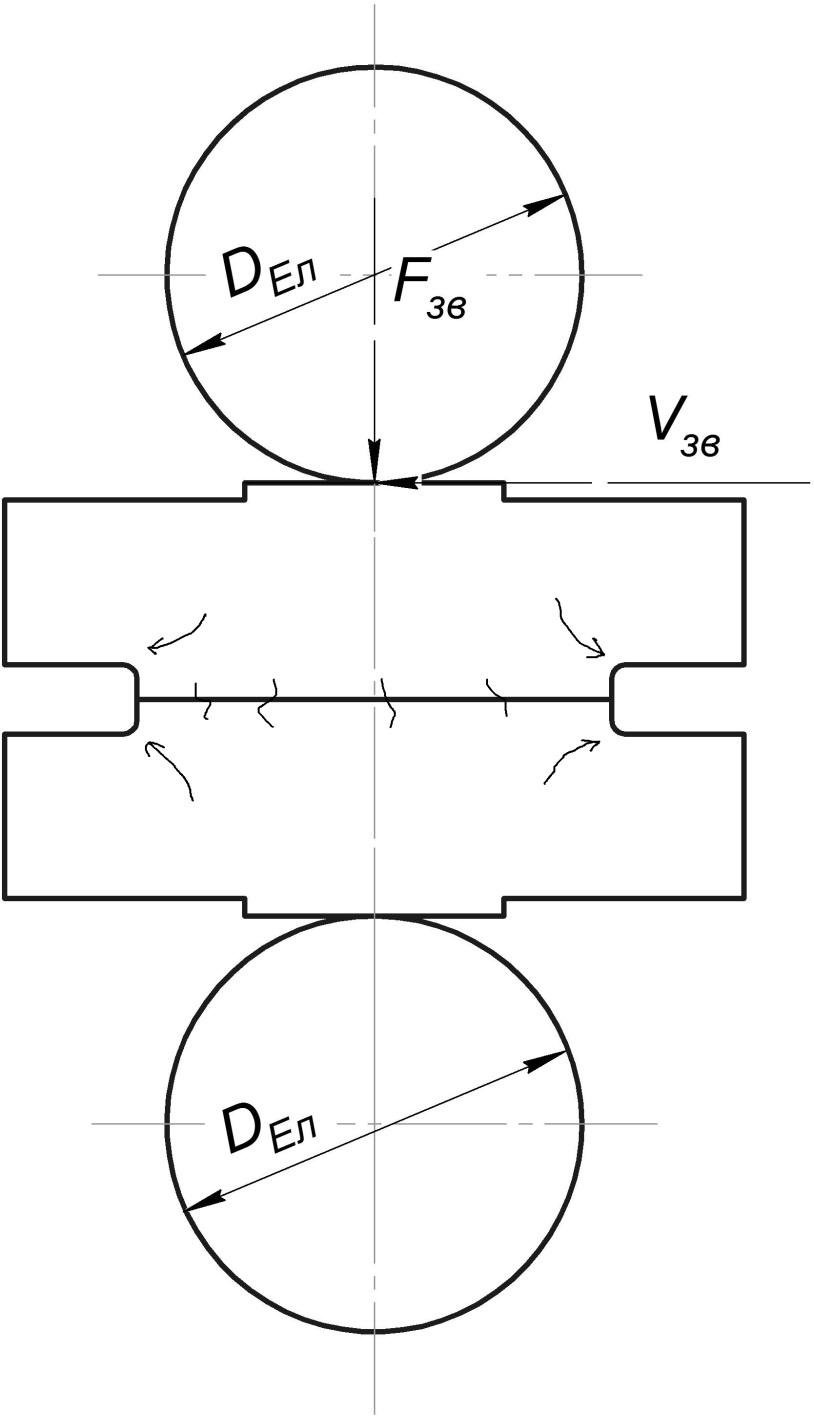
Рисунок 3.1 – Перший етап утворення з’єднання.
Перший етап починається з моменту обтиснення деталей, що викликає пластичну деформацію мікронерівностей в контактах електрод-деталь і деталь-деталь. Подальше включення струму та нагрів металу полегшують вирівнювання мікрорельєфу, руйнування поверхонь плівок і формування електричного контакту. При контактному зварюванні на даному етапі починається осад рельєфу. Нагрітий метал деформується переважно у зазор між деталями, і утворюється ущільнюючий поясок.

Рисунок 3.2 – Другий етап утворення з’єднання.
Другий етап характеризується розплавленням металу і утворенням ядра. По мірі проходження струму ядро зростає до максимальних розмірів – по висоті і діаметру. При цьому відбувається перемішування металу, видалення поверхневих плівок і утворення металевих зв’язків в рідкій фазі. Триває процес пластичної деформації і теплове розширення металу. До кінця цього етапу відзначається майже повний осад рельєфу.

Рисунок 3.3 – Третій етап утворення зєднання.
Третій етап починається з вимикання струму, що супроводжується охолодженням і кристалізацією металу. Утворюється загальне для деталей металеве ядро. При охолодженні зменшується обсяг металу і виникають залишкові напруги. Для зниження рівня напруги та запобігання усадочних тріщин і раковин потрібні значні зусилля. Для отримання наступного зєднання цикл через певну паузу знову повторюється.
На першому етапі супутні процеси зважаючи на відносно малій деформації і низької температури зони зварювання не отримують великого розвитку. При появі на другому етапі розплавленого ядра різко зростає теплове розширення металу, з’являється небезпека виплеску, внаслідок теплопровідності відзначається нагрівання біля шовної зони, зміна вихідної структури металу, масоперенос в контакті електрод-деталь. На третьому етапі при охолодженні металу відбувається кристалізація металу ядра, освіта литої структури і значних залишкових напружень, триває теплопередача в околошовну зону і зміна структури металу в цій частині з’єднання. Ступінь розвитку супутніх процесів і зміни первісних властивостей металу може бути зменшена, наприклад, за рахунок зменшення швидкості нагріву і збільшення зусилля на стадії охолодження.
Забезпечення високої якості зварювання і максимальної продуктивності процесу для даної товщини, форми і матеріалу виробів визначається правильністю обраного режиму зварювання.
3.2 Опис джерела тепла, які існують в процесі зварювання з’єднання.
Джерелом тепла при контактному виді зварювання вважають тепло, що виділяється за рахунок опору при проходженні струму через електрод-деталь. Нагрівання супроводжується пластичною деформацією металу та утворенням ущільнюючого паска, що охороняє рідкий метал від виплеска та від взаємодії з повітрям. Теплота, використовувана при зварюванні, залежить від опору між електродами й виділяється при проходженні струму безпосередньо в деталях, контактах між ними й контактах деталей з електродами. Опори самих електродів повинні бути незначні, тому що теплота, що виділяється в них, не бере участь у процесі зварювання. Тому переріз електродів повинне бути відносно великим, а матеріал електродів - володіти великою електричною і теплопровідністю. Електроди для точкового зварювання виготовляють головним чином з міді і її сплавів. Адже як відомо мідь має доволі високу тепло-електропровідність з усіх матеріалів, що розповсюдженні в машинобудуванні.