

6.2 Вибір чорнових технологічних баз
Чорновими технологічними базаминазивають поверхні вихідної заготовки, які використовуються для базування на першій операції (інколи – на першій і другій операціях) для обробки чистових баз.
Під час вибору чорнових технологічних баз може розв’язуватися одна з двох задач:
- забезпечення розмірного зв’язку між обробленими поверхнями деталі і необробленими її поверхнями (перша задача);
- забезпечення зняття мінімального рівномірного припуску з певної поверхні на першому переході її механічної обробки (друга задача).
Розв’язувати першу задачу доводиться, наприклад, у випадках, коли за умовами роботи у складальній одиниці, необроблені поверхні деталі повинні досить точно розташовуватись відносно її конструкторських баз.
Необхідність у розв’язанні другої задачі виникає, якщо за умовами роботи деталі в машині потрібно під час механічної обробки зберегти щільний однорідний шар металу на найвідповідальніших поверхнях деталі. Такими поверхнями є, наприклад, відповідні площини напрямних металорізальних верстатів.
Для розв’язання першої задачі за технологічні бази на першій операції вибирають ті необроблювані поверхні деталі, до яких лінійними розмірами або іншими вимогами відносного розташування прив’язані оброблювані поверхні. Якщо деталь правильно сконструйована, то таких розмірів має бути не більше трьох.
Розглянемо приклади.
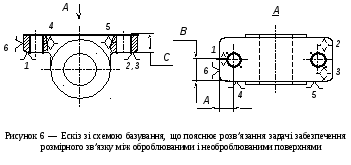
Припустимо, що за комплект чистових баз для маршруту механічної обробки заготовки корпуса (рис. 5) вибрані площина 1 і два отвори (2 і 3). Саме ці поверхні мають бути отримані на першій операції.
Припустимо також, що на кресленні деталі є три розміри (А, В і С), які визначають розтушування оброблених поверхонь деталі відносно необроблених. Наявність таких розмірів означає, що під час вибору чорнових баз необхідно розв’язати першу з означених вище задач.
Схема базування, що забезпечує розв’язання цієї задачі, показана на рис. 6.
Для розв’язання другої задачі за одну з технологічних баз на першій операції вибирають ту поверхню вихідної заготовки, з якої на одній з наступних операцій має бути знятий мінімальний рівномірний припуск. Важливо зауважити, що якщо ця поверхня є:
- площиною, довжина і ширина якої співставні із габаритними розмірами деталі, то ця площина обов’язково має бути вибрана за установну базу;
- довгою вузькою площиною – за напрямну базу;
- довгою циліндричною поверхнею – за подвійну напрямну базу;
- короткою циліндричною поверхнею – за подвійну опорну базу.

Розглянемо приклад розв’язання другої задачі.
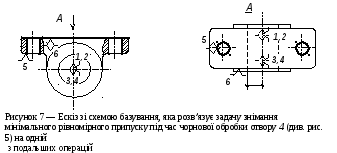
Припустимо, що у відповідності зі службовим призначенням корпусної деталі (див. рис. 5) найвідповідальнішою її поверхнею є отвір 4 і саме з нього потрібно зняти мінімальний рівномірний припуск. Припустимо також, що за комплект чистових баз, як і у попередньому випадку, вибрані площина 1 і два отвори 2 і 3, які мають бути оброблені на першій операції.
Виходячи з вищевикладеного, для забезпечення знімання мінімального рівномірного припуску з поверхні отвору 4, вибираємо за технологічну подвійну напрямну базу на першій операції вісь цього отвору (рис. 7). Розташування інших баз частково розв’язує першу задачу.
Якщо всі поверхні деталі механічно обробляються, то розв’язання першої задачі взагалі не може розглядатись, бо деталь не має необроблених поверхонь; що ж стосується другої задачі, то вона може розв’язуватись у випадках, якщо форма вихідної заготовки наближена до форми готової деталі, тобто, якщо основні поверхні деталі утворюються за рахунок знімання припусків, а не напусків. Якщо ж заготовка виготовляться із сортового прокату або вільним куванням і має значні напуски, які мають бути зняті на попередній обробці, то технологічні бази на першій операції вибираються лише з міркувань забезпечення надійності встановлення у верстатному пристрої.
Література − (С. 187-192) 1.