

5.5.2. Статистические методы контроля и оценки качества
Смысл статистических методов контроля качества заключается в значительном снижении затрат на его проведение по сравнению со сплошным контролем.
Сплошной контроль используется там, где есть возможность автоматизировать (или механизировать) сам процесс контроля. Поэтому его проще использовать в массовом производстве на каких-то промежуточных технологических этапах (сплошной контроль каких-то показателей качества сырья, промежуточных продуктов или деталей и пр.). В других случаях, особенно когда речь идёт о заключительном контроле, организация сплошного контроля требует значительных затрат на его проведение (т.к. автоматизировать или механизировать этот процесс весьма сложно). Поэтому он используется там, где необходимо добиться очень высокого качества. Это происходит чаще всего при производстве высоконадежной техники, где её возможные отказы могут повлечь большие жертвы (авиация, ракетная техника, оборудование атомных электростанций и т.п.).
Намного чаще используется выборочный контроль, который основывается на статистических методах контроля. Различаются две области применения статистических методов в производстве (рис. 5.7.):
при регулировании хода технологического процесса с целью удержания его в заданных рамках (левая часть схемы);
при приемке изготовленной продукции (правая часть схемы).
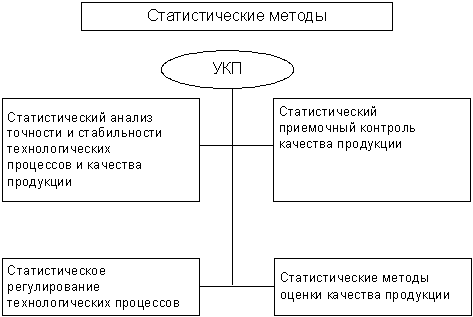
Рис. 5.7. Области применения статистических методов управления качеством продукции
Для контроля технологических процессов решаются задачи статистического анализа точности и стабильности технологических процессов и их статистического регулирования. При этом за эталон принимаются допуски на контролируемые параметры, заданные в технологической документации, и задача заключается в жёстком удержании этих параметров в установленных пределах. Может быть поставлена также задача поиска новых режимов выполнения операций с целью повышения качества конечного производства.
Прежде чем браться за применение статистических методов в производственном процессе, необходимо четко представлять цель применения этих методов и выгоду производства от их применения. Очень редко данные используются для заключения о качестве в том виде, в каком они были получены. Обычно для анализа данных используются семь, так называемых, статистических методов или инструментов контроля качества:
Графики.
Контрольный листок и гистограмма.
Диаграмма разброса.
Расслаивание (стратификация) данных.
Причинно-следственная диаграмма (диаграмма Исикавы или «рыбий скелет»).
Диаграмма Парето.
Контрольные карты.
1. Графики
Графическое представление данных широко применяется в производственной практике для наглядности и облегчения понимания смысла данных. Различают следующие виды графиков:
А. График, представляющий собой ломанную линию (рис. 5.8.), применяется, например, для выражения изменения каких-либо данных с течением времени.
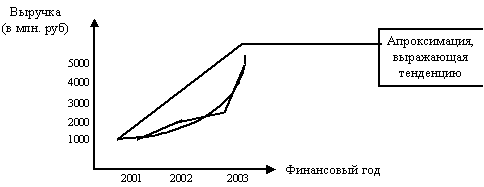
Рис. 5.8. Пример «ломанного» графика и его аппроксимации.
Б. Круговой и ленточный графики (рис. 5.9 и 5.10) применяются для выражения процентного соотношения рассматриваемых данных.
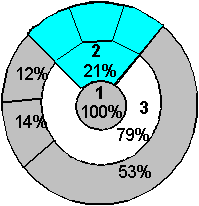
Рис. 5.9. Пример кругового графика.
Соотношение составляющих себестоимости производства:
1 – себестоимость производства продукции в целом;
2 – косвенные расходы;
3 – прямые расходы и т.д.
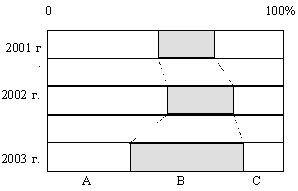
Рис. 5.10. Пример ленточного графика.
На рисунке 5.11. показано соотношение сумм выручки от продажи по отдельным видам изделий (A,B,C), видна тенденция: изделие B перспективно, а A и C – нет.
В. Z-образный график (рис. 4.12) применяется для выражения условий достижений данных значений. Например, для оценки общей тенденции при регистрации по месяцам фактических данных (объём сбыта, объём производства и т.д.)
График строится следующим образом:
1) откладываются значения параметра (например, объём сбыта) по месяцам (за период одного года) с января по декабрь и соединяются отрезками прямой (ломаная линия 1 на рис. 5.11.);
2) вычисляется кумулятивная сумма за каждый месяц и строится соответствующий график (ломаная линия 2 на рис. 5.11.);
3) вычисляются итоговые значения (меняющийся итог) и строится соответствующий график. За меняющийся итог в данном случае принимается итог за год, предшествующий данному месяцу (ломаная линия 3 на рис. 5.11.).
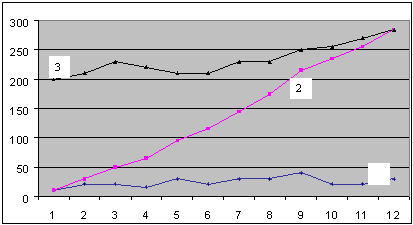
Рис. 5.11. Пример Z-образного графика.
Ось ординат – выручка по месяцам, ось абсцисс – месяцы года.
По меняющемуся итогу можно определить тенденцию изменения за длительный период. Вместо меняющегося итога можно наносить на график планируемые значения и проверять условия их достижения.
Г. Столбчатый график (рис. 5.12.) представляет количественную зависимость, выражаемую высотой столбика, таких факторов, как себестоимость изделия от его вида, сумма потерь в результате брака от процесса и т.д. Разновидности столбчатого графика – гистограмма и диаграмма Парето. При построении графика по оси ординат откладывают количество факторов, влияющих на изучаемый процесс (в данном случае изучение стимулов к покупке изделий). По оси абсцисс – факторы, каждому из которых соответствует высота столбика, зависящая от числа (частоты) проявления данного фактора.
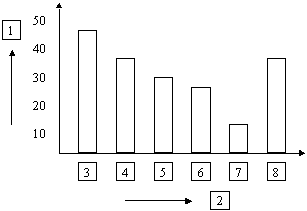
Рис. 5.12. Пример столбчатого графика.
где: 1 – число стимулов к покупке; 2 – стимулы к покупке;
3 – качество; 4 – снижение цены;
5 – гарантийные сроки; 6 – дизайн;
7 –доставка; 8 – прочие;
Если упорядочить стимулы к покупке по частоте их проявления и построить кумулятивную сумму, то получим диаграмму Парето.