

6. Пример отчета о выполненной работе
Схема процесса электроэрозионной обработки (см. рис. 1).
Схема экспериментального стенда (см. рис. 4).
Условия проведения эксперимента
Материал обрабатываемой заготовки – алюминиевый сплав (rз = 0,0027 г/мм3).
Материал инструмента – медь (rи = 0,0089 г/мм3).
Емкость накопительного конденсатора Генератора импульсов – С = 40 мкФ.
Диэлектрическая жидкость электроэрозионного станка – дизельное топливо.
Начальная масса заготовки до обработки - Mзн = 26,85 г.
Начальная масса инструмента до обработки – Мин = 38,90 г
Параметры электроэрозионной обработки, определяемые экспериментально
Напряжение электрического разряда:
текущие значения Ui , В – 56,9; 64,6; 64,0; 68,0; 65,2; 64,6;
средняя величина Uср = 63,9 В
Частота следования электрических импульсов:
текущие значения fi , Гц – 981; 1014; 1032; 1117; 1067; 1094;
средняя величина fср = 1051 Гц
Продолжительность обработки t0 = 5,0 мин
Результаты взвешивания заготовки и инструмента после обработки:
конечная масса заготовки - Mзк = 26,63 г
конечная масса инструмента – Мик = 38,79 г
Расчет параметров электроэрозионной обработки
Энергия электрического разряда:
W = C(Uср)2/2 = 40х10-6 х(63,9)2/2 = 0,082 х 10-3 Дж.
Производительность обработки (по массе):
Qм =(Mзн – Mзк)/t 0 = (26,85 – 26,63)/1,0 = 0,22 г/мин.
Объемная производительность обработки:
Q =Q м /rз = 0,22/0,0027 = 81,48 мм3/мин.
Относительный износ инструмента:
g = (M ин – Mик)rз /(Mзн – Mзк)rи =
= (38,90 – 38,79)х0,0027/(26,85 – 26,63)х0,0089 = 0,15 (15%).
Машинное время прошивки отверстия:
вариант задания – сквозное квадратное отверстие сечением 15х15 мм в пластине из алюминиевого сплава толщиной 5 мм:
Т=V/Q = (15х15х5)/81,48 = 13,8 мин ,
7. Вопросы для самоконтроля
1. В чем сущность электроэрозионной обработки?
2. Какие материалы обрабатываются с помощью электроэрозионной обработки?
3. Назовите и дайте характеристику основных параметров, характеризующих электроэрозионную обработку.
4. В чем состоит различие электроимпульсного и электроискрового режимов?
5. Назовите и дайте характеристику основных операций электроэрозионной обработки.
8. Литература
1. Технология конструкционных материалов /Под ред. А.М. Дальского. М.: Машиностроение ,1993 г.
9. Приложение 1. Варианты задания
Таблица 1
Экспериментальные данные по электроэрозионной обработке заготовок из различных материалов
|
№ п/п |
Материал заготовки |
Плотность материал, г/мм3 |
Время обработки, мин |
Вес заготовки, г |
Вес инструмента, г | ||
|
До обработки |
После обработки |
До обработки |
После обработки | ||||
|
1 |
Сталь |
|
10 |
54,8 |
54,0 |
41,0 |
39,8 |
|
2 |
Латунь |
|
10 |
103 |
101,6 |
41,0 |
40,0 |
|
3 |
Никель |
|
15 |
104,2 |
103,1 |
48,4 |
46,8 |
|
4 |
Титан |
|
15 |
56,5 |
56 |
38,3 |
36,8 |
|
5 |
Молибден |
|
20 |
113,0 |
112,1 |
45,1 |
43,5 |
|
6 |
Вольфрам |
|
20 |
240,0 |
238,8 |
40,2 |
37,9 |
|
7 |
Тв. сплав |
|
20 |
132,8 |
131,4 |
51,2 |
49,3 |
1. Емкость накопительного конденсатора C= 8 мкф
2. Напряжение электрического разрядаU, В
|
64 |
68 |
64,6 |
70 |
72,3 |
3 Частота следования импульсов f,
|
981 |
1014 |
1032 |
1067 |
1023 |
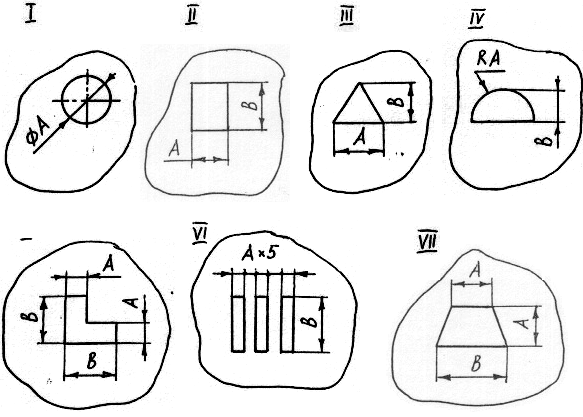
Рис. 5. Варианты формы отверстий в пластине
Таблица 2
|
№ варианта |
Форма отверстия (см. рис.5) |
А, мм |
В,мм |
Толщина пластины, мм |
Материал пластины |
|
1 |
I |
10 |
- |
5 |
Сталь |
|
2 |
II |
10 |
10 |
5 |
Латунь |
|
3 |
III |
10 |
10 |
3 |
Титан |
|
4 |
IV |
10 |
10 |
1 |
Тв. сплав |
|
5 |
V |
5 |
10 |
5 |
Алюминий |
|
6 |
VI |
3 |
10 |
5 |
Сталь |
|
7 |
VII |
5 |
10 |
5 |
Латунь |
|
8 |
I |
15 |
- |
2 |
Титан |
|
9 |
II |
15 |
10 |
2 |
Тв. сплав |
|
10 |
III |
15 |
10 |
10 |
Алюминий |
|
11 |
IV |
15 |
15 |
7 |
Сталь |
|
12 |
V |
5 |
15 |
10 |
Латунь |
|
13 |
VI |
2 |
15 |
3 |
Титан |
|
14 |
VII |
10 |
15 |
1 |
Тв. сплав |
|
15 |
I |
20 |
- |
3 |
Алюминий |
|
16 |
II |
20 |
20 |
3 |
Сталь |
|
17 |
III |
20 |
20 |
3 |
Латунь |
|
18 |
IV |
20 |
20 |
3 |
Титан |
|
19 |
V |
5 |
20 |
3 |
Тв. сплав |
|
20 |
VI |
1 |
20 |
3 |
Алюминий |
|
21 |
VII |
10 |
20 |
3 |
Сталь |
|
22 |
I |
30 |
- |
2 |
Латунь |
|
23 |
II |
30 |
30 |
2 |
Титан |
|
24 |
III |
30 |
10 |
2 |
Тв. сплав |
|
25 |
IV |
10 |
10 |
2 |
Алюминий |
|
26 |
V |
10 |
20 |
2 |
Сталь |
|
27 |
VI |
2 |
20 |
2 |
Латунь |
|
28 |
VII |
30 |
20 |
2 |
Титан |
|
29 |
I |
25 |
- |
1 |
Тв. сплав |
|
30 |
II |
5 |
10 |
4 |
Алюминий |