

Логистика производства
Все существующие системы организации производства делятся на :
Тянущие (вытягивающие) системы
Толкающие (выталкивающие) системы
Толкающая система: характерно изготовление продукции в соответствии с производственным графиком (детали поступают по мере готовности с предыдущей операции на последующую). Трудны любые изменения (продукции, материалов)
Вытягивающая система: последующий участок заказывает и изымает детали, сборочные единицы и т.п. с предыдущего участка на последующий. Тянущая система задумана с целью уменьшения запасов.
Цели вытягивающей системы:
сведение к минимуму запасов деталей между операциями
предоставление цеховому руководству больших полномочий в управлении предприятием
Гибкая организация производства на всем протяжении выпуска продукции:
гибкая организация производственного процесса
гибкая система поставок
гибкое использование оборудования
гибкое использование рабочей силы
гибкая система сбыта
Сравнение толкающей и тянущей организации производства
|
Характеристика |
Тянущая система |
Толкающая система |
|
1. Закупочная стратегия (снабжение) |
Ориентирована на небольшое число поставщиков, поставки частые, небольшими партиями, строго по графику |
Ориентация на значительное число поставщиков, поставки в основном нерегулярные, крупными партиями |
|
2. Производственная стратегия |
Сокращение длительности цикла. Ориентация производства на изменение спроса, т. е. на заказы. Осуществление концепции гибкого производства. Политика производства продаваемых товаров. Изготовление минимальной партии |
Ориентация на максимальную загрузку производственных мощностей. Реализация концепции непрерывного производства (продавать то, что сделано). Изготовление максимальной партии |
|
3. Планирование производства |
Стадия сборки (начало), т. е. получение заказа |
Планирование под производственные мощности. Заготовительная стадия |
|
4. Оперативное управление производством |
Децентрализовано. Производственные графики составляются только для стадии сборки. За выполнением графиков других стадий наблюдает руководство цехов |
Централизованное. Графики составляются для всех цехов. Контроль осуществляется специальными отделами (плановыми, диспетчерскими бюро) |
|
5. Стратегия управление запасами |
Отказ от избыточных запасов. Запасы в виде незадействованных мощностей |
Запасы в виде излишков материальных ресурсов |
|
5.1 Управление страховыми запасами |
Наличие страховых запасов говорит о сбое в производственном процессе т.к. складские площади предусмотрены в минимальных размерах |
Объем страховых запасов постоянно поддерживается на определенном уровне |
|
5.2 Управление операционными заделами |
Операционный задел минимален за счет синхронизации производства |
Операционный задел не всегда минимален из-за несинхронности смежных операций, различной пропускной способности оборудования, его нерациональной расстановки, неэффективного выполнения транспортно-складских работ |
|
5.3 Управление запасами готовой продукции |
Запасы практически отсутствуют из-за быстрой отправки готовой продукции заказчику. Излишних запасов не бывает, т.к. размер партии готовых изделий сориентирован на размер заказа |
Запасы могут быть из-за: - несвоевременности изготовления продукции - несвоевременности отправки готовой продукции - неплатежеспособности клиента - размер партии готовых изделий сориентирован на годовую программу без учета колебаний спроса |
|
6. Используемое оборудования и его размещение |
Универсальное оборудование, которое размещено по кольцевому или линейному принципу |
Специализированное оборудование, размещенное по участкам, а также частично универсальное оборудование, расположенное по линейному принципу |
|
7. Кадры |
Высоко квалифицированные рабочие-многостаночники |
Узко специализированные рабочие, но есть и рабочие-многостаночники |
|
8. Контроль качества |
Поставка качественных материальных ресурсов, компонентов, изделий. Сплошной контроль качества осуществляет поставщик |
Сплошной или выборочный контроль на всех стадиях производства, что удлиняет производственный процесс |
|
9. Распределительная стратегия |
Размер партии готовых изделий равен размеру заказа. Ориентация на конкретного потребителя. Изготовление продукции с учетом специфических требований заказчика. Организация послепродажного обслуживания |
Размер партии готовой продукции соответствует плановому выпуску. Ориентация на “усредненного потребителя”. Организация послепродажного обслуживания |
Преимущества тянущей системы
- Отказ от избыточных запасов, информация о возможности быстрого приобретения материалов, или наличие резервных мощностей для быстрого реагирования на изменение спроса.
- Замена политики продажи произведенных товаров политикой производства продаваемых товаров.
- Задача полной загрузки мощностей заменяется минимизацией сроков прохождения продукции по технологическому процессу.
- Снижение оптимальной партии ресурсов, снижение партии обработки.
- Выполнение заказов с высоким качеством
- Сокращение всех видов простоев и нерациональных внутризаводских перевозок.
2. К числу тянущих относится система КАНБАН ( разработана группой японских менеджеров - автомобилестроителей после Второй Мировой войны). Основная идея: применить систему работы супермаркета к изготовлению автомобилей ночью всем запасаются до предела, в течении дня хороший выбор, а на что спроса нет, то не дополняют. Массовый выпуск с учетом индивидуальных требований покупателя.
Канбан - система карточек-заказов (учтено массовое производство Тейлора, конвейер Форда и т. д.) Потери в данном методе - излишки продукции, досрочное производство, брак, нерациональная транспортировка, хранение излишних запасов.
Двух карточная система КАНБАН
КАНБАН
1 2 3 4 5 6
 1.
Информационная система - служит для
оперативного управления производством
и включает не только специальные карточки
КАНБАН, но и транспортные средства,
производственные графики, технологические
и операционные карты специальные
информирующие табло и т. д.
1.
Информационная система - служит для
оперативного управления производством
и включает не только специальные карточки
КАНБАН, но и транспортные средства,
производственные графики, технологические
и операционные карты специальные
информирующие табло и т. д.
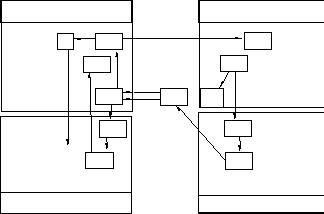
Место хранения запаса M Место хранения запаса L
пр. к тр. к
F F
F F
тр. к
E E
конт.
E F
пр. к
F E
Участок А Участок В
- начало
F - полный контейнер
- транспортировочная карточка (тр.к)


коллектор транспортных карточек
E - пустой контейнер

коллектор производственных карточек
Порядок:
С участка А, где используется деталь, готовый к отправке контейнер с транспортной карточкой со склада заготовок L направляется на участок В. Предварительно с него снимается транспортировочная карточка, которая помещается в коллектор транспортировочных карточек.
Освободившийся контейнер Е направляется к месту хранения запаса L, где на него прикрепляется транспортировочная карточка.
Пустой контейнер с прикрепленной карточкой направляется к месту хранения запаса М, где транспортировочная карточка с пустого контейнера снимается и прикрепляется к полному контейнеру, который подается к месту хранения запаса L.
В момент прикрепления к полному контейнеру транспортировочной карточки с него снимается производственная карточка, которая помещается в коллектор производственных карточек.
Производственные карточки, предназначенные для участка А, через определенные промежутки времени (приблизительно через каждый час) направляются на участок обработки А и служит сигналом для начала изготовления и обработки деталей.
Готовыми деталями для каждого выполненного заказа заполняется пустой контейнер и с прикрепленной к нему производственной карточкой уже полный контейнер направляется к месту хранения запаса М.
Далее циклы повторяются.

Производство методом “Точно во время”
Идея системы - производить и поставлять готовые изделия как раз к моменту их реализации. Отдельные детали - к моменту сборки узлов. Отдельные узлы и комплектующие - к моменту сборки изделия в целом.
Позволяет выявить проблемы, которые не видны из-за избыточных запасов и лишнего персонала. Система предусматривает уменьшение размера партий обрабатываемых деталей; Сокращение задела; Сведение к минимуму объемов запасов практически невозможно без существенного сокращения времени на переналадку оборудования.
Условия применения системы - высокий уровень автоматизации, синхронизация производственных процессов, высокий уровень культуры производства, высокое качество продукции, высокая производительность, ликвидация складских помещений, сокращение длительности цикла.