

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Токарные станки / Технологическая подготовка токарных станков с ЧПУ
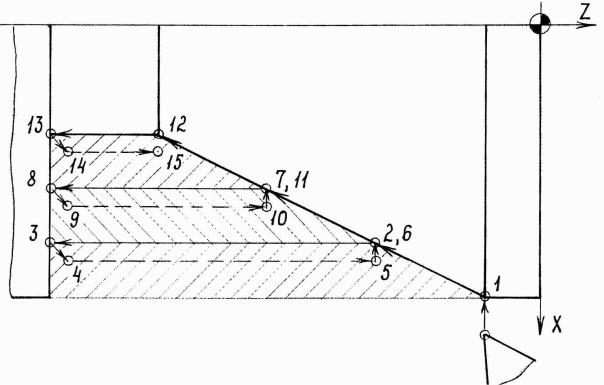
.pdfСледует отметить, что указанное соотношение между суммарными припусками Az и Ax выдерживается не всегда. Чаще всего, эти суммарные припуски примерно равны друг другу. Как видно из рис. 2.13, при равенстве Az = Ax на первых ходах для цилиндрических поверхностей резание будет отсутствовать участок (1-4) или выполняться с глубиной менее нормативной
(участок 7-10).
Рис. 2.13. Обработка по контурной схеме при равенстве суммарных припусков Az = Ax
В подобных ситуациях можно рекомендовать два варианта обработки
(рис. 2.14):
1.Сначала подрезкой торца к центру заготовки добиться необходимого соотношения между Az и Ax , а уж затем применять контурную схему (рис. 2.14, а).
41

2.Отказаться от контурной схемы и применить для обработки торца схему «поперечная петля», а для цилиндрической поверхности – схему «продольная петля» (рис. 2.14, б).
Рис. 2.14. Рекомендуемые схемы обработки при равенстве суммарных припусков Az = Ax : а – с предварительной подрезкой торца: б – с раздельной об-
работкой торцевых и цилиндрических поверхностей
Следует отметить, что в практике токарной обработки наиболее распространение нашли:
-схема «петля» с зачистным ходом для заготовок из проката;
-контурная схема для отливок и штамповок.
Во многих устройствах ЧПУ эти схемы представлены в виде стандартных подпрограмм. В качестве примера можно назвать стандартные циклы L08 и L09 для УЧПУ 2Р22 [3].
42
Для обработки закрытых зон в некоторых случаях также можно применить контурные резцы. Например, закрытая зона со спадом контура может быть обработана по схеме «петля», если угол спада находится в допустимых пределах (рис. 2.15). При этом перемещение резца в начало очередного хода выполняется вдоль контура на рабочей подаче (участки 1-2, 6-7 и 11-12).
Рис. 2.15. Обработка закрытой зоны со спадом контура по схеме «петля»
Если геометрия резца соответствует форме боковых поверхностей, то закрытая зона может быть обработана по схеме «зигзаг», где инструмент то на прямой, то на обратной подаче (рис. 2.16). Достоинством схемы «зигзаг» является отсутствие холостых ходов. Однако, большинство токарных резцов плохо приспособлены к резанию на обратной подаче. Поэтому, на практике схема «зигзаг» используется редко.
43

Рис. 2.16. Обработка закрытой зоны по схеме «зигзаг»
Чаще всего, закрытые зоны требуют обработки двумя инструментами (рис. 2.17). При этом можно выделить три основных варианта обработки:
1.Сначала правым резцом обрабатывают закрытую зону со спадом контура, а затем левым резцом выполняют подборку металла с правой стороны зоны.
2.После основной обработки правым резцом делается подборка с правой стороны канавочным резцом.
3.Сначала канавочным резцом прорезается участок для ввода контур-
ного резца, а затем производится основная обработка.
При прочих равных условиях предпочтение следует отдать первому варианту, поскольку производительность контурных резцов намного лучше, чем канавочных. Если размеры зоны не позволяют применить два контурных резца, то здесь можно рекомендовать третий вариант как более простой в программировании.
44
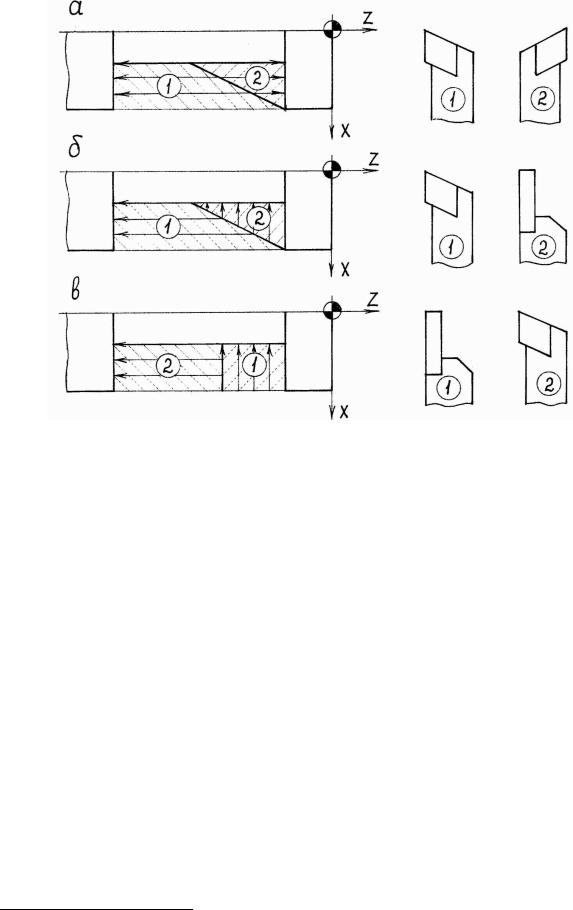
Рис. 2.17. Обработка прямоугольной закрытой зоны: а – правым и левым контурными резцами; б – контурным и канавочным резцами;
в– канавочным и контурным резцами
2.3.Чистовая обработка основных поверхностей
Впроцессе чистовой обработки основных поверхностей траектория резца, в целом, соответствует контуру детали. Однако, при расчете координат опорных точек нужно учитывать требования к точности обработки. В первую очередь, это касается необходимости определения средних размеров
сучетом расположения поля допуска.
Например, если при обработке наружного диаметра 50 f 9(−−8725 ) ука-
зать в программе номинальный размер X = dн = 50 мм, то более половины
Указанная рекомендация распространяется также и на чистовую обработку дополнительных поверхностей
45

заготовок окажется бракованными (рис. 2.18, а). Это обусловлено случайным распределением размера в партии заготовок (в данном примере по нормальному закону), причем центр распределения будет совпадать с запрограммированным диаметром. Таким образом, лишь небольшая часть заготовок будет иметь размеры в пределах допуска. Если же задать в программе средний диаметр X = dc = 49,944 мм, то при правильной наладке размеры всех заготовок будут находиться в допускаемых пределах (рис. 2.18, б).
Рис. 2.18. Вероятность годных деталей: а – при программировании номинального размера; б - при программировании среднего размера
Некоторые трудности могут возникать при обработке конических и криволинейных поверхностей. Далеко не все устройства ЧПУ для токарных станков имеют режим коррекции на радиус при вершине резца (с помощью команд G41/G42). Между тем, чаще всего, вылеты резца Wx и Wz определя-
46
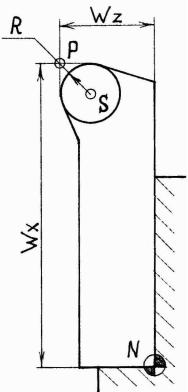
ют по наиболее удаленным режущим кромкам без учета радиуса при вершине R (рис. 2.19 ). При такой привязке по запрограммированной траектории будет перемещаться условная вершина резца P .
Рис. 2.19. Привязка резца по режущим кромкам
Для цилиндрических и торцовых поверхностей никаких искажений контура не происходит. Однако, при точении конических поверхностей возникает недорез a , который зависит от угла наклона α и радиуса при вершине R (рис. 2.20). При α = 45° недорез достигает максимального значения amax = 0,41R . Для правильной обработки надо скорректировать положение опорных точек с учетом поправок X и Z , которые рассчитывают по формулам:
X = R(1 − tg(α / 2))tgα ;
Z = R(1 − tg(α / 2)) .
47
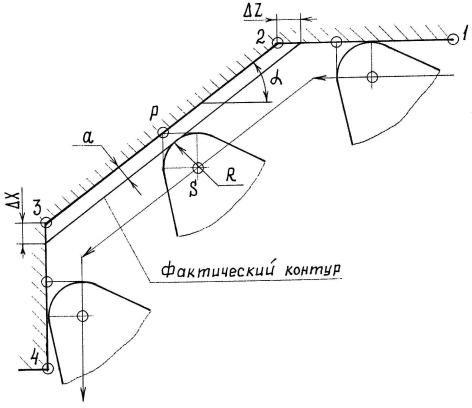
Рис. 2.20. Искажение контура при точении конической поверхности
Вид поправки определяется направлением движения резца при входе на коническую поверхность и при выходе из нее (рис. 2.21). Например, для заготовки изображенной на рис. 1.7, необходимо ввести поправку Z на положение точек 8 и 9. Если задаться радиусом при вершине R = 1 мм и рассчитать угол наклона (α = 23,2° ), то поправка будет равна:
Z = 1(1 − tg(23,2O / 2)) = 0,8 , мм. |
|
Таким образом, координаты точек 8 и 9 следует задать |
Z8 = −32,8 мм, |
Z9 = −46,8 мм. |
|
При точении криволинейных поверхностей недорез a |
является пере- |
менной величиной в зависимости от угла наклона касательной к контуру (рис. 2.22, а). Здесь приходится вручную рассчитывать эквидистанту для всего контура с учетом радиуса при вершине резца (рис. 2.22, б). Вылеты
48

резца Wx и Wz уменьшают на величину R , то есть привязку резца выполняют по центру окружности S при вершине.
Рис. 2.21. Виды поправок на опорные точки конической поверхности
Существенным недостатком описанных способов коррекции является зависимость точности обработки от расхождения между расчетными и фактическими радиусами при вершине резца.
При обработке маложестких заготовок на станках с ЧПУ можно компенсировать погрешность формы из-за упругих деформаций технологической системы. Этого достигают предискажением траектории резца, которая копирует изгиб заготовки под действием сил резания [2, 12, 17]. Поправки на координаты опорных точек определяют путем пробной обработки или по
49

формулам сопротивления материалов. Этот прием особенно эффективен при точении длинных валов, где без поддержки люнетом удается практически ликвидировать бочкообразность заготовки.
Рис. 2.22. Обработка сферической поверхности: а – образование недореза;
б– обработка по эквидистанте
2.4.Типовые схемы обработки дополнительных поверхностей
Схемы обработки дополнительных поверхностей хорошо изучены и широко представлены в технической литературе [7, 10, 11]. Несмотря на разнообразие форм дополнительных поверхностей, большинство из них можно обработать тремя типами резцов (рис. 2.23):
1.Прямоугольный канавочный резец.
2.Резец для угловых канавок.
3.Резьбовой резец.
50