

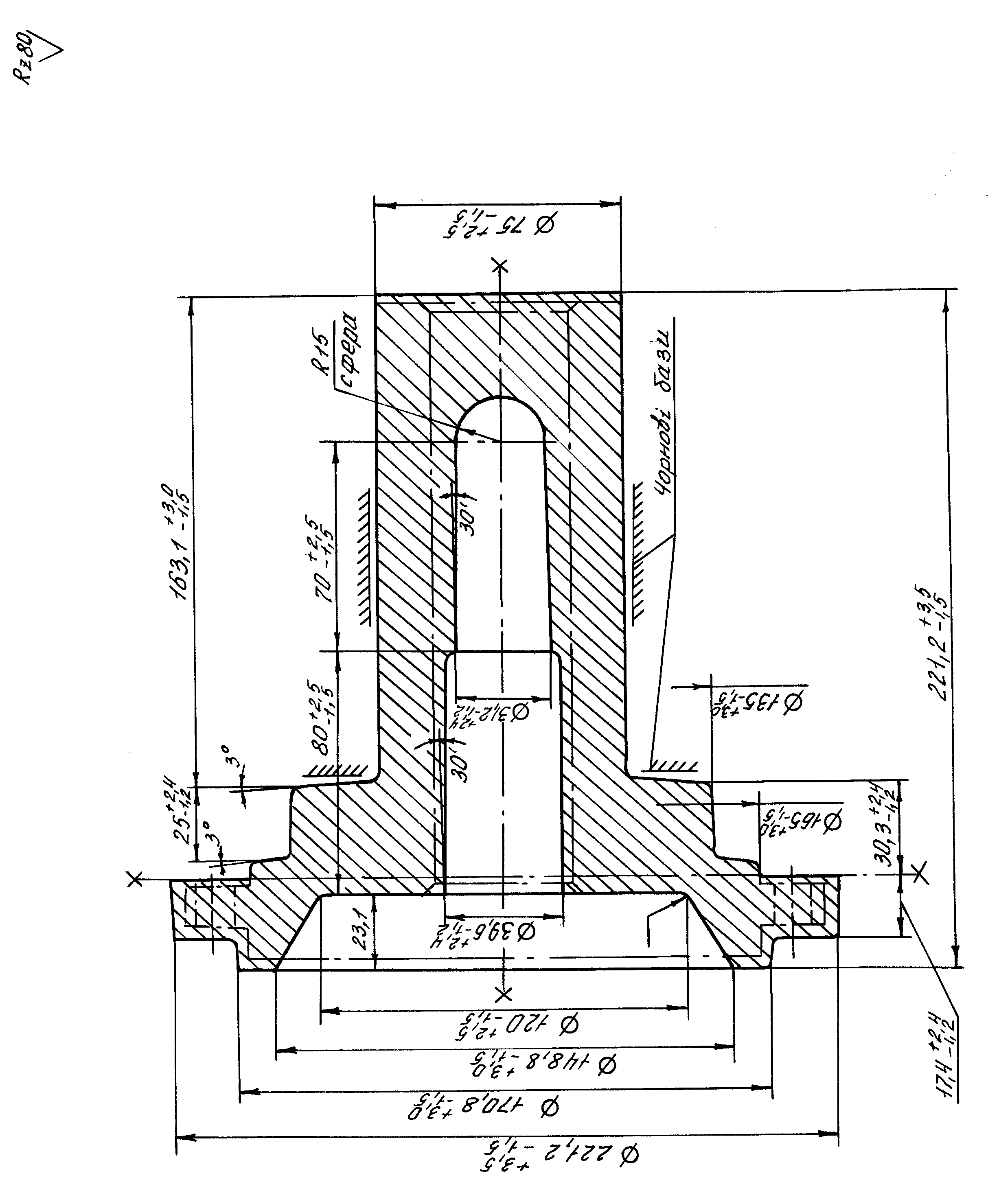
8.3.3 Оформлення ескізу заготовки

8.4 Призначення технічних вимог на штамповані заготовки
Клас точності штамповки – Т …, група сталі – М …, ступінь складності – С … .
Не вказані штампувальні нахили …, радіуси … .
Допустима величина залишкового облою … .
Допустиме зміщення по площині роз’єднання штампа … .
Не вказані допуски радіусів заокруглень … .
Допустиме відхилення від площинності … .
Допустиме відхилення від концентричності пробитого отвору відносно зовнішнього контуру поковки … .
Допустиме відхилення від площинності ..., прямолінійності ... .
Допуск радіального биття ... .
Допустимі відхилення міжосьової відстані ... .
Допустиме відхилення торця ... .
Допустимі відхилення штампувальних нахилів ... .
Твердість матеріалу заготовки … .
8.5 Розрахунок маси і коефіцієнта використання матеріалу заготовки
Маса заготовки може бути розрахована двома способами.
1. При простій геометричній формі заготовки її рекомендується розділити на прості геометричні фігури, визначити масу кожної із геометричних фігур. Загальну масу заготовки визначити як суму мас складових геометричних фігур заготовки.
n
Qзаг. = Qі, (9)
і=1
де Qзаг. – маса заготовки, кг;
Qі – маса і-ої елементарної геометричної фігури заготовки, кг;
n – кількість елементарних фігур заготовки.
Формула (9) в розгорнутому вигляді:
Qзаг. = Q1 + Q2 + Q3 +…+ Qn . (10)
Маса і-ої елементарної фігури може бути визначена:
Qi = Vi∙, (11)
де Vi – об’єм і-ої елементарної фігури заготовки, м³;
– густина матеріалу заготовки, кг/м³.
Формула (11)в розрахунковому вигляді:
Q1 = V1·;
Q2 = V2·;
Q3= V3·;
………….
Q4= Vn·.
Формула (9) з урахуванням (11):
n
Qзаг. = Vі·
і=1
або
Qзаг. = (V1 + V2 + V3 +…+ Vn)·. (12)
Об’єми Vі визначаються за формулами відповідних геометричних фігур.
2. При складній геометричній формі заготовки її масу рекомендується визначати як суму маси деталі і знятих припусків, напусків.
m k
Qзаг. = Qдет. + Qприп.і +Qнап.j, (13)
і=1 і=1
де Qдет. – маса деталі (приймається згідно з кресленням деталі);
Qприп.і– припуск, що знімається з і-ої поверхні заготовки;
Qнап.j – напуск, що знімається з j-ої поверхні заготовки;
m, k – кількість поверхонь заготовки, з яких знімаються припуски, напуски, відповідно.
Маса припусків і напусків, що знімаються з поверхонь заготовки, визначається за формулою (11). При цьому розглядається об’єм геометричної фігури, яку утворює припуск чи напуск, який знімаємо.
Коефіцієнт використання матеріалу заготовки:
γ = Qдет. / Qзаг. (14)
Коефіцієнт використання матеріалу заготовки характеризує економічність даного способу одержання заготовки. Чим ближчий він до 1, тим менше матеріалу знімається у вигляді стружки з поверхонь заготовки при механічній обробці, тобто тим „ближча” заготовка до готової деталі. Після розрахунку j при різних способах одержання заготовки їх потрібно порівняти з даними згідно з таблиць 2, 3 і зробити відповідні висновки.