

2. 3 Типы посадок
Посадкой называют характер соединения деталей, определяемый разностью между размерами охватывающей и охватываемой деталей. Посадка характеризует не только само соединение, но главным образом свободу относительного перемещения деталей или степень сопротивления взаимному их смещению. В зависимости от этого посадки подразделяют на три группы: посадки с зазором (подвижные); посадки переходные; посадки с натягом (неподвижные).
Зазором называется положительная разность между диаметрами отверстия и вала (диаметр отверстия больше диаметра вала, рис. 12, а). При посадке с зазором поле допуска отверстия расположено над полем допуска вала, т. е. обеспечивается зазор.
Натяг
— это отрицательная разность между
диаметрами отверстия и вала (диаметр
вала больше диаметра отверстия, рис.
12, б).
При посадке с натягом поле допуска вала
расположено над полем допуска отверстия.
При переходных посадках возможно
получение как натягов, так и зазоров
(поля допуска отверстия и вала
перекрываются). Применяют две системы
посадок: систему
отверстия
и систему
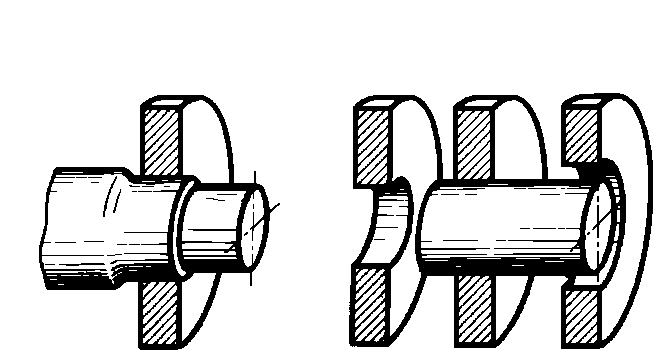
вала. Посадки
в системе отверстия —это посадки, в
которых зазоры и натяги получают
соединением различных валов с основным
отверстием (рис. 13, а).
Посадки в системе вала — это посадки,
в которых зазоры и натяги получают
соединением различных отверстий с
основным валом (рис.13, б).
Применение системы отверстия
предпочтительнее, так как в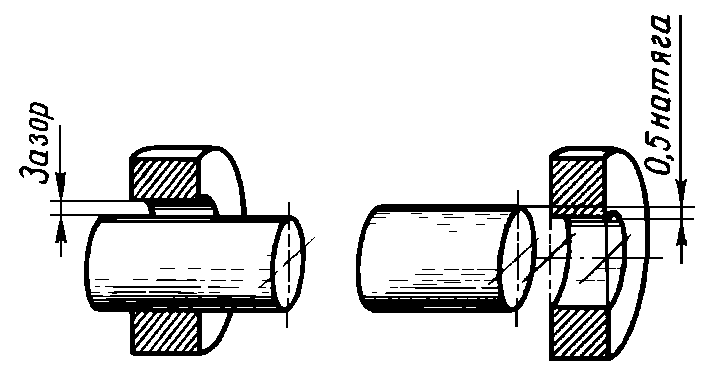
 ал
обрабатывать легче, чем отверстий.
ал
обрабатывать легче, чем отверстий.
а) б) а) б)
Рис. 12 Рис. 13
2. 3 Установка степени точности
ГОСТ 25347—82 вводит понятие квалитет, что означает совокупность допусков, соответствующих одинаковой степени точности, для всех номинальных размеров. Установлено 19 квалитетов: 01, О, 1, 2,... 1-17. Квалитеты от 01 до 5 предназначены для самых точных инструментов. Для каждого номинального размера предусмотрены отклонения, характеризующие положение допусков относительно нулевой линии. Положение поля допуска относительно нулевой линии обозначают буквой латинского алфавита — прописной для отверстия (А, В, С, CD, D,..., ZB, ZC) и строчной для вала (а, b, с, cd, d, ..., zb, zc), например: 45 Н7 означает: номинальный размер 45, поле допуска отверстия Н, квалитет 7. Значение предельных отклонений находят по таблицам соответствующего стандарта.
Предельные размеры на чертежах могут быть указаны тремя способами: условным обозначением поля допуска, например 20Е7; числовым значением предельных отклонений 20+0.041+0.02 ; условным обозначением полей допусков с указанием справа в скобках числовых величин 20Е7 (+0.041+0.02).
3. Шероховатость поверхности и ее обозначение на чертежах
Разные детали в зависимости от их назначения подвергают различным способам механической обработки. Одни детали имеют ровную блестящую поверхность, другие неровную, шероховатую. Неровность одних поверхностей деталей видна невооруженным глазом, неровность других поверхностей можно увидеть только с помощью лупы, а определить с помощью точных приборов. Под шероховатостью поверхности подразумевается совокупность неровностей, образующих рельеф поверхности, независимо от способов его получения. С помощью специальных приборов получают кривую шероховатости поверхности — профилограмму.
Г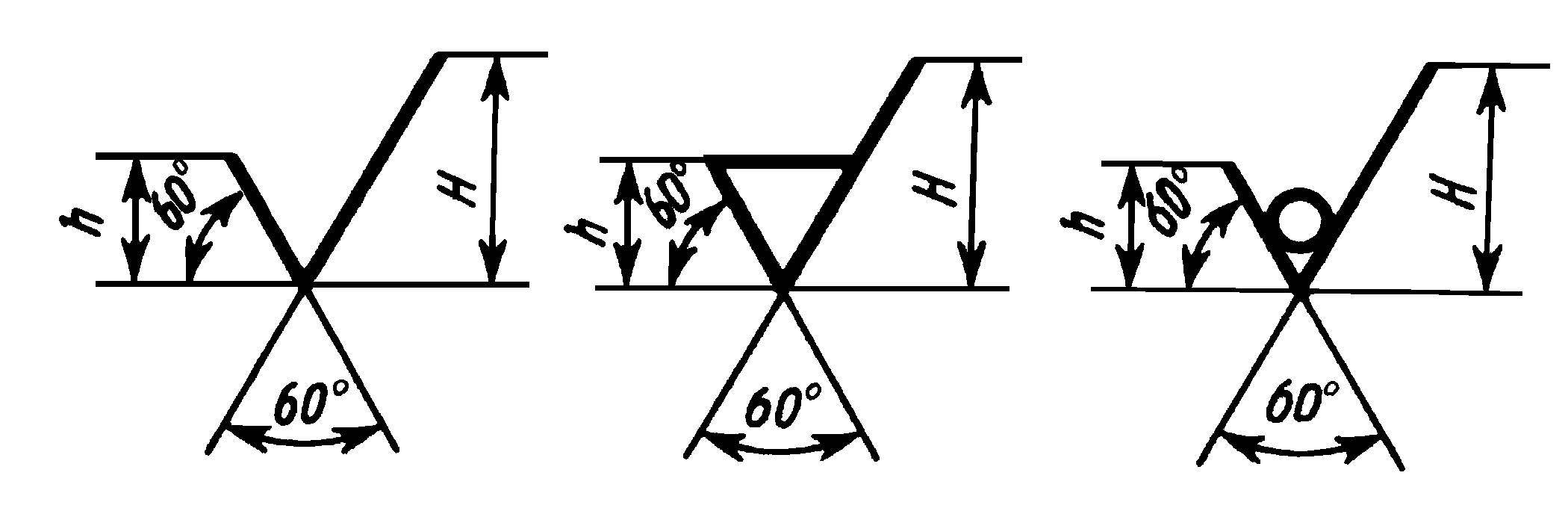 ОСТ
2789—72 устанавливает пределы числовых
значений параметров шероховатости
поверхностиRa
и Rz,
которые определяются по профилограмме.
Ra
— среднее
арифметическое из абсолютных значений
отклонений профиля в пределе базовой
длины. Rz
– сумма
средних абсолютных значений высот пяти
наибольших выступов профиля и глубин
пяти наибольших впадин профиля в пределах
базовой длины.
ОСТ
2789—72 устанавливает пределы числовых
значений параметров шероховатости
поверхностиRa
и Rz,
которые определяются по профилограмме.
Ra
— среднее
арифметическое из абсолютных значений
отклонений профиля в пределе базовой
длины. Rz
– сумма
средних абсолютных значений высот пяти
наибольших выступов профиля и глубин
пяти наибольших впадин профиля в пределах
базовой длины.
Рис. 14
ГОСТ 2. 309—73 устанавливает обозначения шероховатости поверхности и правила нанесения их на чертежах изделий.
Для обозначения шероховатости поверхности применяется один из знаков, изображенных на рис. 14. Высота h приблизительно равна высоте размерных чисел, а высота Н равна 1, 5... 3 h. Толщина линий знаков берется равной примерно половине толщины основной сплошной линии, примененной на данном чертеже.
Знак применяют для обозначения шероховатости поверхности, не устанавливаемой конструктором. Знак применяют для обозначения шероховатости поверхности, образованной удалением слоя материала (точением, сверлением и т. п.). Знак применяют для обозначения шероховатости поверхности, образуемой без удаления слоя материала (литье, ковка, прокат и т. п.). Вид обработки поверхности указывают в обозначении шероховатости только в случае, когда он является единственным применением для получения требуемой шероховатости поверхности.
Обозначение шероховатости поверхности на изображении изделия располагают на линиях контура, выносных линиях или на полках линий-выносок, а при недостатке места — на размерных линиях или их продолжении.
Обозначение шероховатости профиля резьбы наносят условно на выносной линии, размерной линии или ее продолжении.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией и наносят размеры и знаки шероховатости на каждом участке.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение помещают в правом верхнем углу чертежа, размеры и толщина линий знака в обозначении больше, чем на чертеже, примерно в полтора раза.
При указании одинаковой шероховатости — преобладающей части поверхностей изделия — обозначение помещают в правом верхнем углу чертежа, а в скобках знак , что означает: поверхности, шероховатость которых на чертеже не указана, должны иметь знак, поставленный перед скобками.
Размеры знака в скобке должны быть такие же, как у знаков, нанесенных на изображении.
Шероховатость поверхности зависит от способа обработки и от инструмента, которым выполняется та или иная технологическая операция.