

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Токарные станки / Технологическая подготовка токарных станков с ЧПУ
.pdfРис. 1.6. Примеры оформления эскизов для стандартных циклов
21
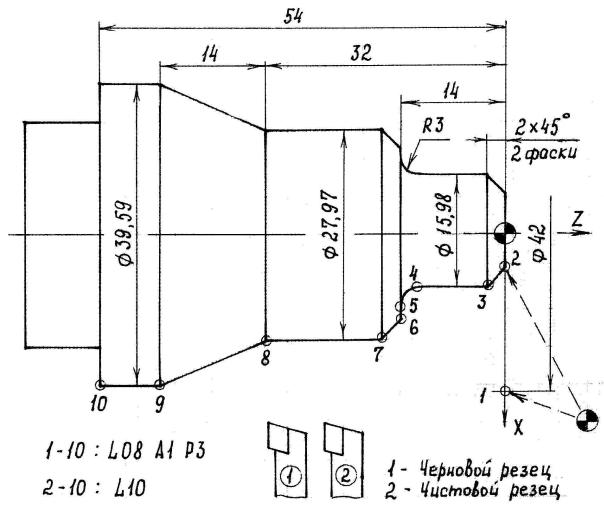
Рис. 1.7. Пример оформления эскиза для стандартных циклов черновой и чистовой обработки
В некоторых случаях весьма удобным является табличный способ задания размеров, где на свободном поле эскиза приводится таблица с номерами опорных точек и их координатами. Для заготовки, изображенной на рис. 1.7 такая таблица будет иметь следующий вид:
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
X |
42 |
11,98 |
15,98 |
15,98 |
21,98 |
23,97 |
27,97 |
27,97 |
39,69 |
39,69 |
Z |
0 |
0 |
-2 |
-11 |
-14 |
-14 |
-16 |
-32 |
-46 |
-54 |
Для многоцелевых станков рекомендуется отдельным документом оформлять КЭ, поясняющую наладку приспособлений и инструментов.
22
1.4. Особенности обработки на токарных центрах
Токарные центры являются многоцелевыми станками и предназначены для комплексной обработки заготовок типа «тела вращения». На этих станках за одну операцию кроме токарной обработки можно выполнить те работы, которые в обычных условиях требуют применения сверлильных и фрезерных станков.
Главной особенностью токарных центров является оснащение гнезд револьверной головки приводами на вращение инструмента. В режиме вращения инструмента шпиндель выполняет функции делительной головки и поворачивается вместе с заготовкой на заданный угол. Для этого, кроме обычного привода вращения (по S-команде), шпиндель оборудован следящим приводом поворота с программируемой осью С.
Токарные центры отличаются высоким уровнем автоматизации и оснащаются дополнительными устройствами, которые расширяют их технологические возможности (автоматический люнет, задняя бабка с программируемым перемещением, контршпиндель и др.). Устройства с ЧПУ для токарных центров имеют развитые средства диалога с оператором, включая моделирование управляющей программы на дисплее.
В качестве примера рассмотрим технологические возможности станка TNS-30 фирмы Traub (Германия). Этот станок оснащен двумя суппортами с револьверными головками на 12 инструментов. Каждое второе гнездо головок оснащено приводом на вращающейся инструмент. Для обработки заготовки со стороны левого торца в районе шпинделя предусмотрена третья револьверная головка на четыре инструмента. При этом заготовка перехватывается контршпинделем, который устанавливают в одном из гнезд верхней револьверной головки.
23
Для токарного центра TNS-30 можно выделить пять основных режимов обработки:
1.Обработка неподвижным инструментом при вращающемся шпинделе;
2.Обработка вращающимся инструментом при вращающемся шпинделе;
3.Обработка вращающимся инструментом при неподвижном шпинделе;
4.Обработка вращающимся инструментом с одновременным поворотом шпинделя;
5.Обработка заготовки со стороны левого торца.
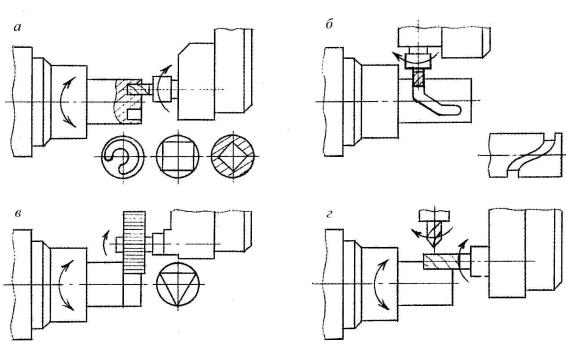
В первом режиме возможны следующие виды обработки:
-одновременная обработка заготовки с двух суппортов, например точение с верхней револьверной головкой и сверление с ниж-
ней (рис. 1.8, а);
-нарезание резьбы самораскрывающимися головками (рис. 1.8, б);
-глубокое сверление спиральными или перовыми сверлами (рис. 1.8, в);
-прошивка внутренних или наружных поверхностей в заготовках из легких сплавов (рис. 1.8, г).
Во втором режиме применяют некоторые методы обработки, требующие одновременного вращения инструмента и заготовки:
-сверление и нарезание резьбы с опережающей или запаздывающей передачей (рис. 1.9, а);
-прорезание наружных канавок и отрезание заготовки дисковыми фрезами (рис. 1.9, б);
-фрезерование внутренних канавок (рис. 1.9, в);
-фрезерование многогранников при синхронном вращении заготовки и фрезы (рис. 1.9, г).
24

Рис. 1.8. Обработка неподвижным инструментом при вращающемся шпинделе
Рис. 1.9. Обработка вращающимся инструментом при вращающемся шпинделе
25

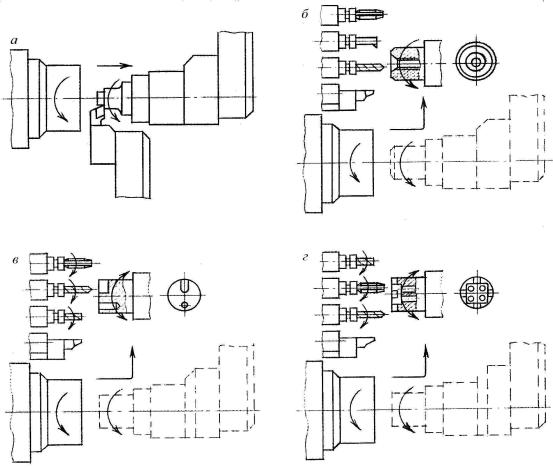
В третьем режиме шпиндель позиционируется на заданный угол (ось С), после чего вращающимся инструментом производится обработка дополнительных элементов:
-сверление отверстий или фрезерование пазов на правом торце с помощью прямой головки (рис. 1.10, а);
-сверление радиальных отверстий и фрезерование продольных пазов с помощью угловой головки (рис. 1.10, б);
-обработка наклонных отверстий и пазов с помощью угловой головки специального исполнения (рис. 1.10, в);
-фрезерование лысок и шлицов дисковыми фрезами с помощью специальной головки (рис. 1.10, г).
Рис. 1.10. Обработка вращающимся инструментом при неподвижном шпинделе
26
В четвертом режиме одновременно с рабочей подачей инструмента выполняется программируемый поворот шпинделя, что позволяет реализовать следующие варианты обработки:
-фрезерование контуров на правом торце с помощью прямой голов-
ки (рис. 1.11, а);
-фрезерование криволинейных пазов на цилиндрической поверхности с помощью угловой головки (рис. 1, 11, б);
-фрезерование многогранников дисковыми фрезами с помощью прямой головки (рис. 1.11, в);
-контурное фрезерование или гравировка с помощью специальной подпрограммы «Traub – POLY-FORM» ( рис. 1.11, г).
Рис. 1.11. Обработка вращающимся инструментом
содновременным поворотом шпинделя
Впятом режиме заготовка автоматически перехватывается контршпинделем на верхней головке, которая и обеспечивает движение на рабочей подаче. При этом возможны следующие виды обработки со стороны ле-
вого торца:
27
-обработка неподвижным инструментом (как правило, левыми резцами) с нижней револьверной головки при вращающемся контршпинделе (рис. 1.12, а);
-обработка концентрических поверхностей неподвижным инструментом с 3-й револьверной головки (в районе шпинделя) при вращающемся шпинделе (рис. 1.12, б);
-обработка дополнительных элементов (отверстий, пазов и т.п.) вращающимся инструментом с 3-й револьверной головки при неподвижном контршпинделе (рис. 1.12, в);
-обработка дополнительных элементов вращающимся инструментом с 3-й револьверной головки при одновременном повороте контршпинделя (рис. 1.12, г).
Рис 1.12. Обработка заготовки со стороны левого торца
28

Большинство рассмотренных примеров можно перенести и на обработку в центрах. Кроме того, наличие дополнительных устройств позволяет изменить технологию изготовления валов на начальной стадии. Например, на рис. 1.13 показан вариант обработки вала с помощью автоматического люнета и программируемой задней бабки, который позволяет обойтись без предварительной обработки центровых отверстий и торцев заготовки.
Рис. 1.13. Обработка вала с помощью автоматического люнета и программируемой задней бабки
29

Обработка вала здесь включает четыре основных этапа:
1.Центрование правого торца (рис. 1.12, а). Заготовка 2 (например, из штучного проката) устанавливается в патроне 1 и люнете 3. Далее при неподвижном шпинделе вращающимся центровочным сверлом
4 обрабатывается центровое отверстие.
2.Точение шейки под люнет (рис. 1.12, б). К заготовке подводится задний центр 5, после чего люнет раскрывается и отводится влево. Включается вращение шпинделя и резцом 6 протачивается шейка под люнет.
3.Подрезка правого торца (рис. 1.12, в). Люнет 3 возвращается в прежнее положение и зажимает заготовку по уже обработанной поверхности. Затем центр 5 отводится вправо и резцом 7 подрезается правый торец.
4.Дальнейшая обработка вала с правой стороны (рис. 1.12, г). Заготовка поджимается центром 5, после чего люнет 3 раскрывается и отводится в крайнее левое положение. Затем производится обработка основного контура резцом 8.
При наличии автоматического кантователя после завершения обработки заготовка переустанавливается, и процесс повторяется с другой стороны.
2.ТИПОВЫЕ СХЕМЫ ОБРАБОТКИ
2.1.Технологические возможности контурных резцов и классификация поверхностей
Одним из главных преимуществ токарных станков с ЧПУ является возможность согласованного движения инструмента сразу по двум коорди-
Включать шпиндель нельзя, поскольку люнет зажимает заготовку по необработанной поверхности
30