

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Токарные станки / Технологическая подготовка токарных станков с ЧПУ
.pdfнатам. Это позволяет формировать разные поверхности заготовки одним и тем же инструментом путем контурной обработки.
На практике, чаще всего, применяют контурные резцы с главным углом в плане ϕ = 93 − 95° . Такими резцами можно обрабатывать любые элементы контура при условии, что направление подачи лежит в пределах одного квадранта (рис. 2.1).
Рис. 2.1. Направления подач для контурных резцов: а – наружная обработка; б – внутренняя обработка
Особенно важной здесь является возможность контурной обработки торцевых поверхностей, что обеспечивается при ϕ > 90° . Кроме того, облег-
чаются условия работы резца при черновой обработке продольными ходами. Как видно из рис. 2.2, для резца с ϕ = 90° длина контакта l режущей кромки с торцем будет с каждым рабочим ходом увеличиваться, что может привести к нежелательным явлениям (вибрации, выкрашивание пластины и т.д.). Если же ϕ > 90° , то длина контакта l останется неизменной и примерно рав-
на глубине резания t .
31
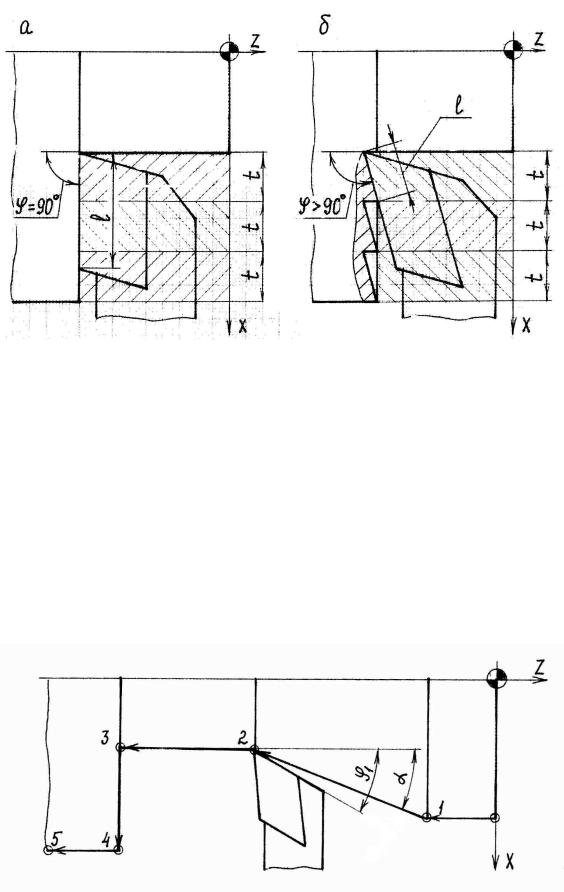
Рис 2.2. Обработка торцевых поверхностей: а – резцом с главным углом в плане ϕ = 90° ; б - резцом с главным углом в плане ϕ > 90°
Наличие вспомогательного угла ϕ1 позволяет несколько расширить зону допустимых направлений подачи и обрабатывать участки со спадом контура (рис. 2.3). Для того чтобы исключить контакт вспомогательной кромки с обработанной поверхностью угол спада α должен быть меньше вспомогательного угла ϕ1 на 2-3º. Как правило, обработку контуров со спа-
дом выполняют резцами с ϕ1 ³ 27°.
Рис. 2.3. Обработка участка со спадом контура
32
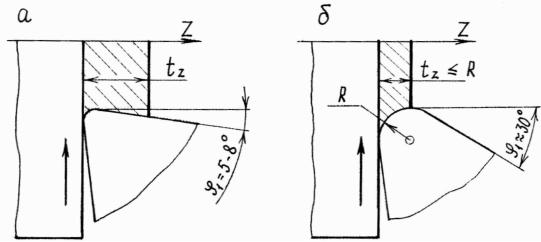
Кроме того, некоторые контурные резцы допускают резание вспомогательной кромкой. Это позволяет использовать их в качестве подрезных резцов (рис. 2.4). Особенно эффективны здесь резцы с небольшими значениями вспомогательного угла ϕ1 = 5 - 8° (например, резцы типа SCLC и PWLN).
При больших значениях φ1 требуется уменьшать глубину резания, которая не должна превышать радиуса при вершине резца.
Рис. 2.4. Подрезание торца контурными резцами: а - резцом со вспомогательным углом ϕ1 = 5 - 8° ; б - резцом со вспомогательным углом ϕ1 ³ 27°
Универсальные возможности контурных резцов предопределили классификацию элементов контура детали. Их принято делить на основные и дополнительные поверхности [7, 8, 11]. К основным элементам относят те поверхности, которые могут быть обработаны контурными резцами. Поверхности, требующие для своего образования других инструментов, называют дополнительными. Сюда относят различного рода канавки, выточки, резьбы и др.
Основные элементы контура, как правило, требуют черновой и чистовой обработки. Поэтому общий припуск на обработку принято делить на три области (рис. 2.5):
1.Область черновой обработки основных поверхностей.
2.Область обработки дополнительных поверхностей.
3.Область чистовой обработки основных поверхностей.
33
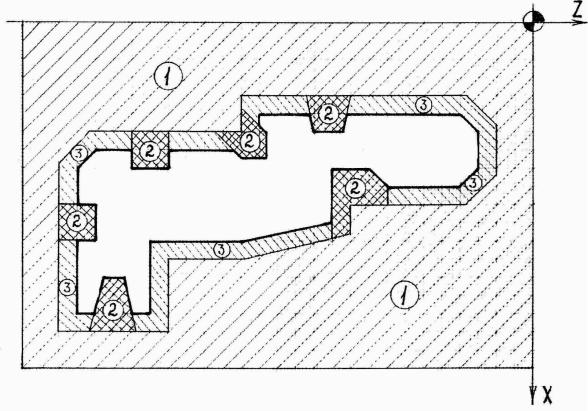
Рис. 2.5. Деление общего припуска на области обработки
В свою очередь области обработки разбивают на зоны в зависимости от конфигурации контура детали. В токарной обработке рассматривают четыре типа зон (рис. 2.6):
1.Открытая зона.
2.Полуоткрытая зона.
3.Закрытая зона.
4.Комбинированная зона.
Открытые зоны предполагают обработку напроход и допускают свободный вход и выход резца в осевом направлении. Здесь не накладывается ограничений на углы резца в плане.
Полуоткрытые зоны допускают только свободный вход и выход резца в осевом направлении. Для выхода из зоны необходима радиальная составляющая подачи. При этом конфигурация зоны накладывает ограничения на главный угол в плане (чаще всего ϕ > 90° ).
34

Рис. 2.6. Типы зон обработки: а – открытая; б – полуоткрытая;
в– закрытая; г - комбинированная
Взакрытых зонах для входа и выхода резца необходима подача с радиальной составляющей. При этом накладываются ограничения как на углы в плане, так и на размеры резца.
Комбинированная зона представляет собой сочетание двух или трех зон, описанных выше.
Для контурной обработки основных поверхностей преобладают полуоткрытые зоны. Для обработки дополнительных поверхностей наиболее характерны закрытые зоны.
2.2. Типовые схемы черновой обработки основных поверхностей
Схемы черновой обработки основных поверхностей и критерии их выбора достаточно широко освещены в технической литературе [7, 9, 11].
35

В большинстве современных устройств ЧПУ эти схемы реализованы в виде стандартных подпрограмм с формальными параметрами.
Для обработки открытых и полуоткрытых зон, чаще всего, применяют схему «петля», где припуск удаляется продольными или поперечными ходами (рис. 2.7). После каждого рабочего хода резец отводится от обработанной поверхности на 1-2 мм (либо по перпендикуляру, либо под углом). Далее на быстрой подаче резец перемещается в начало следующего рабочего хода, совершая тем самым петлеобразное движение. Схема «продольная петля» применяется для длинных заготовок, а схема «поперечная петля» – для коротких заготовок большого диаметра. Условием выбора здесь является наименьшее число рабочих ходов.
Рис. 2.7. Обработка по схеме «петля»: а – продольными ходами; б - поперечными ходами
36

Как видно из рис. 2.7, при обработке наклонных поверхностей по схеме «петля» неизбежно образование гребешков (участки с двойной штриховкой). Таким образом, припуск на чистовую обработку будет неравномерным, что нежелательно. Кроме того, работа только продольными или только поперечными ходами неэффективна для заготовок, форма которых приближена к форме детали (отливки, штамповки и др.).
Для устранения перечисленных недостатков разработаны четыре модификации схемы «петля»:
1.«Петля» с подборкой.
2.«Петля» с зачистным ходом.
3.Эквидистантная схема.
4.Контурная схема.
Первые две схемы применяют для заготовок из проката, а последние две схемы – для заготовок с формой, приближенной к форме детали.
В схеме «петля» с подборкой (рис. 2.8) после каждого основного рабочего хода резец перемещается вдоль контура до уровня предыдущего хода (с небольшим перебегом lп = 1 − 2 мм), срезая оставшийся материал.
Рис. 2.8. Схема «петля» с подборкой
37
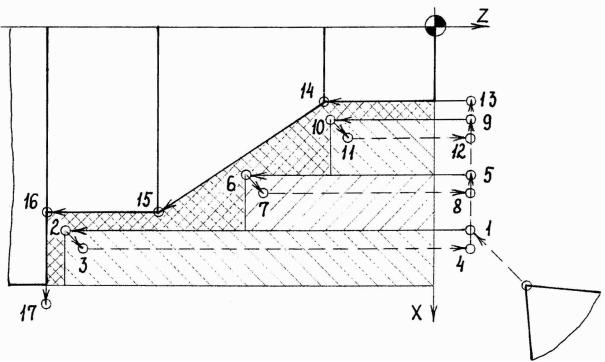
Схема «петля» с зачистным ходом (рис. 2.9) предусматривает получистовую обработку вдоль контура (участок с двойной штриховкой). В процессе зачистного хода удаляются гребешки на наклонных участках, а также обрабатываются поверхности, для которых глубина резания оказалась меньше, чем на основных ходах.
Рис. 2.9. Схема «петля» с зачистным ходом
Эквидистантная схема (рис. 2.10) предполагает снятие чернового припуска по траекториям, равноудаленным от контура детали. С каждым рабочим ходом расстояние от вершины резца до контура уменьшается на величину глубины резания. Достоинством эквидистантной схемы является легкость программирования для устройств ЧПУ, имеющих режим коррекции на радиус (с помощью команд G41/G42).
Однако, крупным недостатком эквидистантной схемы является одинаковая глубина резания на всех участках контура. Как видно из рис. 2.10, здесь имеет место равенство:
tx = tк = tz ,
38
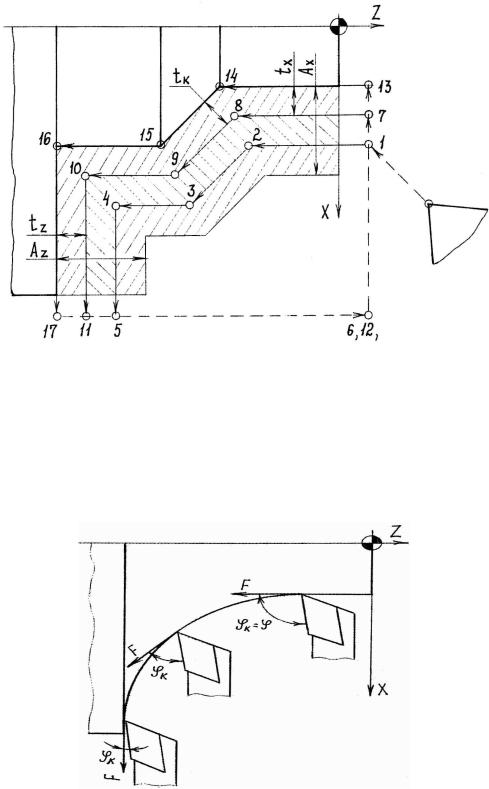
где tx – глубина резания для цилиндрических поверхностей; tк – глубина резания для конических поверхностей; tz – глубина резания для торцовых поверхностей.
Рис. 2.10. Эквидистантная схема
Между тем режущая способность контурного резца зависит от направления подачи (рис. 2.11), поскольку кинематический угол в плане ϕк умень-
шается по мере перехода от продольной подачи к поперечной [21].
Рис. 2.11. Изменение кинематического угла в плане ϕк
39
Для большинства контурных резцов при точении торцовых поверхно-
стей этот угол очень мал (ϕк = 5 − 7O ) , что приводит к необходимости сни-
жения tz . Однако, при этом нужно снижать и величину tx (поскольку tx = tz ), что в свою очередь ведет к потере производительности.
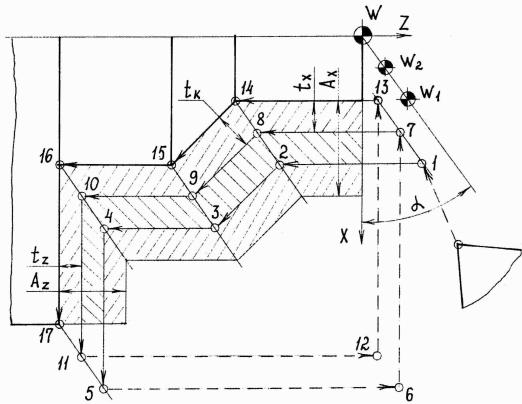
В контурной схеме (рис. 2.12) опорные точки для промежуточных рабочих ходов получают путем параллельного переноса опорных точек контура детали в некотором направлении под углом α к оси Х. Таким образом, каждый рабочий ход копирует форму детали, но со смещением нуля программы в том же направлении (точки W1 и W2). Контурная схема легко программируется с помощью команды «плавающий нуль» (G92). Кроме того, за счет угла переноса α здесь имеется возможность обеспечить рациональное соотношение между tx и tz (α = arctg(tz / tx ) ). На практике этот угол выби-
рают исходя из условия tz  tx = 0,25 − 0,5.
tx = 0,25 − 0,5.
Рис. 2.12. Контурная схема
40